數控直線導軌磨床工作臺驅動方式的改造
2014-04-09 13:53:00陜西漢江機床有限公司漢中723003付曉燕
金屬加工(冷加工) 2014年10期
陜西漢江機床有限公司 (漢中 723003) 付曉燕 李 磊
數控直線導軌磨床工作臺驅動方式的改造
陜西漢江機床有限公司 (漢中 723003) 付曉燕 李 磊
某型號數控直線導軌磨床是筆者所在公司為進一步發展滾動直線導軌產業,提高國內直線導軌的精度和生產效率,自主研發的高精度直線導軌磨床。其適用于加工長度為4 m范圍內、規格為28~85 mm的普通型及重載型直線導軌的磨削加工。該機床長時間運行后,工件就有振紋出現,針對這一現象,對該機床工作臺的驅動方式進行了改進,有效解決了影響機床正常使用的技術難題。
1.工作臺驅動原理
圖1所示為該機床工作臺傳動原來采用的伺服電動機驅動方式原理圖。伺服電動機經帶傳動減速后,帶動螺旋機構的絲杠回轉,由螺母進一步帶動工作臺直線移動。該驅動方式雖具有結構緊湊、易于控制、便于調試和維修等優點,但在機床長時間運行后,工件就有振紋出現,嚴重影響到工件的加工質量。
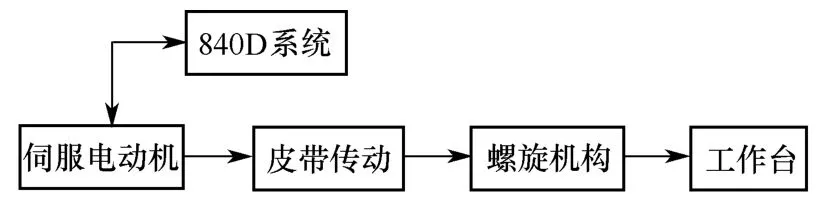
圖1 工作臺伺服電動機驅動方式原理圖
2.工作臺驅動改造方案
經分析研究,發現導致這一現象產生的原因為:該機床臺面行程大,絲杠在重力作用下產生撓度;長時間運行后,絲杠下蕩嚴重,引起托架托起時產生振動,使得磨出的工件產生振紋。為避免振紋產生,經反復論證與優化,決定摒棄工作臺伺服電動機驅動方式,改用液壓缸驅動。圖2所示為工作臺液壓缸驅動方式原理圖。恒溫油泵提供動力,液壓缸帶動工作臺直線移動。電磁比例閥調節液壓缸流量,進一步控制工作臺的運動速度。
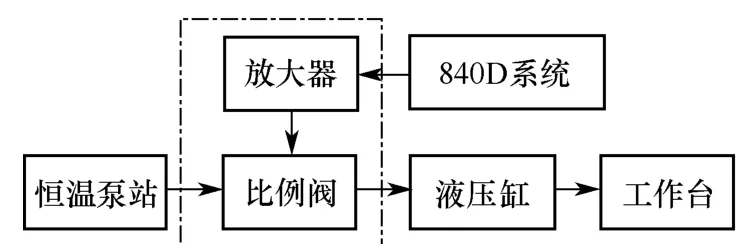
圖2 工作臺液壓缸驅動方式原理圖
3.工作臺液壓缸驅動方式的實現
機床工作臺換向運動是否平穩可靠,直接影響著機床的磨削性能。為了進一步保證換向運動平穩可靠,工作臺除了安裝換向開關外,還設置了行程限位開關。當換向開關出現故障不能正常工作時,行程限位開關可以起到防護作用,從而防止造成機械部件的損傷。
液壓控制采用西門子840D數控系統的PLC模擬輸出模塊,根據其輸出電壓的大小 (0~+10 V)控制電子放大器的輸出電流,電子放大器輸出電流的大小與比例閥閥芯位置 (比例閥的開口度)成比例,從而實現無級調節液壓缸的流量,進一步控制工作臺運動速度。
