基于激光測(cè)量的汽車零件間隙面差計(jì)算方法
2014-04-19 09:18:00馮國(guó)衛(wèi)張一丁王浩田
激光與紅外 2014年4期
關(guān)鍵詞:測(cè)量
馮國(guó)衛(wèi),張一丁,孔 飛,李 澍,王浩田
(1.上海交通大學(xué)塑性成形技術(shù)與裝備研究院,上海 200030; 2.江蘇申模數(shù)字化制造技術(shù)有限公司,江蘇鎮(zhèn)江 212143)
基于激光測(cè)量的汽車零件間隙面差計(jì)算方法
馮國(guó)衛(wèi)1,張一丁2,孔 飛2,李 澍1,王浩田2
(1.上海交通大學(xué)塑性成形技術(shù)與裝備研究院,上海 200030; 2.江蘇申模數(shù)字化制造技術(shù)有限公司,江蘇鎮(zhèn)江 212143)
提出了激光測(cè)量汽車零件間隙處的數(shù)據(jù)前處理方法和步驟。根據(jù)汽車零件間隙面差的定義,分析其幾何結(jié)構(gòu),提煉了間隙面差計(jì)算的數(shù)學(xué)模型,并通過(guò)用基準(zhǔn)塊和實(shí)際工程零件的檢測(cè),驗(yàn)證了其計(jì)算精度。可為自主研發(fā)汽車檢具激光檢測(cè)系統(tǒng)做準(zhǔn)備。
激光測(cè)量;汽車零件;數(shù)學(xué)模型;間隙面差
1 引 言
汽車零件的幾何準(zhǔn)確度是保證汽車裝配合格、外形美觀的重要條件[1]。在檢具設(shè)計(jì)過(guò)程中,對(duì)某些汽車覆蓋件(如車門、行李箱蓋板等)需要進(jìn)行裝配間隙和面差的檢測(cè)。傳統(tǒng)的人工檢測(cè)方法,如利用塞尺和面差尺進(jìn)行測(cè)量,具有主觀性強(qiáng)、耗時(shí)長(zhǎng)等限制。雖然國(guó)外已有相應(yīng)的激光檢測(cè)系統(tǒng)發(fā)明[2],但具體的測(cè)量及數(shù)據(jù)處理方法仍不得而知,國(guó)內(nèi)相關(guān)的檢測(cè)系統(tǒng)也很難見(jiàn)到。本文將對(duì)激光測(cè)量的數(shù)據(jù)進(jìn)行處理,并提煉間隙面差的數(shù)學(xué)模型,以此為研發(fā)自主產(chǎn)權(quán)的激光檢測(cè)系統(tǒng)做好準(zhǔn)備。
