基于響應曲面法的高速銑削Ti6Al4V表面粗糙度的預測模型與優化*
2014-04-06 12:27:48武文革劉麗娟
制造技術與機床 2014年1期
關鍵詞:深度
武文革 劉麗娟 范 鵬 李 波
(中北大學機械工程與自動化學院,山西 太原 030051)
本文借助Box -Behnken Design 響應曲面法,通過對難加工材料鈦合金Ti6Al4V 的高速銑削試驗,考察切削參數對表面粗糙度的影響規律,建立了表面粗糙度與切削用量的預測模型,并對該模型進行方差分析和適合性檢驗,然后利用響應曲面法建立了表面粗糙度的響應曲面及等高線圖,提出了優化切削參數的方法。
1 實驗方案與設計
1.1 BBD 響應曲面法
目前,對表面粗糙度的預測和優化,主要有正交試驗法、響應曲面法等。常用的響應曲面法有Box-Behnken Design(BBD)響應曲面法和Central Composite Design(CCD)響應曲面法兩種。Box-Behnken Design響應曲面法是可以評價指標和因素間的非線性關系的一種試驗設計方法,在同等因素和水平條件下,試驗次數略多于正交試驗法,但與正交試驗法相比,有其獨特的優勢。通過響應曲面法,可以通過連續性分析創建一個工藝參數與目標變量之間的響應面方程,其結果的連續性能夠建立更準確的分析模型。
1.2 試驗回歸模型
設定切削速度Vc為x1,軸向切削深度ap為x2,徑向切削深度ae為x3,每齒進給量fz為x4,同時確定加工參數的變化范圍:Vc為70~110 m/min,ap為1.0~1.6 mm,ae為2.0~3.0 mm,fz為0.11~0.17 mm/齒。用z1、z0和z-1分別表示各加工參數變量的1 水平、0 水平和-1 水平,對上述4 個變量進行編碼

