曲軸偏心磨床數控系統改造
2014-04-06 12:28:04王寶平
制造技術與機床 2014年1期
王寶平
(北京發那科數控工程有限公司,北京 100102)
廣東某制冷設備有限公司使用的曲軸偏心磨床是從日本豐田公司進口的曲軸偏心磨床,原來的機床數控系統為豐田公司專為自己生產的曲軸偏心磨床所開發的磨床專用數控系統。由于該磨床運行近16 年,電氣控制系統運行極不穩定數控系統老化,系統本身分離元件較多集成度不高,磨削進給速度極不穩定,磨削出的工件表面粗糙度值增大,產品合格率降低。為此該公司委托我公司進行電氣系統改造,解決目前機床存在的問題。
1 系統改造方案
系統采用FANUC0iMD 系統代替原豐田數控系統,砂輪進給X 軸和砂輪修整電動機Z 軸采用高精度ai 系列伺服電動機;用于工件旋轉的頭架主軸(C 軸)也采用ai 系列伺服電動機來代替原來的主軸電動機,具有PMC 軸和CNC 軸的切換功能。保留MARPOS 主動式量儀控制砂輪磨削進給保證工件的加工精度;保留豐田異種檢查裝置排除加工中異種規格工件的干擾。改造后的機床坐標分配,0iMD 系統的X 軸用于砂輪磨削(或修整)前進后退進給,Z 軸用于砂輪修整時左右位置的移動(金剛筆固定在床身上不移動)。
