高速鉸削淬火鋼精密小孔的工藝研究
2014-04-06 12:27:48雷鴻春余葭穎
制造技術(shù)與機床 2014年1期
雷鴻春 余葭穎
(①西安思源學(xué)院,陜西 西安 710038;②北方特種能源集團(tuán)有限公司西安慶華公司,陜西 西安 710025)
淬火鋼是指金屬經(jīng)過淬火后,組織為馬氏體,硬度高于HRC50 的鋼。它在難切削材料中占有相當(dāng)大的比重。精密孔一般是指精度在H7 級以上,表面粗糙度Ra值在1.6 μm 以下的孔。淬火鋼的傳統(tǒng)加工方法是研磨或磨削。手工研磨內(nèi)孔,一致性不好,效率低;磨削加工不僅效率低,而且磨小孔用砂輪剛度差,線速度低,表面粗糙度經(jīng)常達(dá)不到設(shè)計要求。若用普通的硬質(zhì)合金機用鉸刀加工淬火鋼精密小孔,生產(chǎn)效率雖然可以提高,但工件的尺寸精度和表面粗糙度難以保證,鉸刀切削刃也極易磨損。
本研究針對兩種套類零件精密小孔的加工,通過改進(jìn)硬質(zhì)合金機用鉸刀的結(jié)構(gòu)、選擇合理的切削用量和切削液等,以試驗的方法確定合理的工藝參數(shù),在保證加工質(zhì)量的前提下,提高加工效率和刀具耐用度。
1 高速鉸削用鉸刀結(jié)構(gòu)、幾何參數(shù)
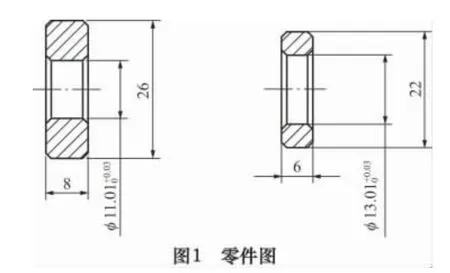
待加工兩種套類零件如圖1 所示,內(nèi)孔表面粗糙度均為Ra1.6 μm,材料為65Si2WA,熱處理52~60HRC。
高速鉸削用鉸刀采用硬質(zhì)合金機用鉸刀,結(jié)構(gòu)采用鑲片式,硬質(zhì)合金刀片牌號為YW1。
鉸刀結(jié)構(gòu)與一般鉸刀類似[1]。
1.1 鉸刀的幾何角度
小直徑硬質(zhì)合金鉸刀的齒數(shù)取4 齒,切削錐角15°,切削部分和校準(zhǔn)部分的前角為0°,切削部分后角為8°,校準(zhǔn)部分的后角為12°,校準(zhǔn)部分的刃帶寬度0.2 mm,切削部分與校準(zhǔn)部分的交接處圓滑過渡[2]。
1.2 校準(zhǔn)部分長度
一般鉸刀校準(zhǔn)部分偏長,由于機床的擺動,刀具本身的彎曲等會劃傷已加工表面,經(jīng)多次試驗,校準(zhǔn)部分長度取3 mm,效果較好,使用穩(wěn)定。
1.3 鉸刀外圓表面粗糙度
鉸刀的校準(zhǔn)部位起校準(zhǔn)和壓光作用,只有擠壓才能使內(nèi)孔表面獲得理想的表面粗糙度,因此,鉸刀外圓表面粗糙度Ra≤0.2 μm。
1.4 鉸刀外徑及偏差
