旋塑汽車后備箱蓋設計
2014-04-13 04:06:32張有忱劉迎林虞華春楊衛民
中國塑料 2014年11期
關鍵詞:汽車
張有忱,劉迎林,秦 柳,虞華春,楊衛民*
(1.北京化工大學機電工程學院,北京100029;2.寧波格林美孚新材料科技有限公司,浙江 寧波315300;3.汽車塑化裝備制造重點實驗室,北京100029)
0 前言
隨著汽車行業油耗、安全和環保三大問題的加劇,汽車輕量化越來越受到業內人士的重視。目前國內外汽車制造中輕量化主要采取3種途徑:一是輕量化的結構設計和分析,二是通過材料替代或采用新材料來使汽車輕量化,三是采用先進的制造工藝。新材料主要為鋁鎂合金、高強度鋼和高分子材料,用高分子材料代替傳統鋼材用于成型汽車零件可減輕80%以上質量,是汽車輕量化的重要途徑之一。本文主要介紹高分子材料成型的汽車后備箱蓋設計流程以及塑料成型后備箱蓋在成型工藝上需要注意的問題。
1 后備箱蓋設計流程
1.1 汽車后備箱蓋概述
汽車后備箱蓋位于汽車背部,與車身內部地板組成后備箱系統,常用鈑金沖壓加工制成,是汽車背部面積最大的組成部分[1]。后備箱蓋常用材料為合金鋼,其密度為7800kg/m3,連接方式多采用焊接,是實現行李箱整體造型效果的基礎框架。具體結構如圖1所示。
改用塑料成型工藝加工后,主要選取材料為線形低密度聚乙烯(PE-LLD),密度約為930kg/m3,在選用同一套后備箱模型,且忽略其他零配件制質量的前提下,相比鈑金金屬材料后備箱蓋減輕了87%的質量。

圖1 后備箱蓋組成Fig.1 Composition of the trunk
汽車后備箱蓋主要組成為:后箱蓋本體、鉸鏈、氣撐桿(也稱支撐桿)、后擋風玻璃、鎖扣、緩沖墊。
后備箱蓋的設計直接影響到整車的密封性、造型和視野等方面,其布置要求符合人機工程和法規要求,需要保證與整車外觀協調,并滿足本身的技術要求[2]。
1.2 后備箱蓋樣式選擇
后備箱蓋的樣式一般分為掀背式、雙段式、側開門式三種類型。掀背式一般特點為整個后備箱蓋和后車窗玻璃是一體的,能夠一起打開,車尾門幾乎垂直。這種后備箱蓋的方式能夠有效減少占用空間,增加汽車靈動性[3]。
本案例中采用的后備箱蓋為掀背式。掀背式后備箱蓋需要借助助力氣撐桿來開啟,當開啟后備箱蓋時,撐桿內部壓縮氣體膨脹,產生反作用力,繞鉸鏈旋轉軸線產生力矩來克服重力矩,從而使后備箱蓋開啟。
1.3 后備箱蓋參數布置
1.3.1 開口寬度
如圖2所示,開口寬度是后備箱蓋開啟時橫向寬度尺寸,主要受后備箱造型以及車燈的影響。其波動范圍應為850~1100mm,開口越寬,后部可以通過的行李尺寸就越大,因此應該在保證外觀以及車燈造型的前提下盡量增加開口寬度。
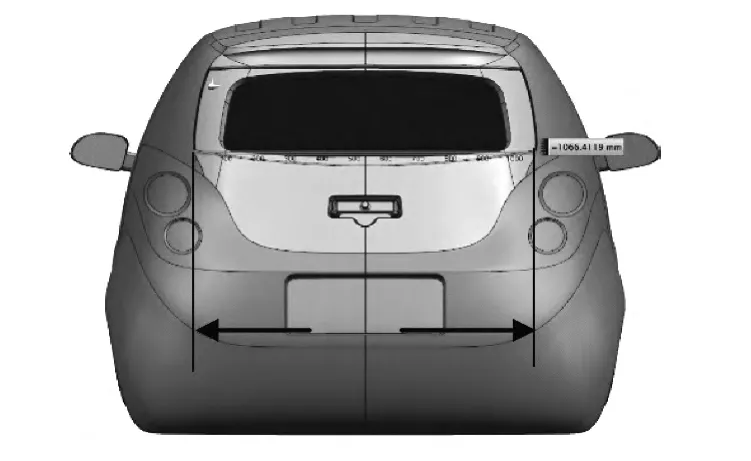
圖2 開口寬度Fig.2 Width of the trunk
1.3.2 門檻高度