2 功能介紹
2.1 砂輪磨削進給工藝
曲軸偏心磨床進給用FANUC 0iMD 系統控制,并通過MARPOS 主動式量儀和PMC 程序控制進給量的大小,使用多步跳轉功能來保證加工件的精度。
2.2 砂輪修整進給工藝及修整量的自動補償
工件自動加工中加工的工件總數達到要修整一次砂輪的數據(在#501 中設定)時,自動調用砂輪修整程序O09 號程序,修整結束后自動補償修整量,并修整工件坐標系的原點設定值。砂輪修整完后,不需要重新對刀即可進行磨削加工。
此外還進行砂輪修整多次的成型修整(修整次數在#507 中設定)O04 號程序和單次修整O08 號程序中,方便用戶選擇合適的修整方式。
為了靈活調整針對曲軸磨削后由于機床本身幾何精度產生的錐度問題,除了調整機床本身的幾何精度外,在以上的砂輪修整程序中還設有砂輪錐度修整選擇,在#551 中設定(錐度經驗值#551 為0 時非錐度修整,#551 不為0 時錐度修整,在修整程序中自動判別選擇跳轉)。
在以上的修整方式中都設有當砂輪外徑值等于或小于要更換砂輪時的外徑值時,“砂輪交換燈”亮的提示,提醒用戶砂輪已經到了使用壽命,須及時更換新的砂輪。