式中:xi為變量編碼;zi為加工參數變量;z0i為加工參數變量的0 水平;Δi為區間變化范圍,可由Δi=(z1i-z0i)/r 計算。加工參數的水平編碼如表1 所示。
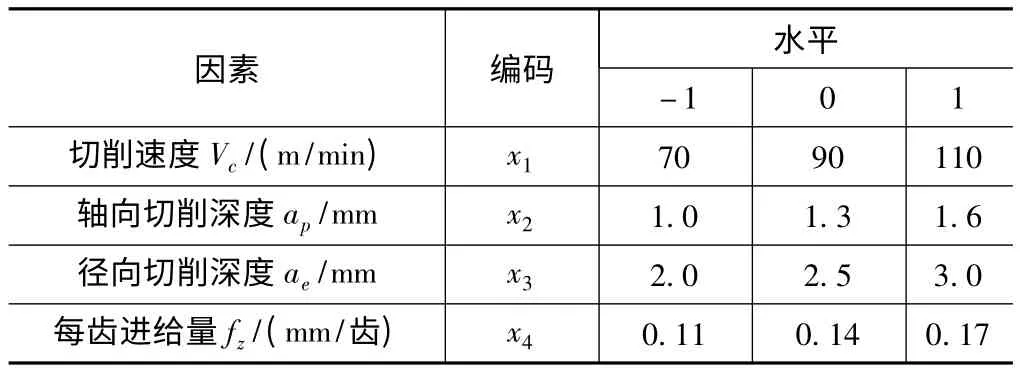
表1 切削因素水平編碼表
銑削四要素都會對工件已加工表面粗糙度的大小產生影響。為了準確地了解各加工參數對表面粗糙度的影響規律,通常采用二次數學回歸的方法建立表面粗糙度與加工參數之間的關系

式中:y 為表面粗糙度估計值;β0為系數的估計值;βi為線性系數;βii為二次項系數;βij為交互項系數;ε 為試驗誤差;xi為切削參數的編碼。
試驗的目的就是要獲得一組最優的加工參數以便得到最佳的表面質量,但是在實際生產過程中要獲得一組最優的加工參數往往又比較困難。故通過響應曲面法分析回歸模型中各因素對響應值的影響,最終確定合理的水平組合使響應的預測值達到最優。
1.3 試驗過程
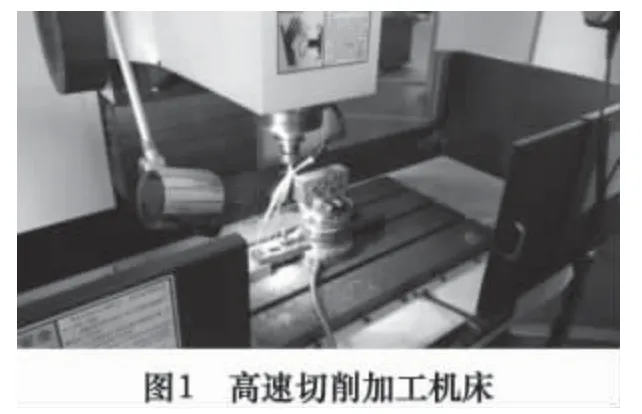
在高速銑削加工Ti6Al4V 試驗中,加工系統處于穩態,屬于正常加工范疇,不研究刀具材料和參數對切削力和表面粗糙度的影響。銑刀為三齒的Y330 直柄整體硬質合金立銑刀,刀具直徑d=10 mm,螺旋角30°。為便于測量粗糙度,進行平面銑削加工,工件材料為Ti6Al4V(調質、硬度28~30 HRC),工件尺寸為120 mm ×70 mm ×35 mm。銑削方式為逆銑,采用乳化油冷卻。表面粗糙度測量采用的JB -5C 粗糙度輪廓儀。采用HCZK1340 數控機床,主軸最高轉速8 000 r/min,機床功率為10 kW,最大進給速度為10 m/min(空行程),如圖1 所示。
2 試驗結果及分析