如圖3所示,門檻高度是指后備箱蓋關閉的時候,其底端距離地面的高度,這個高度會影響取放行李的便攜程度。

圖3 門檻高度Fig.3 Height of the trunk
當門檻高度過高時,用戶在存放行李的時候需要抬升較高的距離,影響便攜程度;當門檻高度過低時,追尾撞擊時將會直接沖擊后箱蓋部分,會對乘客造成安全威脅。
一般設定門檻高度在550~700mm 之間。此時門檻高度可在用戶存放行李的范圍內,同時保證追尾時不會受到沖擊,確保乘客的安全[4]。
1.3.3 開啟手柄高度
開啟手柄高度是指用戶開啟后備箱蓋的時候使用外力作用點的離地高度,這個尺寸主要受到人機工程影響。把手位置過高或者過低的時候都會影響用戶操作便攜程度,一般定開啟手柄的高度在600~800mm。
1.3.4 開啟力與關閉力
開啟力與關閉力是指用戶在開啟關閉后備箱蓋時的操作力,根據人機工程學以及機械設計的科學性方向考慮,開關門推薦的操作力范圍在50~80N。
1.3.5 開關運動
背門的開關運動要由鉸鏈來實現,鉸鏈布置是重點。兩側鉸鏈軸線應共線并平行于水平面,左右鉸鏈安裝位應盡量往兩側靠,不容易變形;鉸鏈應該盡量往車身前方布置(盡量靠近頂蓋),增加背門上邊緣與頂蓋的間隙,也有利于頂蓋后部翻遍設計。

圖4 背門開啟高度Fig.4 Height of the trunk when opened
如圖4所示,背門開啟高度要保證滿足人機工程要求,開啟后的最低點要高于大多數人的頭頂,不易傷人。最高點要保證大多數人的手臂能夠到,據此決定了后背門的開啟角度。此外,運動過程中的最小間隙3mm以上。
1.3.6 打開狀態
后背門打開后一般有液壓彈簧撐桿支撐。由于撐桿在白車身上的安裝位置一般是流水槽,而且背門關閉后撐桿要放置在流水槽中,因此撐桿的布置要結合車身后流水線的結構進行。
1.3.7 關閉狀態
首先要保證背門密封性。在結構設計時,根據主斷面反應的設計思想選擇密封條形式,確定背門密封面與車身流水槽邊的距離,從而定義背門的密封面。密封面和流水槽面理論上要求90°,這樣有利于密封。
1.3.8 其他
保證背門正確鎖止的機構是背門鎖,門鎖機構設計布置是重點,必須在內板設計的初期考慮鎖和鎖扣的安裝面,以及與密封條安裝面的關系等。
2 塑料制品成型工藝
2.1 基本參數
本后備箱蓋材料為PE-LLD,采用旋塑成型工藝制作,具體參數見表1。

表1 旋塑成型基本參數Tab.1 The basic parameter of rotary molding
本后備箱蓋外觀參考原有鈑金模型外觀,改用旋塑工藝一次成型[5]。設定單層壁厚5mm,內部為中空結構,可安裝零件和金屬嵌件。