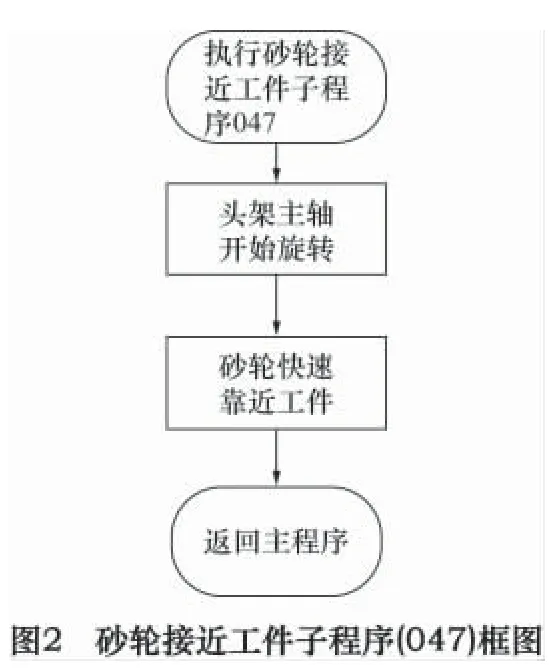
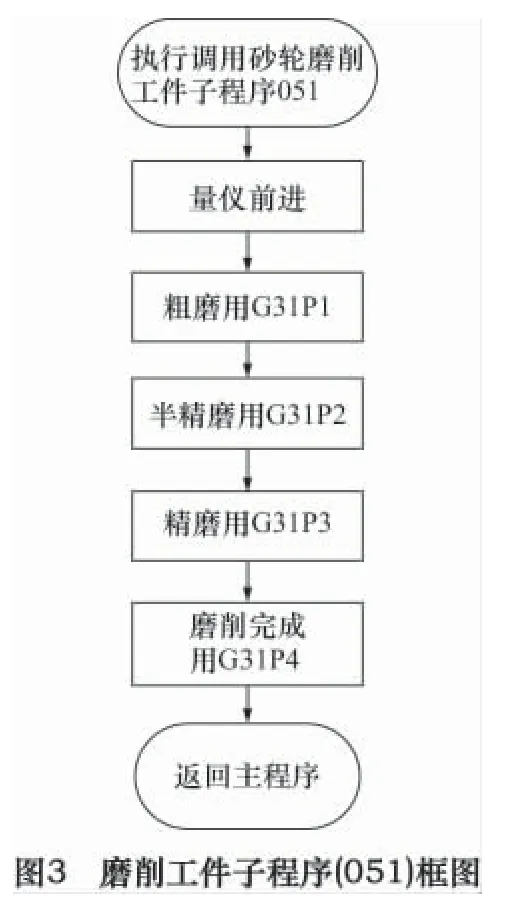
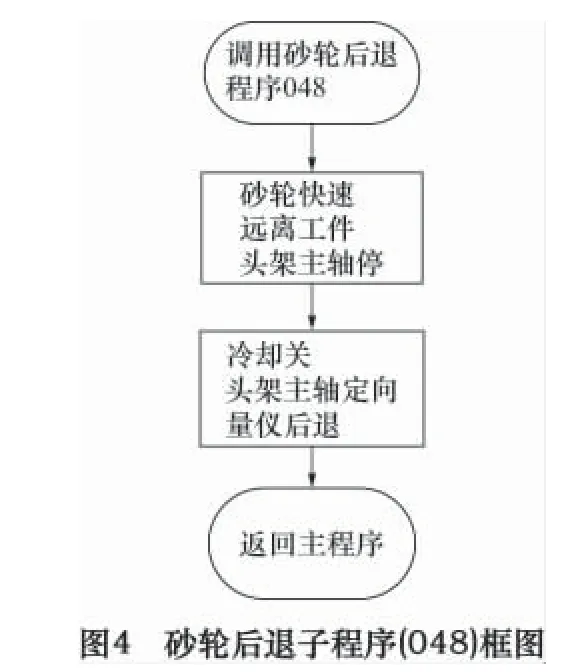
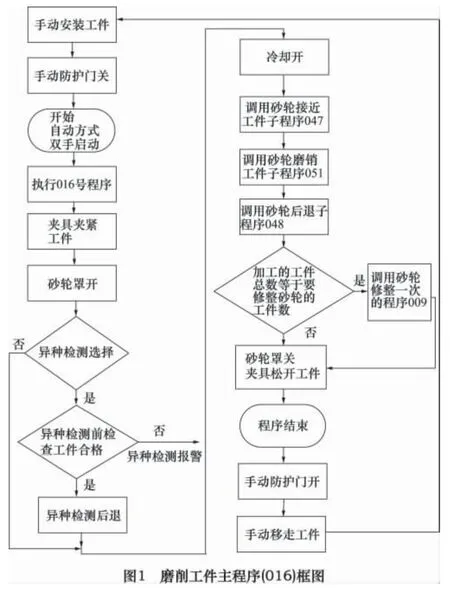
3 動作順序軟件框圖
按主程序、子程序結構編制軟件,軟件框圖見圖1~圖7。

4 程序及數控功能的實現
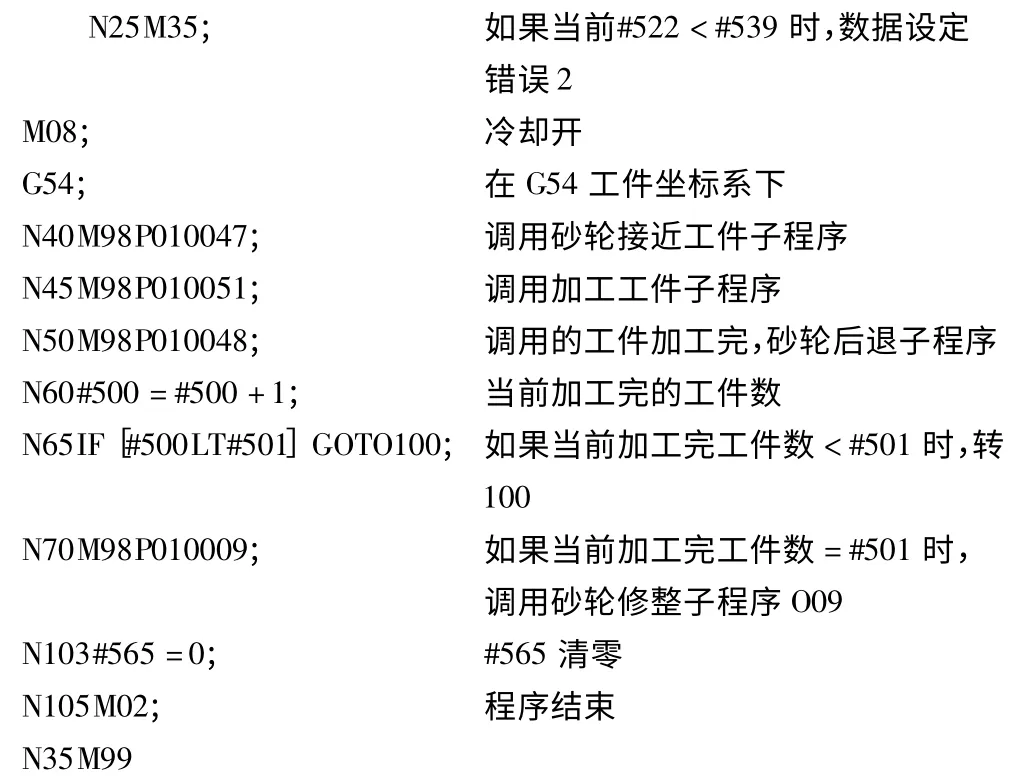
4.1 帶量儀加工主程序


4.2 加工主程序中調用的加工工件子程序
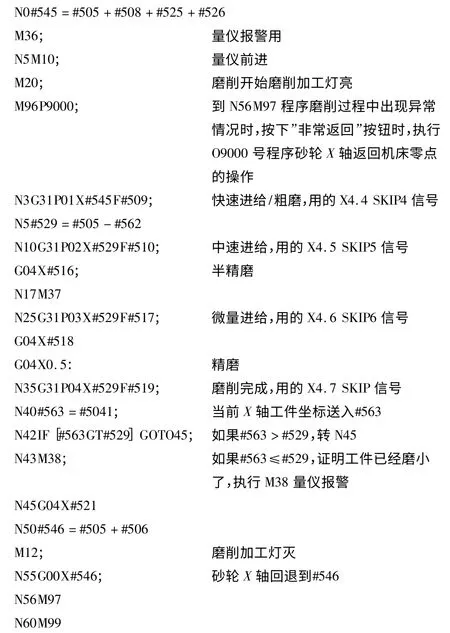
4.3 多步跳轉功能的實現
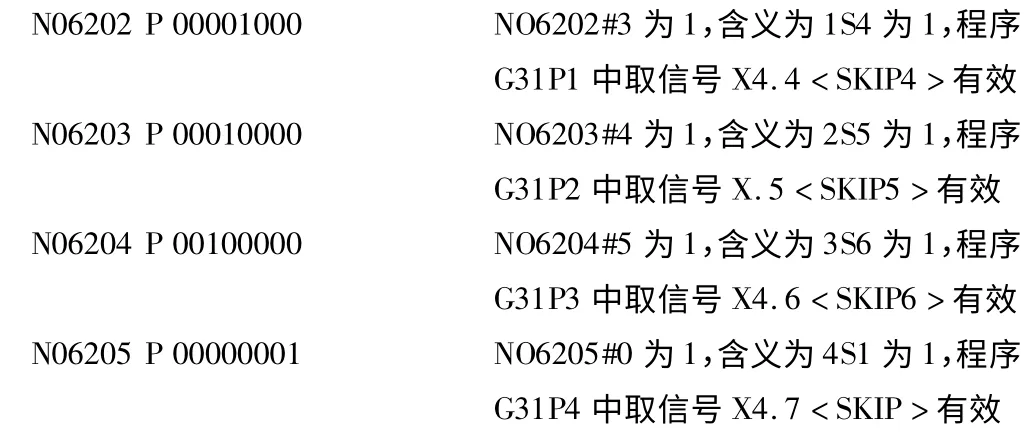
NO6200#1(SK0)設定為0 跳轉信號SKIP(X4.7)和多級跳轉信號(X4.0 -7)信號(為1 時跳轉信號有效,為0 時跳轉信號有效)
相關參數含義