通過29 次的高速銑削試驗并測量每次試驗的表面粗糙度,結果如表2 所示。將所得的試驗數據采用Design Expert 8.05 軟件進行多元回歸擬合,得到表面粗糙度y 對切削速度、軸向切削深度、徑向切削深度和每齒進給量的二次多項回歸方程:

其中,y 為表面粗糙度的預測值,x1、x2、x3、x4分別為切削速度、軸向切削深度、徑向切削深度和每齒進給量的編碼值。
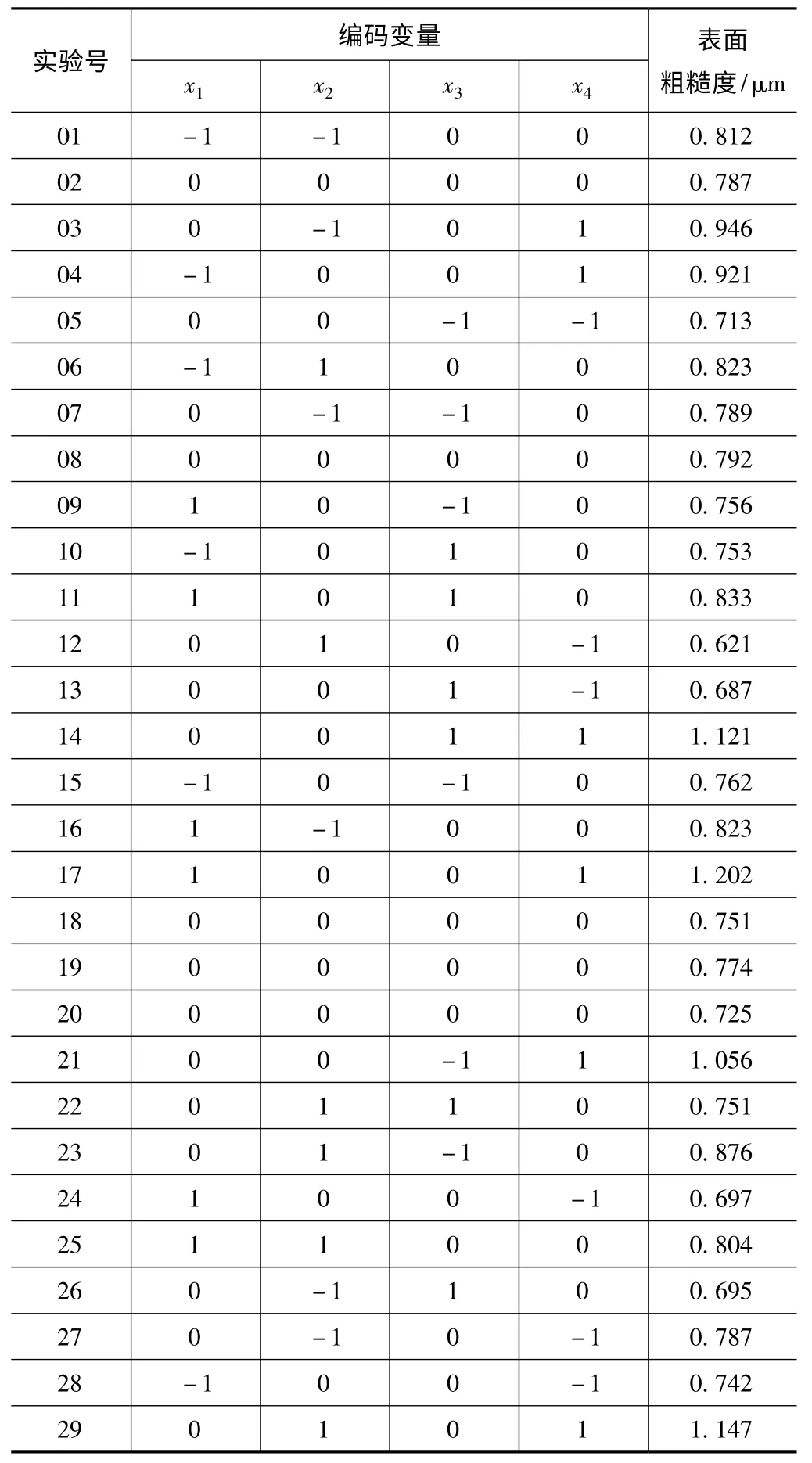
表2 試驗結果
對得到的二次多項回歸模型進行方差分析,結果如表3 所示。由表3 可知,回歸模型P <0.000 1,表明響應回歸模型達到了極顯著水平,失擬項P=0.111 2>0.05,表明失擬不顯著,模型的校正確定系數R2=0.945 0,說明該模型能解釋94.50%響應值的變化,該模型擬合程度良好,能較好地反映因素和指標間的關系。模型響應值的變異系數CV 值為5.73%,較低,表明實驗操作是可信的,因此用此模型可以對工件表面粗糙度進行分析和預測。此外,還可以看出各個因素對表面粗糙度影響的大小順序為:每齒進給量(x4)>切削速度(x1)>軸向切削深度(x2)>徑向切削深度(x3)。

表3 回歸模型的方差分析
3 響應曲面分析
對表2 試驗結果的數據進行二次多元回歸擬合,所得到的二次回歸方程的響應面及其等高線圖如圖2~7 所示。根據響應曲面及其相應的等高線圖可評價切削參數對表面粗糙度的兩兩交互作用,以及確定各因素的最佳水平范圍。
圖2 為徑向切削深度和每齒進給量為0 水平時,切削速度和軸向切削深度的響應曲面和等高線圖。如圖所示響應曲面十分平整,等高線曲率半徑小,表明切削速度和軸向切削深度對表面粗糙度的交互作用不明顯。隨著切削速度和軸向切削深度的增大,表明粗糙度Ra值增大不顯著。