2 激光測(cè)量數(shù)據(jù)的前處理
激光測(cè)量檢具和零件采集數(shù)據(jù)原理如圖 1所示。由于激光傳感器本身誤差和環(huán)境干擾,獲得的數(shù)據(jù)一般比較雜亂,激光測(cè)量線條兩端可能出現(xiàn)零點(diǎn),超過(guò)量程或者在間隙內(nèi)會(huì)存在無(wú)效數(shù)據(jù),如圖2所示。因此,需要將數(shù)據(jù)進(jìn)行一定的處理。
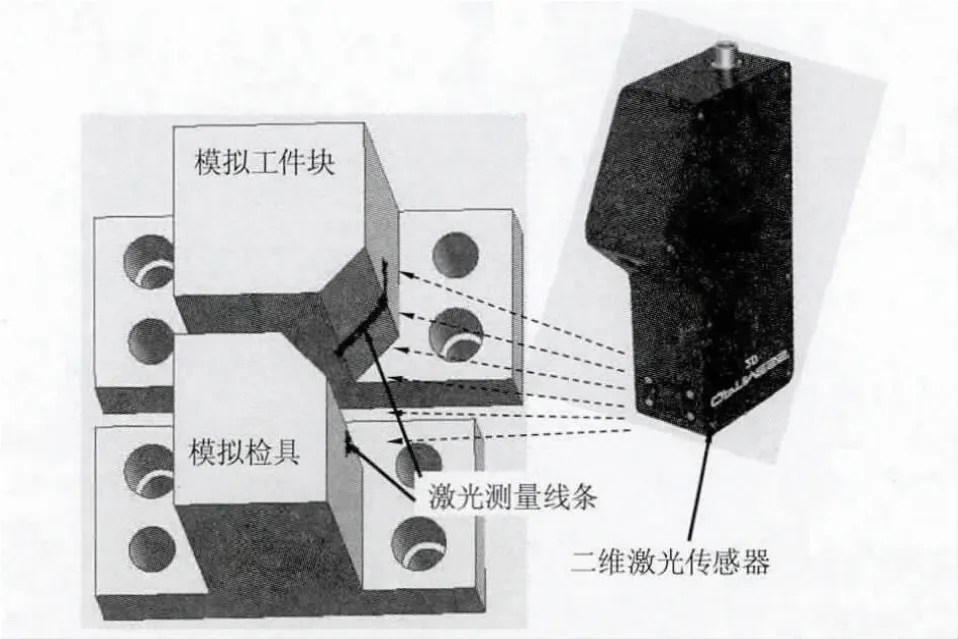
圖1 數(shù)據(jù)采集原理示意圖Fig.1 Data acquisition principle
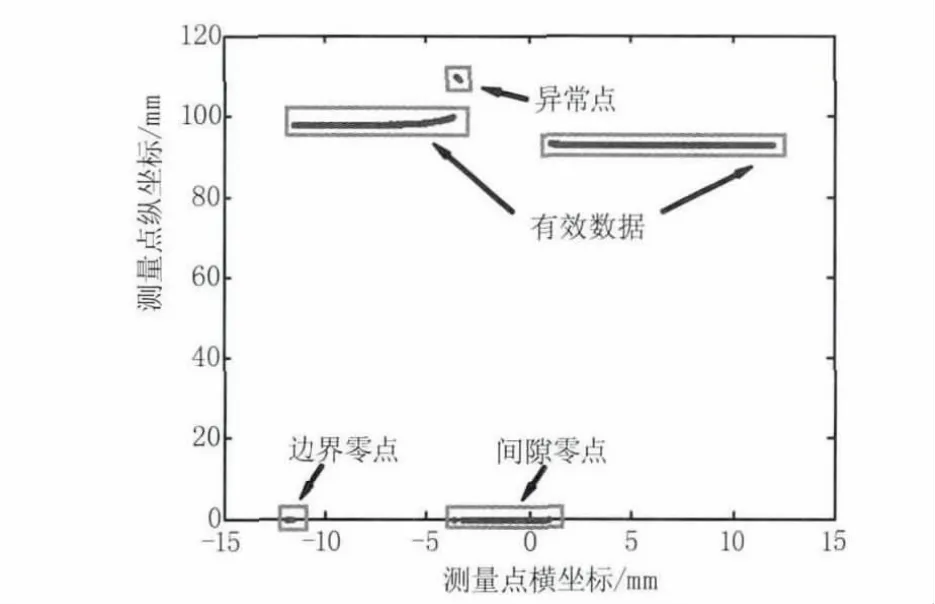
圖2 激光測(cè)量數(shù)據(jù)分布Fig.2 Measurement data distribution by laser
(1)篩選有效數(shù)據(jù)。
篩選有效數(shù)據(jù)的目的是剔除零點(diǎn)和其他異常點(diǎn),僅對(duì)激光打在工件或者檢具表面上的數(shù)據(jù)進(jìn)行處理。由于有效數(shù)據(jù)一般不會(huì)出現(xiàn)在零點(diǎn),因此可以將零點(diǎn)直接去除,此外,異常點(diǎn)會(huì)偏離有效數(shù)據(jù)的集中區(qū)域,可以利用平均值法將異常點(diǎn)去掉。
(2)數(shù)據(jù)的濾波。
由于激光檢測(cè)數(shù)據(jù)存在一定波動(dòng),會(huì)干擾進(jìn)行后期曲率的計(jì)算,因此需要將數(shù)據(jù)進(jìn)行濾波去噪處理。因?yàn)榧す鉁y(cè)量區(qū)域既有平面又有弧面(如圓角部分),所以濾波的方法盡量使用非線性方法,如雙邊濾波[3]等,以減少幾何因素對(duì)結(jié)果的影響,防止失真。使用雙邊濾波算法時(shí),應(yīng)注意其時(shí)域高通非均勻性校正[4]以及自適應(yīng)性[5]。
(3)特征點(diǎn)計(jì)算與分段。