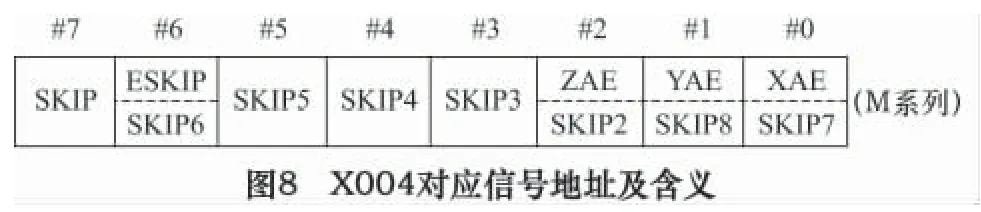
X004 對應信號地址及含義如圖8 所示,地址為硬件直傳點,沒有G 地址的對應關系,所以PMC 中不用做對應處理。
4.4 加工主程序O16 或單次修整程序O08 中調用的修整砂輪子程序
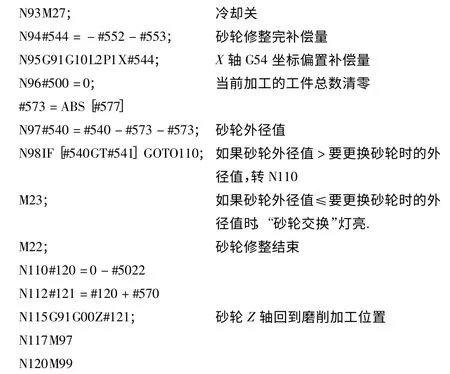
4.4.1 中斷型用戶宏程序
帶量儀加工主程序或砂輪修整程序執行中出現緊急情況時,按下機床主面板的“非常返回”中斷當前程序,調用返回X 軸機床零點子程序
4.4.2 中斷型用戶宏程序功能的實現
系統使用中斷型用戶宏程序功能時需要將參數NO6003#7(MUS)設定為1,用戶宏程序的中斷信號為UNIT <G53#3 >,高電平有效,用法見圖9。編制的PMC 程序如圖10 所示。
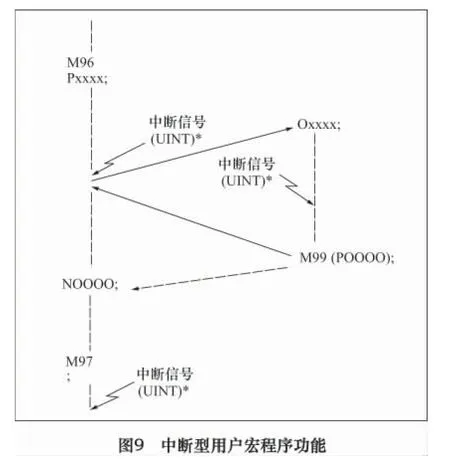
圖10 中X3.0 為“非常返回”按鈕(黃顏色按下不帶鎖信號接常開點信號為高電平有效,而“非常停止”按紐為紅顏色,按下帶鎖旋轉釋放為接常閉點信號低電平有效)。