(1)比例閥和電子放大器的工作原理 經選型論證,液壓缸采用 ATOS公司的DPZO—LES—PS—PS—273—S5型比例換向閥和E—RI—LES型數字式集成電子放大器進行控制,比例閥與電子放大器集成一體。電子放大器提供給比例閥一適量的電流值,比例閥根據其輸入電流的大小提供無壓力補償的流量控制,從而使比例閥的調整量與電子放大器供給的輸入電流一致。
利用電子放大器的E—SW軟件對其基本參數進行配置后,由于比例閥的液壓調節在開關切換過程中存在死區,故需啟用電子放大器的偏置功能。偏置功能是指在電子放大器輸入信號的基礎上,疊加一個固定的偏置信號門限。通過啟用該功能,可以補償 (調節)比例閥在死區內的間斷。筆者在設置了增益、偏置、門限和零偏參數后,還啟用了比例放大器的斜坡功能。斜坡信號發生器可將突然改變的輸入信號,轉換為隨時間而平滑增 (減)的電流信號,進一步控制比例閥的開口度。斜坡功能既可保證工作臺平穩換向,也使得工作臺啟停平穩。
(2)電氣接線 為了防止液壓系統零漂所引起的工作臺爬行,另對使能信號做了特殊處理。當需要工作臺運動時,只有選定移動方式,并確認工作臺移動方向后,使能信號才能有效;當工作臺不動時,將使能信號斷開,數控系統不再有電壓輸出,工作臺也就不會產生因漂移而造成的爬行。圖3所示為數控系統的PLC模擬輸出模塊的電氣接線圖。
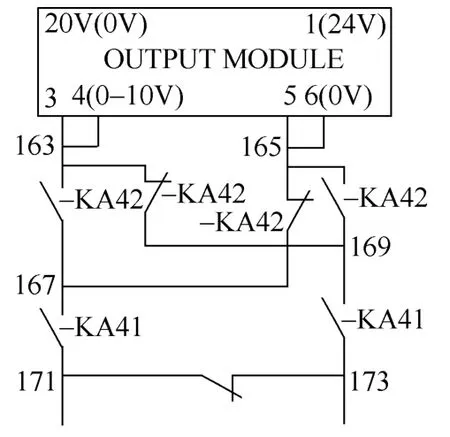
圖3 電氣接線圖
(3)控制程序編制 西門子840D數控系統由數控單元、人機通信單元及PLC 3部分組成。其8X0D toolbox中提供了FB2(GET)和FB3(PUT)功能塊程序,其中FB2用于讀取NC參數和NC變量,FB3用于寫NC參數和NC變量。采用上述兩個功能塊與NC_Var Selector軟件,實現840D的NC與PLC之間的數據通訊。
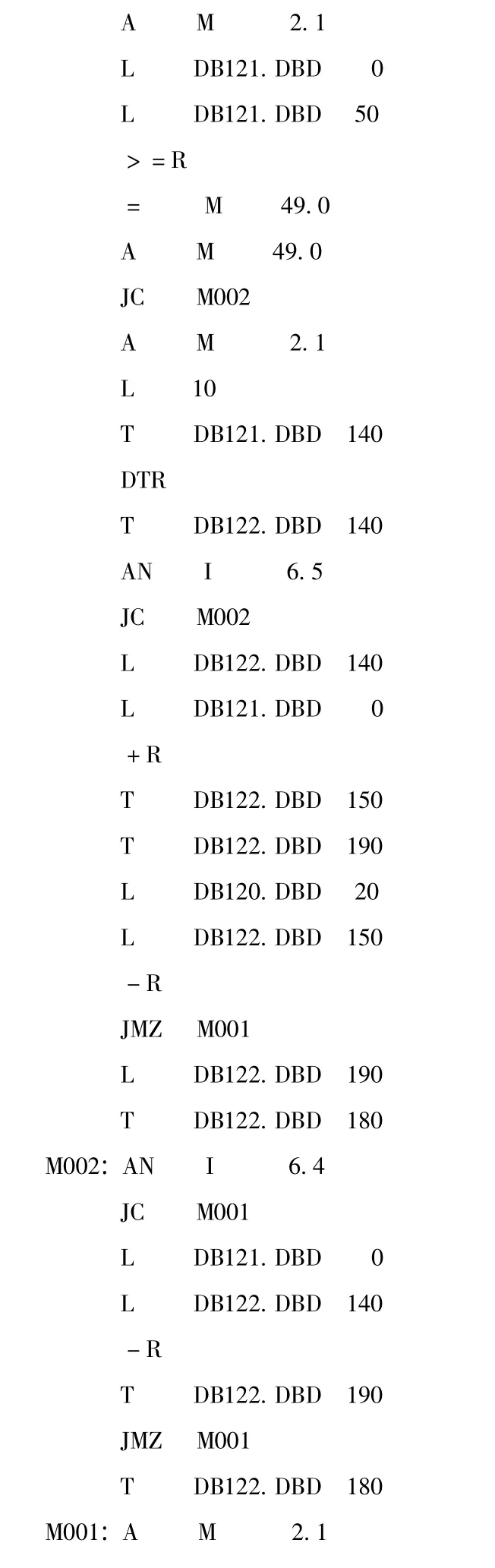
該機床工作臺的操作方式有兩種:點動操作和自動操作。點動操作是在手動方式下,通過按鍵選擇 (左右)啟動工作臺向左或右運動,主要用于裝卸工件或找正磨削基準面;自動操作在MDI(半自動)或AUTO(自動)方式下,運用M代碼可使工作臺連續往復直線運動,主要用于磨削加工過程中。在任何操作方式下,可以通過直接改變相應R變量的值或采用逐漸增大 (減小)按鍵來改變840D數控系統的PLC模擬輸出模塊的電壓值,從而直接對工作臺速度進行調節。采用逐漸增大 (減小)按鍵對模擬電壓值控制的PLC程序為:
4.結語
找到了某型號數控直線導軌磨床長時間運行后工件產生振紋的原因,將該機床工作臺原采用的伺服電動機驅動改為液壓缸驅動方式,基于西門子840D數控系統,對優選的集成電磁比例閥和電子放大器進行了硬件接線和控制程序設計。經反復調試,優化了機床工作臺的運行參數和數控系統的控制參數。
20131225)