旋塑制品應該在保證其性能要求的基礎上盡量增加厚度,以保證物料充足。以PE-LLD 為例,成型前粉料密度約為成型后材料的1/3,即310kg/m3,要保證成型后沿著模具壁腔形成內外雙層制品,即內外兩側都形成5mm 結構的型腔的話,至少需要單層厚度的6倍,即平均30mm 以上的空隙用來存放粉料,考慮到制品有一些較窄區域,因此應在保證后備箱蓋性能的基礎上盡量增加中間空隙距離以保證存放物料能夠滿足成型要求,本制品中中間間隙最厚區域達100 mm,能基本保證物料成型要求。
2.2 后擋板形式
如圖5所示,后箱蓋擋板單獨成型,后備箱蓋采用旋塑工藝成型后將擋板部分切割后,進行零件裝配,然后與后蓋擋板采用卡槽形式連接。
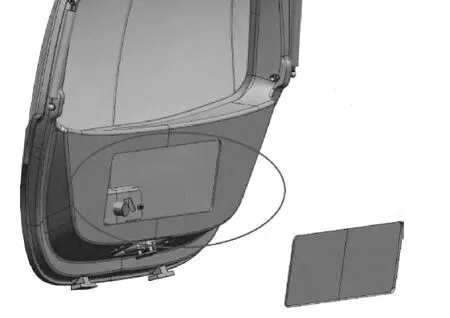
圖5 后擋板Fig.5 The back baffle
2.3 嵌件形式
將金屬材料裝配到塑件制品中,在達到溫度臨界值時,線性熱膨脹系數的差別將導致連接處產生過大的應力。減少這些應力的方法之一是采用金屬嵌件,在制品成型之前將嵌件預埋在模具中,使嵌件隨制品一起成型。
在鉸鏈安裝、鎖扣安裝等位置,為了增加安裝的強度,應設計加強結構,在保證自身強度的同時可以使安裝零件的應力可以有效的傳遞吸收。同時應保證加強件與內板的焊接位置不應出現在密封面上。
旋塑制品內部金屬嵌件多為非標五金件,呈乙型結構,其理論尺寸不超過80mm×40mm×4mm,結構形式見圖6。
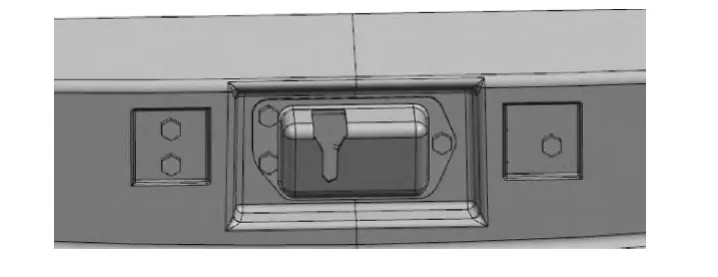
圖6 乙型五金嵌件Fig.6 Metal insert
后備箱蓋鉸鏈部位采用乙型五金件嵌件形式,如圖7所示。
由于氣撐桿所在側端部位較窄,乙型五金嵌件會影響物料流動性,因此改用螺栓通孔嵌件形式。
如圖8所示,金屬嵌件剛性螺栓在干涉的條件下被強制裝入塑料制品中,由內部擠壓應力將其夾住。作用在螺栓外側的周向拉伸應力產生了一個自內向外的壓力,稱其為環應力。內部嵌件干涉會產生這種應力,因此在選定合適的螺栓后,根據最大干涉量可計算出與螺栓配合的內徑尺寸。
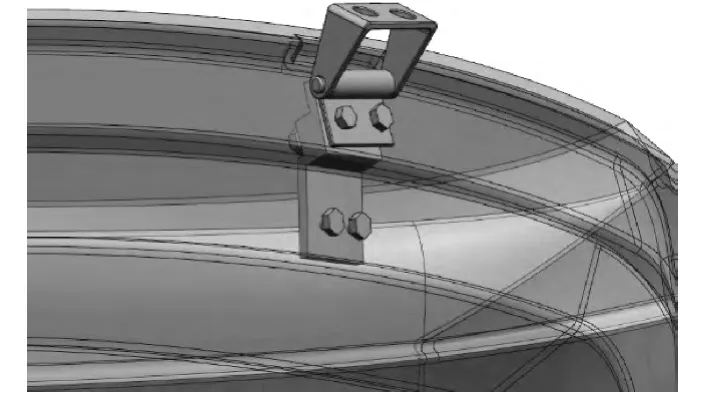
圖7 鉸鏈嵌件Fig.7 Metal insert of the hinge
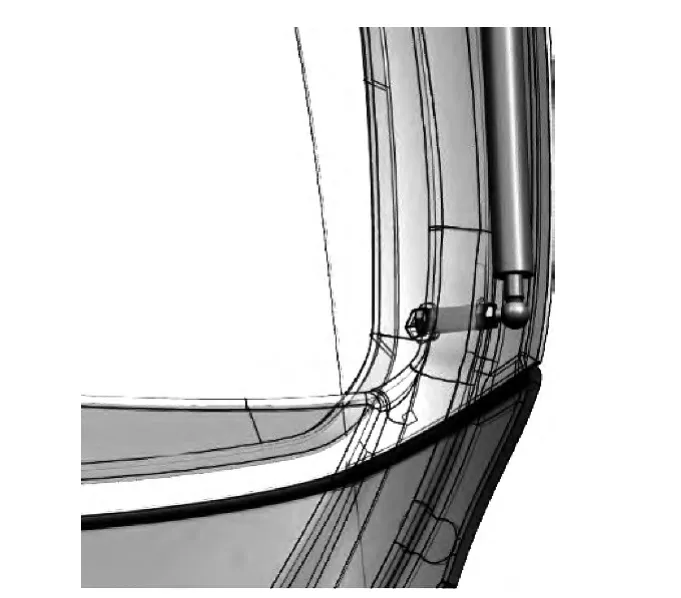
圖8 氣撐桿嵌件Fig.8 Metal insert of the pneumatic spring
最大干涉量為:

式中 Im——最大干涉量,mm
Ds——軸直徑,mm
vb——塑料制品泊松比
vs——嵌件泊松比
Es——嵌件彈性模量,Pa
選定Ds=12mm;vb=0.38;vs=0.31;Es=206800MPa。幾何因子(G)用來降低計算復雜程度:

D0——塑料件與嵌件配合的直徑,mm
I——塑料與嵌件配合外徑內徑差值,mm
σ——嵌件的最大許用應力,MPa
其中,I=2.54m;Im=1mm。
根據公式算得G=12.89,從而D0=13.71 mm,σ=Ds/G[(G+vb)/G+(1-vs)/Es]=17.24kPa,后備箱蓋在開啟關閉過程中受到氣撐桿最大環向應力為17.24kPa。