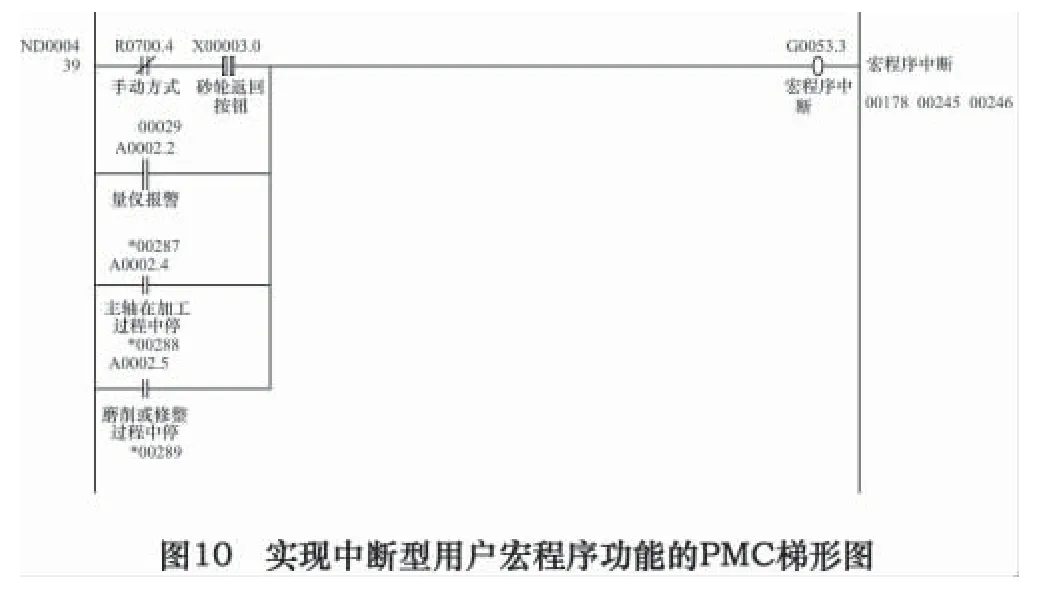
A2.2 為量儀各種情況報警;A2.4 為頭架主軸(C軸)在加工過程中因故障停止;A2.5 為砂輪軸在加工或修整過程中因故障停止。
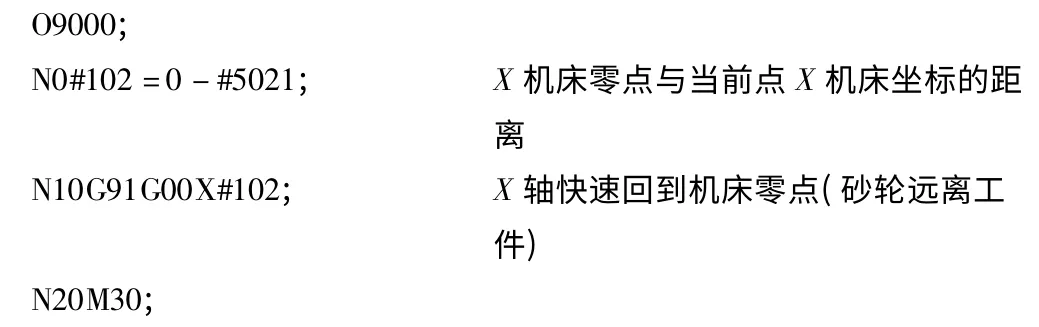
在自動磨削或砂輪修整過程中出現以上情況時執行中斷型用戶宏程序功能調用O9000 號宏程序X 軸快速回到機床零點(砂輪遠離工件或金剛筆)的功能。
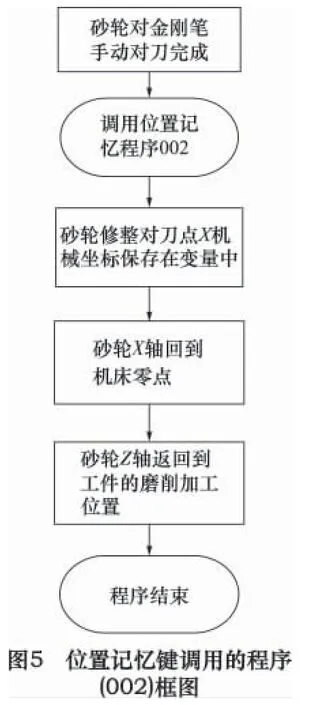
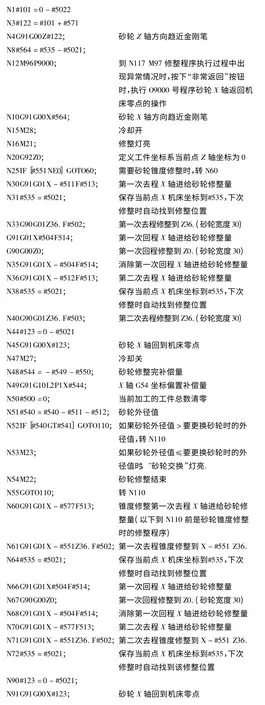
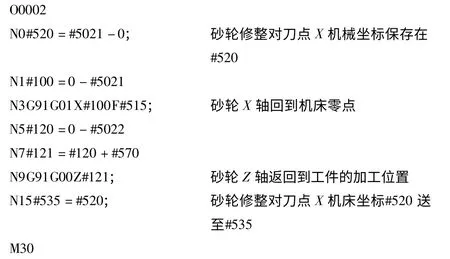
4.5 位置記憶鍵調用的程序
當砂輪修整需要對刀,對刀完畢時,轉到自動方式按下“位置記憶“按鍵,則自動調用并執行O2 號程序,執行當前X 機床坐標保存在#535 中,砂輪先X 軸返回機床零點,再Z 軸返回到工件的加工位置;點亮“位置記憶完了”燈的動作。
4.6 手動砂輪單次修整程序
