插齒機(jī)工作臺報(bào)廢后再利用修復(fù)
2014-04-23 12:44:28王曉剛
制造技術(shù)與機(jī)床 2014年12期
王曉剛
(山東普利森集團(tuán)重機(jī)技術(shù)部,山東 德州 253076)
由于鑄造的原因,鑄鐵芯部組織密度、強(qiáng)度和硬度都趕不上表層,每大修一次工作臺1∶20 錐孔會去除一層材料,其組織密度、強(qiáng)度和硬度就會降低一次,維修后的工作臺使用壽命就會縮短一些,相對來說增加維修次數(shù)和費(fèi)用不說,還會對生產(chǎn)的正常運(yùn)行產(chǎn)生很大的影響。并且用傳統(tǒng)的修理方式,工作臺在維修時(shí)主軸孔因拉傷必須擴(kuò)大,其工作臺在維修幾次后,工作臺1:20 錐孔的壁厚就會變得很薄,強(qiáng)度和剛性不能滿足機(jī)床使用性能和加工精度的要求,就不得不報(bào)廢。
另外,工作臺主軸孔每次擴(kuò)大后,對于主軸直徑相對來說顯細(xì)了,只能報(bào)廢換新的主軸,這樣維修成本就會很高。
筆者根據(jù)多年的維修經(jīng)驗(yàn),創(chuàng)新性地設(shè)計(jì)了一套新的維修工藝方案,將已經(jīng)報(bào)廢的工作臺進(jìn)行改制,使工作臺和主軸能夠再利用,這樣可以節(jié)約大量的維修成本,而且使用壽命明顯加長。
1 工作臺的改制
插齒機(jī)工作臺(圖1)與主軸配合的孔為大頭φ130 mm 錐度1∶20 的錐孔。插齒機(jī)的工作原理是通過分度蝸輪蝸桿帶動(dòng)主軸繞工作臺1∶20 的錐孔1 和上平面2 旋轉(zhuǎn)來實(shí)現(xiàn)的,工作臺1∶20 的錐孔1 相當(dāng)于錐度導(dǎo)軌,其精度直接影響主軸的旋轉(zhuǎn)精度。
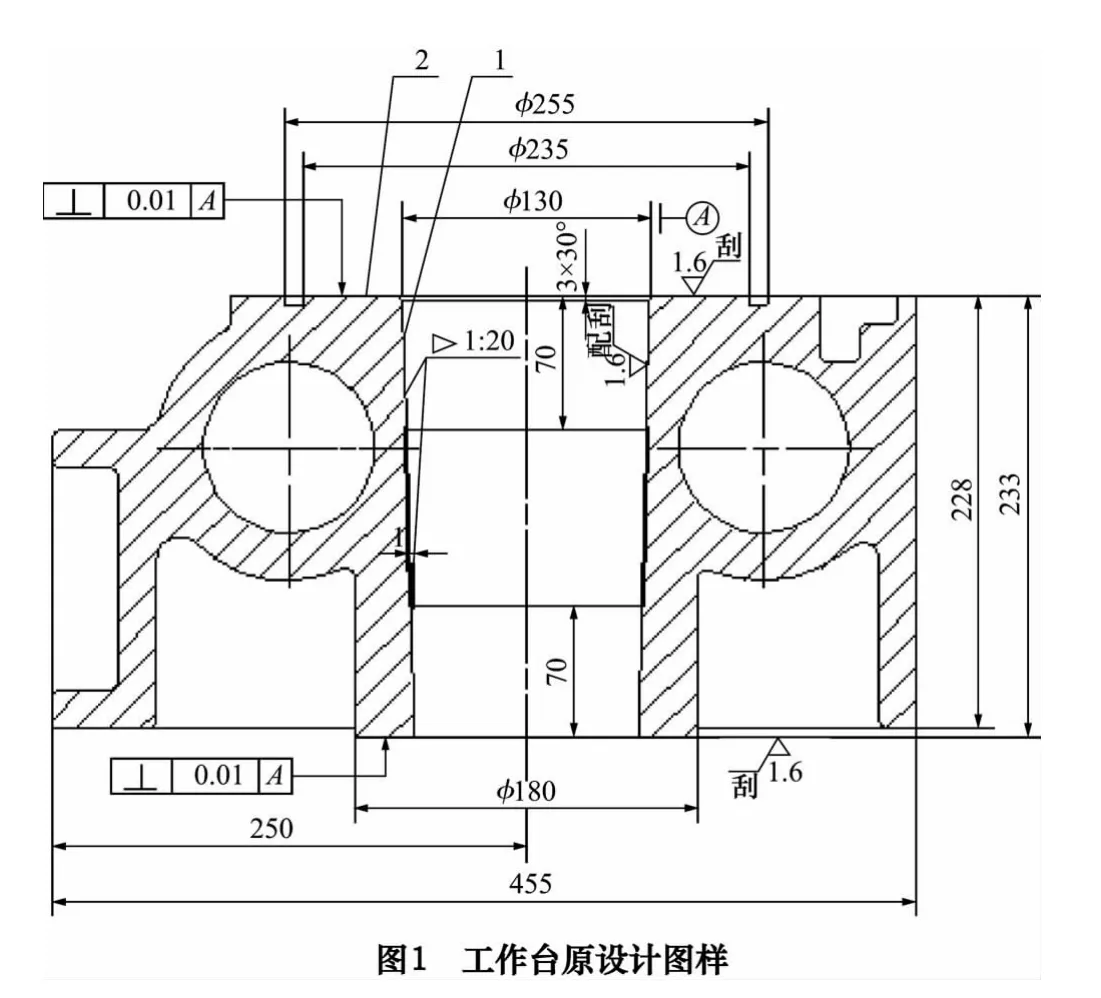
以錐孔1 和平面2 為基準(zhǔn),找正后將工作臺裝卡在CK5112 數(shù)控立車上加工成如圖2 所示的形狀和尺寸,將1∶20 的錐孔擴(kuò)為φ150H7 直孔,上端擴(kuò)為深25 mm 直徑為φ235H7 孔。精度要求B 面與φ150H7 孔垂直度為0.01 mm,φ235H7 孔與φ150H7 孔的同軸度為0.015 mm。