首先應(yīng)計(jì)算每個(gè)點(diǎn)的近似曲率,常用的方法為三點(diǎn)法或者改進(jìn)的三點(diǎn)法[6]。設(shè)濾波后數(shù)據(jù)的坐標(biāo)為(xi,yi)i=1,2…n,則該點(diǎn)的曲率可表示為:
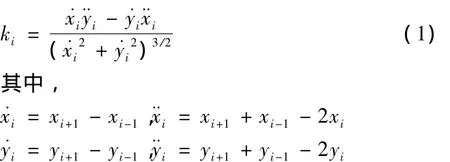
此外,由于相鄰三個(gè)點(diǎn)橫向間隔比較小(支撐區(qū)間比較小),因此受噪聲影響比較大。因此可以考慮將支撐區(qū)間擴(kuò)大,選間隔更遠(yuǎn)的點(diǎn)進(jìn)行計(jì)算。直線的曲率為零,圓弧的曲率為非零常數(shù),其臨界點(diǎn)則為特征點(diǎn),即激光測(cè)量平面與圓角的分界點(diǎn)。
3 間隙面差數(shù)學(xué)模型的提煉
3.1 間隙的數(shù)學(xué)模型
間隙為工件與另一工件或者工件與檢具之間的縫隙。在激光測(cè)量中,篩選有效數(shù)據(jù)后相鄰兩點(diǎn)之間最大的水平距離即為間隙。即:

其中,xi表示點(diǎn)i的橫坐標(biāo)。
然而,由于激光掃描所獲得的點(diǎn)為離散的點(diǎn),對(duì)于邊界問(wèn)題,往往會(huì)出現(xiàn)不精確的情況,間隙邊緣往往出現(xiàn)在離散點(diǎn)中間部位(如圖3所示),這樣計(jì)算得到的實(shí)際值偏大,最終的誤差最大為:

其中,dr為實(shí)際間隙距離;a為檢測(cè)點(diǎn)之間的距離; dc為采用工件上間隙旁邊點(diǎn)之間的距離。因此,需要將最大間隙減去激光測(cè)量點(diǎn)之間距離a,可使誤差減小一半。
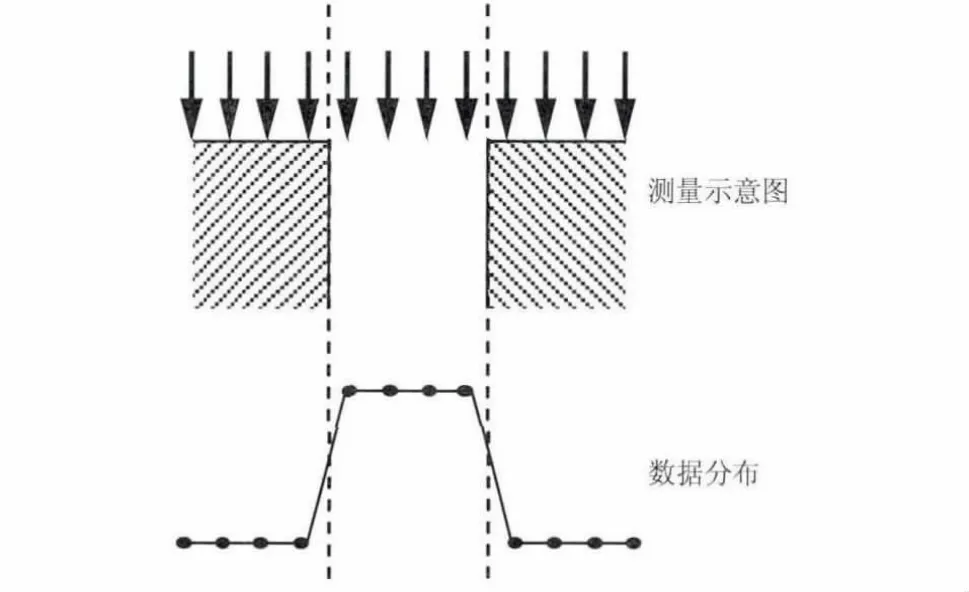
圖3 激光測(cè)量邊界問(wèn)題示意圖Fig.3 Boundary problem caused by lasermeasurement
如果激光傾斜測(cè)量,則測(cè)量距離比實(shí)際間隙偏小,需將計(jì)算得到的結(jié)果除以傾斜角的余弦值(如圖4所示)。傾斜角度可由直線部分的斜率計(jì)算得到。
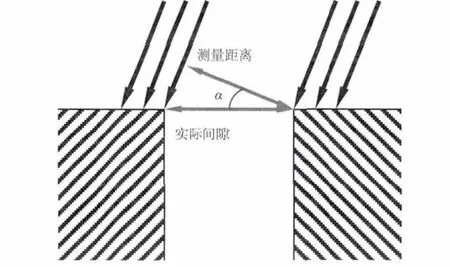
圖4 激光傾斜測(cè)量示意圖Fig.4 Inclined measurement by laser