3 結論
(1)利用旋塑成型工藝成型汽車后備箱蓋相比較鈑金件成型方式,質量降低了87%;
(2)在汽車后備箱蓋旋塑成型過程中,嵌件形式需要考慮物料流動性、塑料干涉量要求;
(3)本案例中嵌件最大許用應力為17.24kPa,即后備箱蓋在開啟關閉過程中受到氣撐桿最大環向應力為1724kPa。
[1] 譚能堃,王治杰.SUV 掀背門氣撐桿布置與優化[J].科技傳播,2013,(7):94-95.Tan Nengkun,Wang Zhijie.Arrangement and Optimization of SUV Hatchback Pneumatic Spring [J].Public communication of science technology,2013,7:94-95.
[2] 安 康,毛春升,盛勇生,等.CATIA 的汽車后背門氣動撐桿參數設計[J].汽車工程師,2010,(6):30-32.An Kang,Mao Chunsheng,Sheng Yongsheng,et al.Parameter Design of Back Door Pneumatic Lifting Bar Based on CATIA[J].Auto Engineer,2010,6:30-32.
[3] 孫宏圖,申國哲,胡 平,等.汽車鎂合金車身設計[J].機械設計與制造,2009,(7):4-6.Sun Hongtu,Shen Guozhe,Hu Ping,et al.Design on the Magnesium Alloy Car Body[J].Mechanical Manufacturing and Automation,2009,(7):4-6.
[4] 杜子學,郭慶祥.微型轎車后備箱人機工程評價[J].重慶交通大學學報:自然科學版,2011,(1):152-156,165.Du Zixue,Guo Qingxiang.Ergonomic Evalauation of Car Luggage Compartment[J].Journal of Chongqing Jiaotong University,2011,(1):152-156,165.
[5] 王守峰.汽車行李箱門成形工藝數值模擬的應用和研究[D].成都:西華大學材料科學與工程學院,2007.
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學生優秀作文(低年級)(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動力(2018年2期)2018-05-09 00:31:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