圖3 為軸向切削深度和每齒進給量為0 水平時,切削速度和徑向切削深度的響應曲面和等高線圖。如圖所示響應曲面緩慢上升,等高線曲率半徑較大,表明切削速度和徑向切削深度對表面粗糙度的交互作用較明顯。隨著切削速度和徑向切削深度的增大,表明粗糙度值增大較顯著。
圖4 為徑向切削深度和軸向切削深度為0 水平時,切削速度和每齒進給量的響應曲面和等高線圖。如圖所示響應曲面上升很明顯,等高線曲率半徑很大,表明切削速度和每齒進給量對表面粗糙度的交互作用很明顯。隨著切削速度和每齒進給量的增大,表明粗糙度值增大很顯著。
圖5 為切削速度和每齒進給量為0 水平時,軸向切削深度和徑向切削深度的響應曲面和等高線圖。如圖所示響應曲面很平緩,等高線曲率半徑很小,表明軸向切削深度和徑向切削深度對表面粗糙度的交互作用很不明顯。隨著軸向切削深度和徑向切削深度的增大,表明粗糙度值變化不顯著。
圖6 為切削速度和徑向切削深度為0 水平時,軸向切削深度和每齒進給量的響應曲面和等高線圖。如圖所示響應曲面上升非常明顯,等高線曲率半徑非常大,表明軸向切削深度和每齒進給量對表面粗糙度的交互作用非常明顯。隨著軸向切削深度和每齒進給量的增大,表明粗糙度值顯著增大。
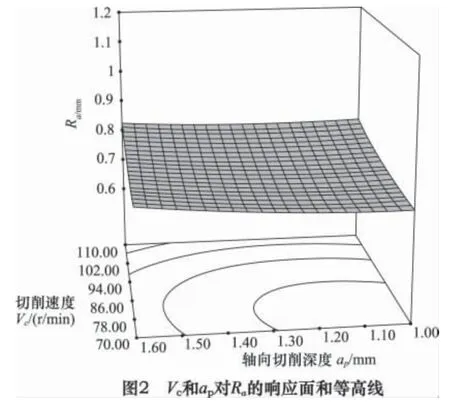
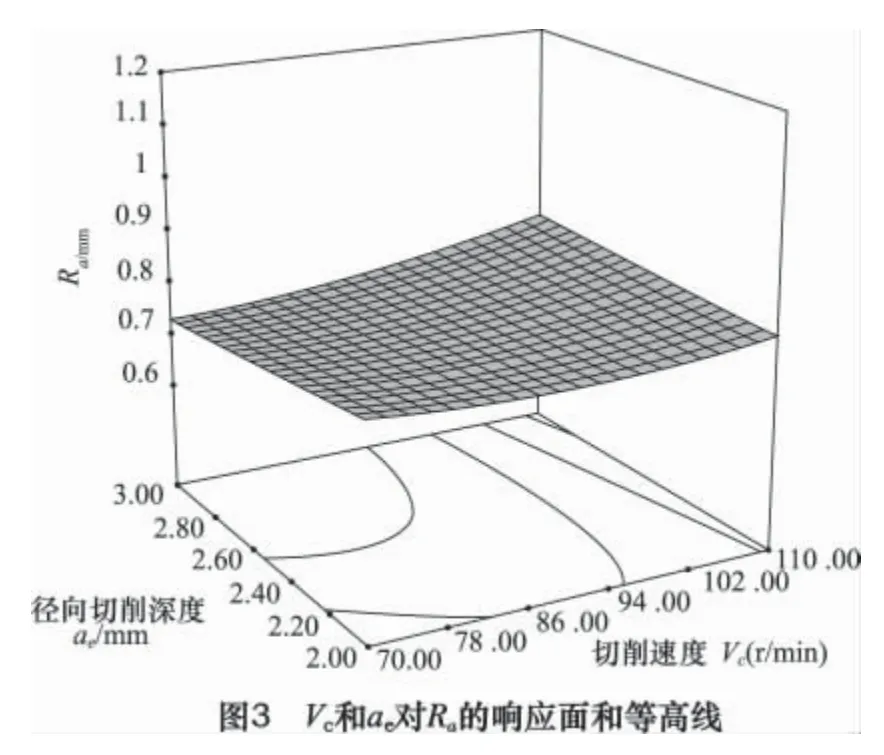
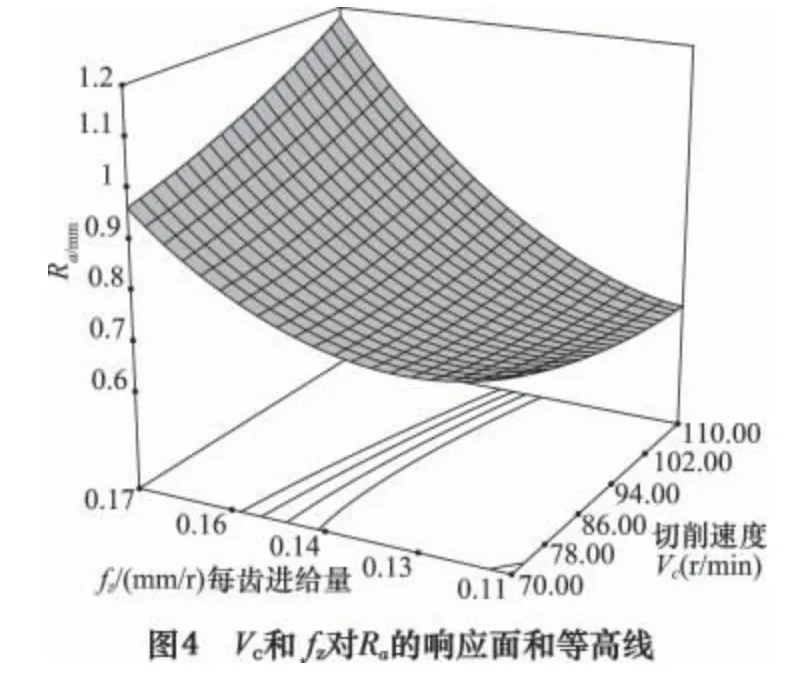

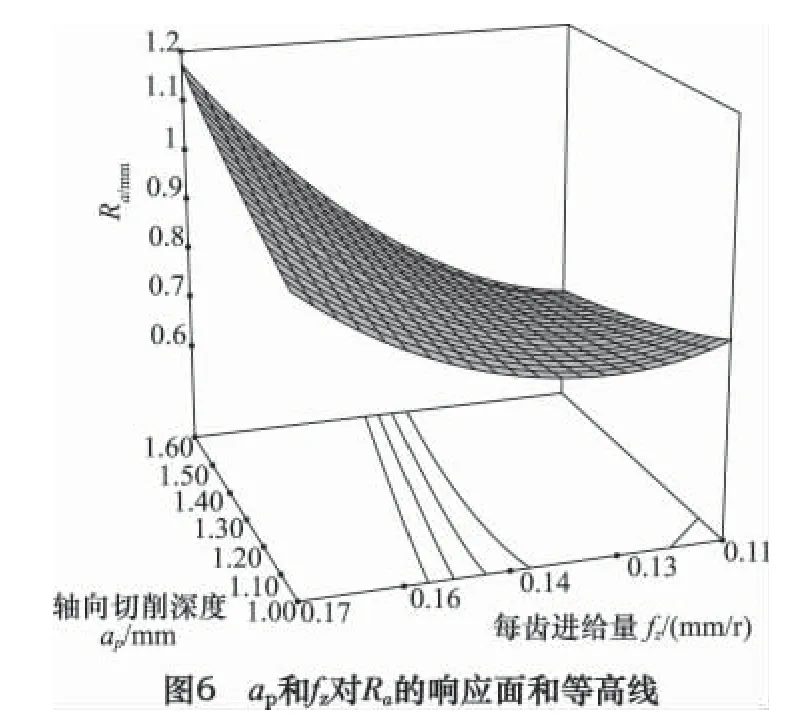

圖7 為軸向切削深度和軸向切削深度為0 水平時,徑向切削深度和每齒進給量的響應曲面和等高線圖。如圖所示響應曲面緩慢上升,等高線曲率半徑較大,表明徑向切削深度和每齒進給量對表面粗糙度的交互作用較明顯。隨著徑向切削深度和每齒進給量的增大,表明粗糙度值增大較顯著。