最終,可將間隙的模型改進(jìn)為:

其中,k為直線部分的斜率。
3.2 面差的數(shù)學(xué)模型
進(jìn)行濾波處理后,選取特征點(diǎn)。特征點(diǎn)將工件和檢具上的測(cè)量點(diǎn)分別分為兩部分,即直線部分和曲線部分。將檢具上直線部分的點(diǎn)線性回歸為直線。面差即為工件上的特征點(diǎn)到該回歸直線的距離(如圖5所示)。
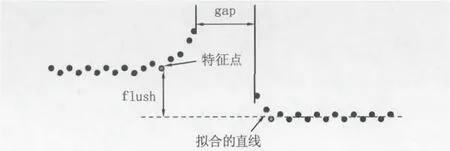
圖5 間隙面差測(cè)量點(diǎn)示意圖Fig.5 Measured point for gap and flush
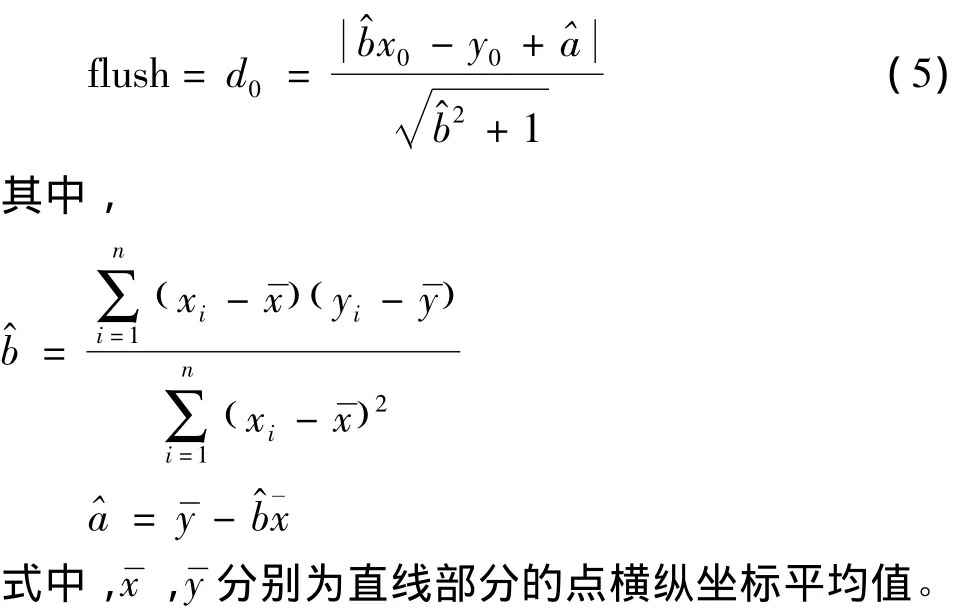
面差的數(shù)學(xué)模型為:
4 算例與分析
4.1 基準(zhǔn)塊傾斜測(cè)量
采用三坐標(biāo)用基準(zhǔn)塊進(jìn)行激光測(cè)量實(shí)驗(yàn),如圖6所示。基準(zhǔn)塊內(nèi)孔直徑為10 mm。分別在不同角度對(duì)基準(zhǔn)塊進(jìn)行測(cè)量,得到的數(shù)據(jù)分布如圖7所示。
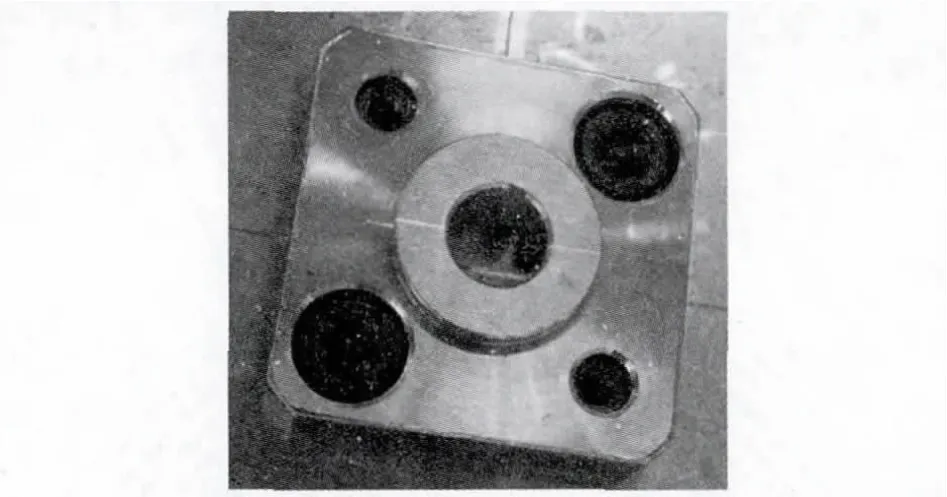
圖6 基準(zhǔn)塊測(cè)量實(shí)驗(yàn)Fig.6 Measurement for reference block
測(cè)量結(jié)果如表1所示。
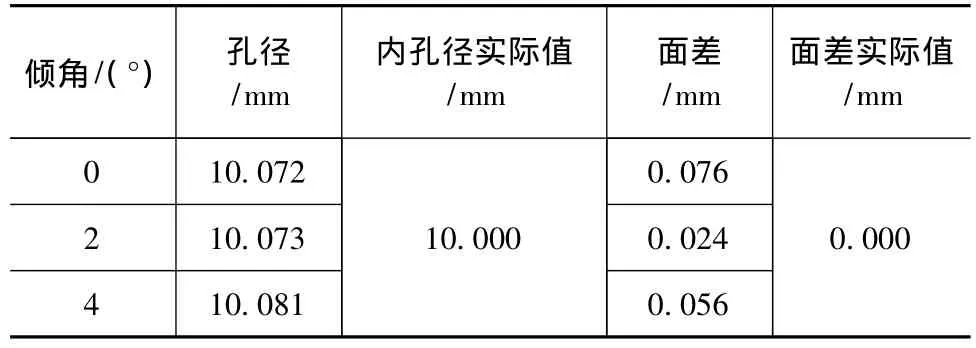
表1 基準(zhǔn)塊測(cè)量結(jié)果Tab.1 Measurement result of reference block
本激光測(cè)量器測(cè)量點(diǎn)之間間距為0.1 mm,因此,在測(cè)量孔徑時(shí)可能會(huì)出現(xiàn)±0.1 mm的誤差,本次測(cè)量稍微偏大,但誤差可以接受。面差測(cè)量存在小于0.1 mm的誤差。
4.2 檢具與工件測(cè)量
對(duì)實(shí)際工程中裝配的工件與檢具間隙處進(jìn)行激光測(cè)量(如圖8所示),數(shù)據(jù)分布如圖9所示。計(jì)算獲得的結(jié)果與采用傳統(tǒng)手工測(cè)量方法(塞尺和面差尺測(cè)量)測(cè)量結(jié)果對(duì)照,結(jié)果如表2所示。