高速鉸孔的主要特征是強制切削及擠壓。因而使孔鉸削后有一定的收縮量,其變化規(guī)律與加工條件、材料強度、切削用量、工件形狀、裝夾方式、冷卻潤滑等都有一定關(guān)系,通常是加工余量大,工件壁薄,其收縮量偏大,反之偏小。一般在0.003~0.008 mm 之間。如本例加工零件的公差都是0.03 mm,但由于工件壁厚不同,收縮量也不同。經(jīng)多次實驗,實際鉸刀外徑及偏差確定為:鉸削mm 內(nèi)孔的鉸刀外徑為mm。鉸削mm 內(nèi)孔的鉸刀外徑為mm。
改進(jìn)后的鉸刀如圖2 所示。

2 切削用量的確定
淬火鋼硬度高、強度高,切削力大,刀刃易崩碎、磨損;切削溫度高,導(dǎo)熱系數(shù)低,更加劇了刀具磨損。加工如圖1 所示兩種套類零件,內(nèi)孔的尺寸精度可通過改變鉸刀外徑來保證,因此切削用量的確定主要考慮對加工表面表面粗糙度和刀具耐用度的影響[2]。
2.1 加工余量的確定
加工余量的大小應(yīng)嚴(yán)格控制,否則會使孔的精度和表面粗糙度極不穩(wěn)定,甚至加工不出合格的產(chǎn)品。加工余量大,刀具磨損嚴(yán)重,容易崩刀。加工余量過小,鉸削時發(fā)揮不了擠壓作用,不僅達(dá)不到尺寸精度,而且孔的表面粗糙度值也很大。文獻(xiàn)[3]推薦,鉸削余量為0.1~0.25 mm 之間。經(jīng)實驗將雙邊鉸削余量控制在0.5~0.4 mm 之間,能穩(wěn)定地保證加工質(zhì)量。
2.2 進(jìn)給量的確定
鉸孔的表面粗糙度Ra值隨進(jìn)給量的增加而增大。但進(jìn)給量過小時,會導(dǎo)致徑向摩擦力的增大,引起鉸刀顫動,使孔的表面變粗糙[3]。經(jīng)實驗證明,進(jìn)給量取0.1~0.17 mm/r,效果最好。
2.3 切削速度
鉸削淬火鋼時,鉸削用量各要素對鉸孔的表面粗糙度均有影響,其中以鉸削速度影響最大。用圖2 所示鉸刀以不同切削速度加工圖1 所示的兩種套類零件,雙邊鉸削余量控制在0.5~0.4 mm,進(jìn)給量取0.1 mm/r,得到不同切削速度下的表面粗糙度值,如圖3 所示。
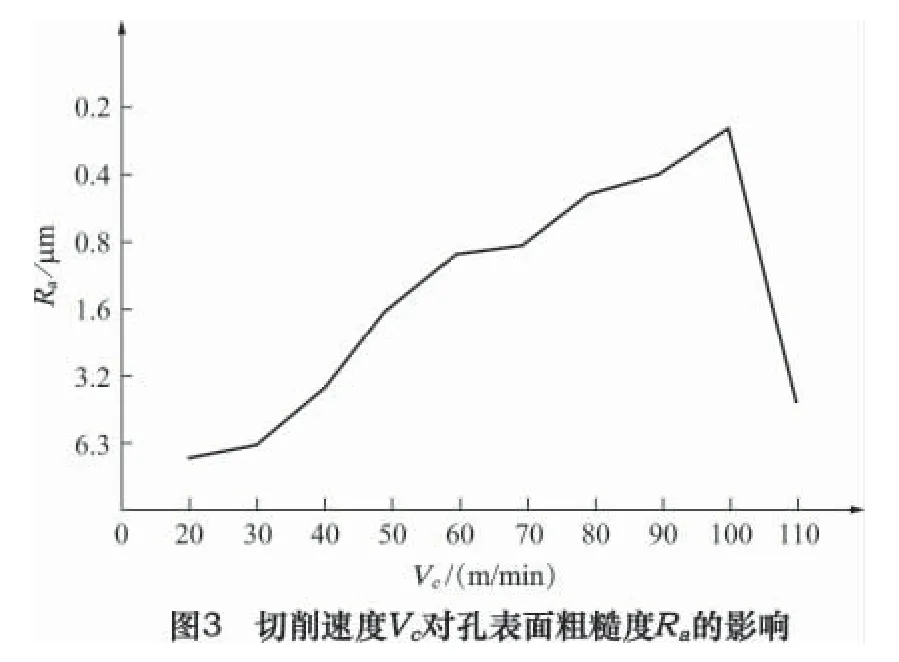
當(dāng)切削速度Vc<30 m/min 時,切削時產(chǎn)生的溫度不會高于400 ℃,這時硬質(zhì)合金的硬度低于工件材料的硬度,刀具磨損嚴(yán)重,內(nèi)孔表面粗糙度值大。隨著切削速度的提高,淬火鋼溫度高于400 ℃,工件材料的強度開始下降,而硬質(zhì)合金刀具材料仍保持它原有的硬度。刀具磨損情況得到改善,內(nèi)孔表面粗糙度值得以減小。用硬質(zhì)合金切削淬火鋼正是充分利用這一特性。當(dāng)切削速度Vc≥50 m/min 時,內(nèi)孔表面粗糙度值將顯著地逐漸減小。如圖3 所示,要得到滿意的工件表面粗糙度,以切削速度Vc=50~90 m/min 為最好。但過高的切削速度,會降低硬質(zhì)合金刀具材料原有的硬度,進(jìn)而降低刀具耐用度。所以最佳的切削速度應(yīng)為Vc=50~60 m/min。