4 結語
(1)通過對表面粗糙度的建模及各因素的效應分析,表明了每齒進給量對表面粗糙度的影響最大,其次是切削速度、軸向切削深度和徑向切削深度。
(2)對試驗結果的數據進行二次多元回歸擬合,得到二次回歸方程的響應面及其等高線圖。根據響應曲面及其相應的等高線圖評價了切削參數對表面粗糙度的兩兩交互作用,可確定出各因素的最佳水平范圍。
[1]Suresh P V S,Venkateswara R P,Deshmukh S G.Agenetic algorithmic approach for optimization of surface roughness prediction model[J].International Journal of Machine Tools & Manufacture,2002,42 (6):675 -680.
[2]Yusuf Sahin,Riza Motorcu A.Surface roughness model for machining mild steel[J].Materials and Design,2005,26(4):321 -326.
[3]李學崑,朱天行,李峰,等.基于響應曲面法的超硬磨粒姿態對于微切削過程影響的研究[J].金剛石與磨料磨具工程,2013,33(2):1 -13.
[4]宿程遠,李偉光,王 勇,等.Box -Behnken 響應曲面優化鐵炭微電解降解結晶紫[J].環境工程學報,2013,7(1):7 -13.
[5]賈旭.黃銅微銑削工藝參數對表面粗糙度影響規律及預測模型研究[D].大連:大連理工大學,2012.
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