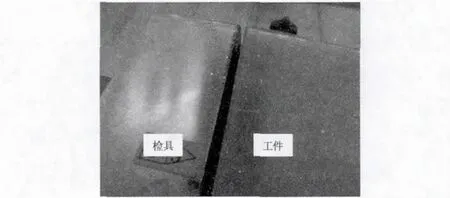
圖8 檢具與工件測(cè)量實(shí)驗(yàn)Fig.8 Measurement for testing fixture and part
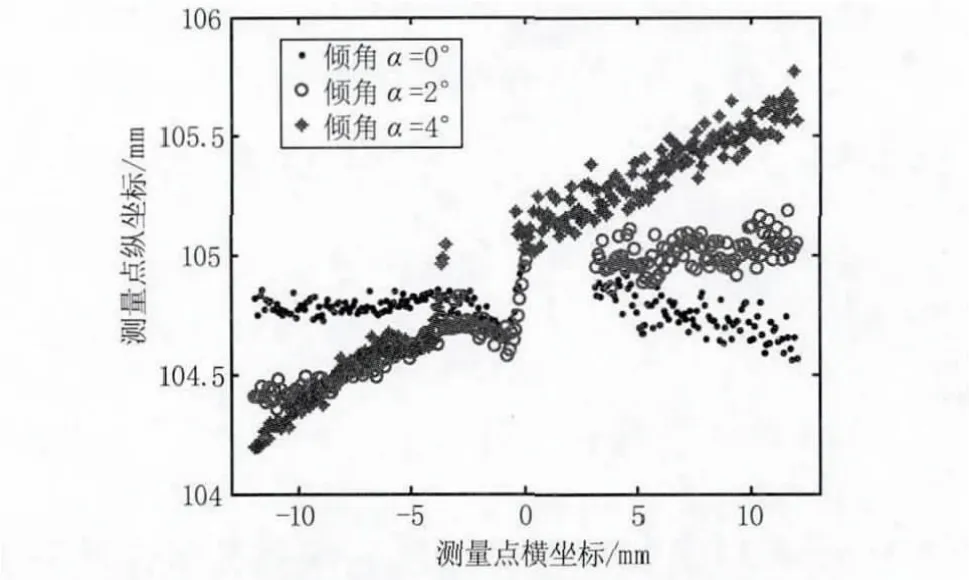
圖9 檢具與工件測(cè)量數(shù)據(jù)分布Fig.9 Data distribution of testing fixture and part
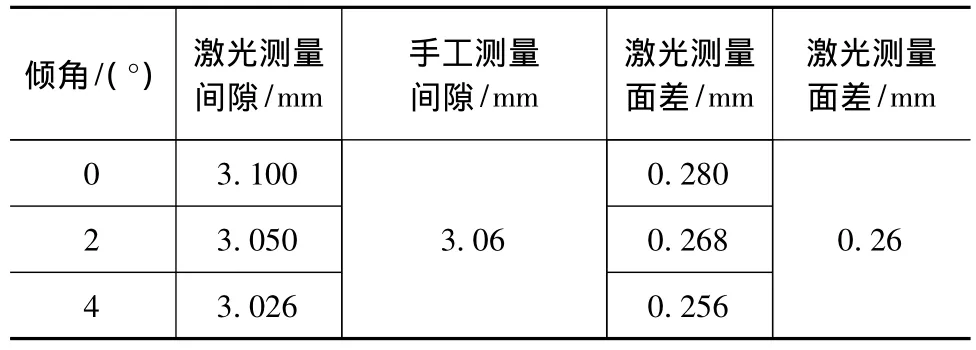
表2 檢具與工件測(cè)量結(jié)果Tab.2 Measurement result of testing fixture and part
由此可見(jiàn),激光測(cè)量可獲得比較精確的數(shù)值,誤差很小。
5 總結(jié)
根據(jù)激光對(duì)間隙面差測(cè)量的數(shù)據(jù)分布,提出了該類型數(shù)據(jù)前處理方法和步驟。通過(guò)汽車主機(jī)廠對(duì)間隙面差的定義,分析了其幾何機(jī)構(gòu),提煉出了間隙面差計(jì)算的數(shù)學(xué)模型,并通過(guò)基準(zhǔn)塊和與手工測(cè)量的對(duì)比,驗(yàn)證了該計(jì)算方法可以達(dá)到較好的精度。
由于環(huán)境等因素干擾,激光測(cè)量間隙面差仍存在不可避免的誤差,后續(xù)可通過(guò)多次測(cè)量求平均值的方法獲得更好的精度。
[1]LIWenli,et al.Design of interior trim character benchmark for light car based on benchmark[J].Journal of Hubei Automotive Industries Institute,2010,3:15-17,35.(in Chinese)
李文麗,等.基于Benchmark的輕型客車內(nèi)飾品質(zhì)基準(zhǔn)設(shè)計(jì)[J].湖北汽車工業(yè)學(xué)院學(xué)報(bào),2010,3:15-17,35.