在自動方式下,當滿足砂輪修整條件,“砂輪修正選擇”鍵選擇在“單次”時,按下主面板“砂輪修正”鍵,則自動調用并執行O8 號程序。(調用修整砂輪O9 號子程序)
5 機床頭架主軸(C 軸)的PMC 軸與CNC 軸切換功能
通過編制PMC 程序來實現機床頭架主軸的PMC軸和CNC 軸的切換功能來實現該軸作為PMC 軸控制頭架主軸連續旋轉的速度功能、用于手動回零(手動定向)、加工完工件頭架主軸固定在一點的自動定向功能;作為CNC 軸用于頭架主軸的點動、手搖功能(用于該軸裝卸夾具時C 軸的微量調整)的功能。
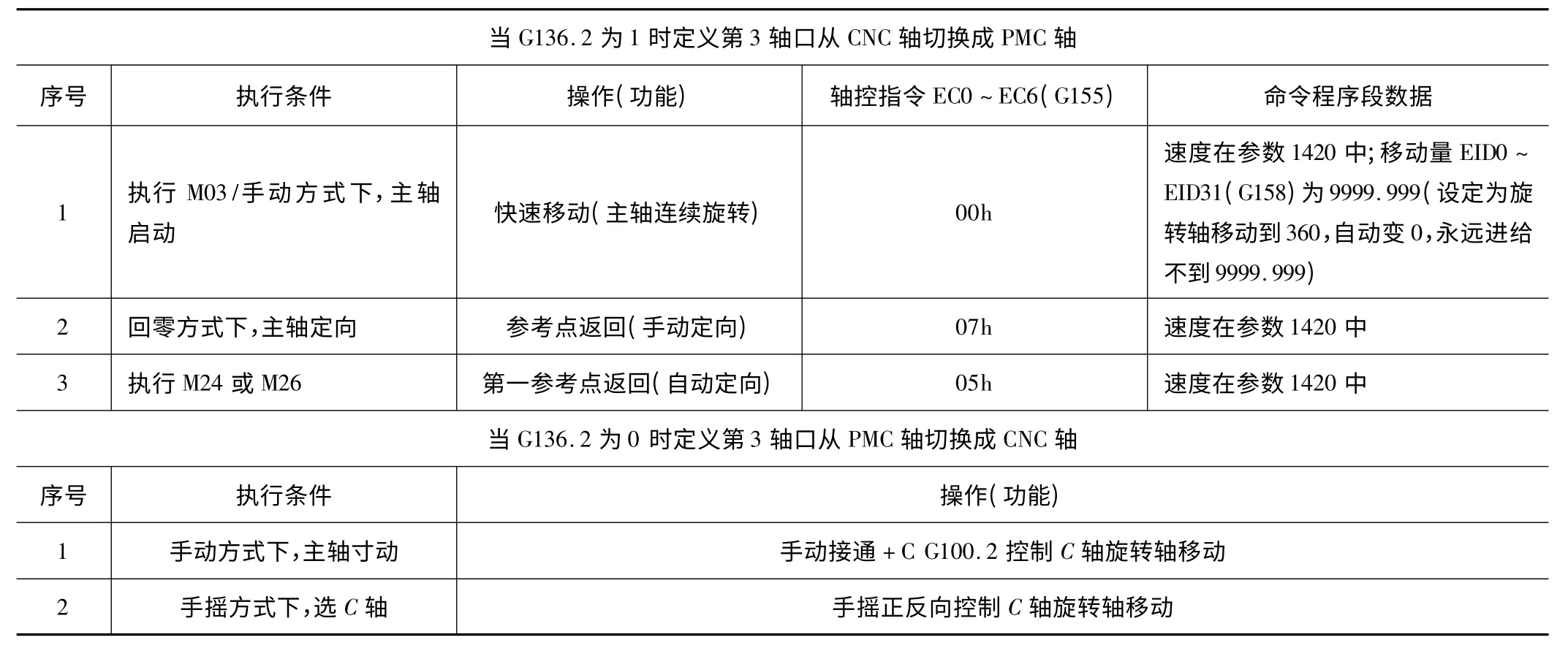
表1 第3 軸口作為PMC 軸或者作為CNC 軸時的功能切換表
(1)系統第3 個軸口定義為機床頭架主軸作為PMC 軸時需要設定參數NO.8010,其參數含義見圖11。
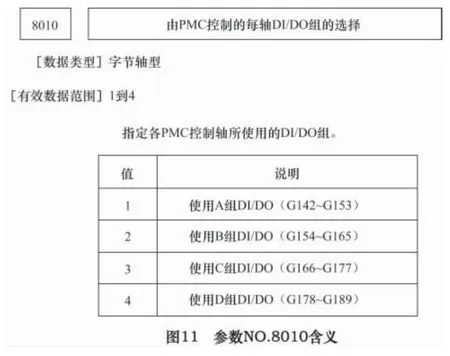
現在設定參數N8010A3P2 含義為系統第3 個軸口作為PMC 軸控制時使用B 組DI/DO(G154~G165)。
(2)第3 個軸口作為PMC 軸時需要G136.2 為1,定義該軸從CNC 軸切換成PMC 軸;作為CNC 軸需要G136.2 為0,定義該軸從PMC 軸切換成CNC 軸。具體功能切換見表1。
6 結語
改造后的機床經過連續半年的使用,電氣系統運行穩定,磨削過程中砂輪進給非常穩定。曲軸的粗糙度值比以前顯著減小。一次性檢驗,曲軸完全符合工藝要求,而且節拍比以前更快,節奏更緊湊,完全實現了預期的效果。
[1]FANUC Series 0i-MODEL D/ FANUC Series 0i Mate-MODEL D連接說明書(功能篇)B-64303CM[Z]
[2]羅敏.4R 曲軸磨床砂輪修整程序設計[J].制造技術與機床,2003(4):63 -66.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環球時報(2017-03-30)2017-03-30 06:44:45
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國衛生(2015年3期)2015-11-19 02:53:32
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