3 切削液
切削液的作用是冷卻和潤滑。高速鉸孔的特點是強制切削和擠壓,在鉸削中會產(chǎn)生較高的溫度。切削液的冷卻作用是主要方面。而乳化液的冷卻效果比切削油好,又有一定的潤滑作用[4]。采用極壓乳化油加水稀釋,配制成15%~20%濃度的極壓乳化液,可明顯改善鉸削效果,并能提高刀具耐用度。
4 工藝實踐
加工圖1 所示兩種套類零件的內(nèi)孔,年產(chǎn)量20 000件。原工藝為淬火后研磨內(nèi)孔。研磨工時長,勞動強度大,且手工研磨內(nèi)孔的一致性不好。后改為直接磨到尺寸,但由于磨小孔用砂輪剛度差,線速度低,表面粗糙度經(jīng)常達(dá)不到設(shè)計要求。返修率高達(dá)30%;磨小孔平均每件4 min,生產(chǎn)效率也達(dá)不到要求。以高速鉸孔代替磨削加工。經(jīng)多次試驗,改進(jìn)了鉸刀結(jié)構(gòu),確定了合理的工藝參數(shù)。現(xiàn)已加工15 000 件,鉸削小孔平均每件0.45 min,生產(chǎn)效率是是磨削的5倍。刀具耐用度為45 min。實踐證明用硬質(zhì)合金鉸刀鉸削,加工質(zhì)量好、生產(chǎn)效率高、操作簡單,效果十分明顯。
5 結(jié)語
淬火鋼精密小孔的加工采用傳統(tǒng)磨削加工,生產(chǎn)效率低,加工質(zhì)量不易保證。金剛石、陶瓷、立方氮化硼等新型刀具的應(yīng)用雖日趨廣泛,但這些刀具耐沖擊韌性差,價格昂貴,并不完全適用于生產(chǎn)現(xiàn)場使用。通過試驗,對現(xiàn)有硬質(zhì)合金鉸刀進(jìn)行結(jié)構(gòu)優(yōu)化和改進(jìn),并選用正確的工藝參數(shù),用高速鉸削的方法加工淬火鋼精密小孔,取得了較理想的加工效果。該方法在保證被加工孔的尺寸精度和表面粗糙度的前題下,既能滿足生產(chǎn)效率的要求,刀具耐用度也是可接受的。本例加工方案的確定盡管是個特例,但也反映了用硬質(zhì)合金刀具加工淬火鋼的一般規(guī)律。為以后研究此類課題提供了思路和依據(jù)。
[1]袁哲俊,劉華明.金屬切削刀具設(shè)計手冊[M].北京:機械工業(yè)出版社,2008.
[2]艾興,肖詩綱.切削用量簡明手冊[M].北京:機械工業(yè)出版社,2005.
[3]太原市金屬切削刀具協(xié)會.金屬切削實用刀具技術(shù)[M].北京:機械工業(yè)出版社,2002.
[4]彭海,張博.乳化型深孔切削液的切削試驗與分析[J].現(xiàn)代制造工程,2010(3).