[2]Kidd JH,et al.Method for assessing fitand aligenmentof amanufactured part[P].U.S.A:US 7,024,032 B2.2006.4.04.
[3]Fleishman S,et al.Bilateral mesh denoising[J].Acm Transactions on Graphics,2003,22(3):950-953.
[4]LEIXiaojie,et al.Improved temporal high-pass filter nonuniformity correction based on bilateral filter[J].Laser&Infrared,2012,42(07):831-836.(in Chinese)
雷曉杰,等.紅外雙邊濾波時(shí)域高通非均勻性校正[J].激光與紅外,2012,42(07):831-836.
[5]KANG Changqing,et al.Adaptive bilateral filtering algorithm based on contrast invariant features[J].Laser&Infrared,2013,43(05):550-553.(in Chinses)
康長(zhǎng)青,等.基于亮度不變特征的自適應(yīng)雙邊濾波算法[J].激光與紅外,2013,43(05):550-553.
[6]WANG Yinghui,et al.Segmentation and recognition techniques for planar contour[J].Journal of Computer-Aided Design&Computer Graphics,2002,(12):1142-1145,1151.(in Chinses)
王英惠,等.平面輪廓的分段與識(shí)別技術(shù)[J].計(jì)算機(jī)輔助設(shè)計(jì)與圖形學(xué)學(xué)報(bào),2002,(12):1142-1145,1151.
Method for calculating gap and flush of automobile parts based on laser measurement
FENG Guo-wei1,ZHANG Yi-ding2,KONG Fei2,LIShu1,WANG Hao-tian2
(1.Institute of plastic forming technology and equipment,Shanghai Jiao Tong University,Shanghai200030,China; 2.Jiangsu Shenmo digitized manufacturing technology Co.,Ltd.,Zhenjiang 212143,China)
Pretreatmentmethods and steps for the gap testing of automobile parts by laser are proposed.Based on the concept of gap and flush,the geometry structures are analyzed and themathematicalmodel of gap and flush is established.In addition,the calculation accuracy is verified through experiments of reference block and engineering parts. Themethod can be used to research and develop lasermeasurement system for automobile parts testing and fixing.
lasermeasurement;automobile parts;mathematicalmodel;gap and flush
TN249
A
10.3969/j.issn.1001-5078.2014.04.00 4
1001-5078(2014)04-0370-04
馮國(guó)衛(wèi)(1989-),男,碩士生,主要研究方向?yàn)橛?jì)算機(jī)軟件開(kāi)發(fā)及模具設(shè)計(jì)。
2013-08-09;
2013-08-21
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