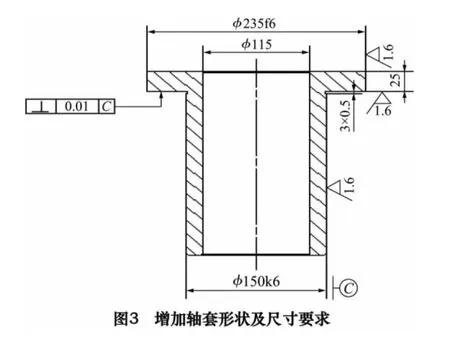
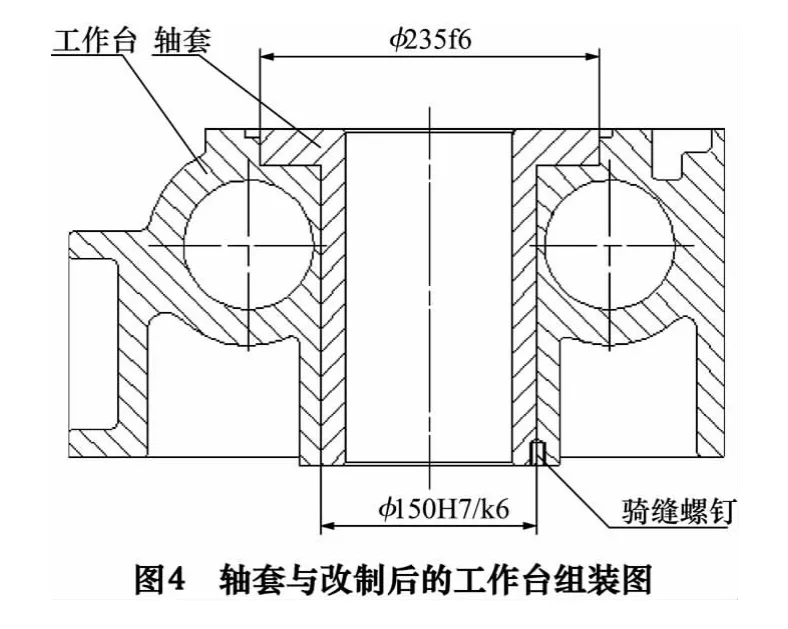
在改制工作臺的同時(shí),增加如圖3 所示的耐磨鑄鐵軸套1 件,按圖紙要求加工完成后裝入改制后的工作臺的中心孔內(nèi),如圖4 所示,用3 個(gè)M12 的騎縫螺釘將套和改裝后的工作臺固定在一起。

2 主軸的修磨
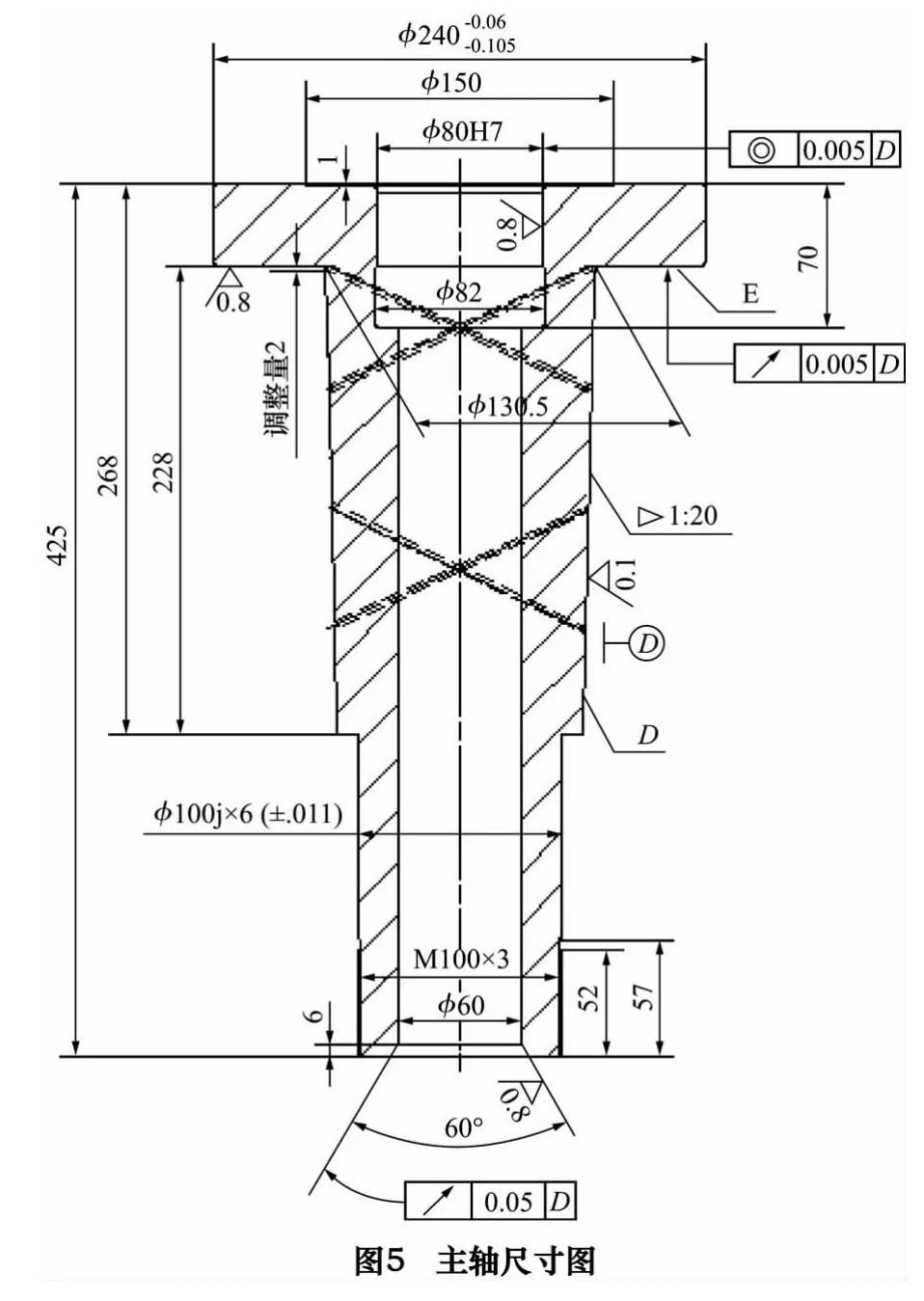
圖5 為主軸形狀結(jié)構(gòu)及精度要求。
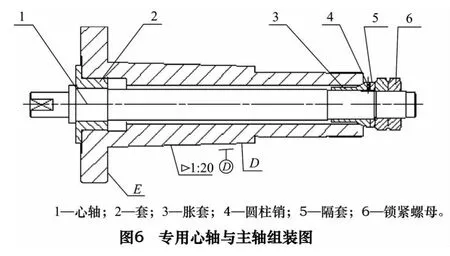
主軸D 錐面和E 端面在工作過程中,由于相對于工作臺旋轉(zhuǎn),易造成磨損和拉傷使精度喪失,不能滿足齒輪的加工要求,因此必須對主軸進(jìn)行修磨。如圖6所示,將專用心軸組件裝入待修磨主軸內(nèi),主軸前端由焊接在心軸1 上的套2 進(jìn)行軸向和徑向定位,主軸后端由脹套3 進(jìn)行軸向和徑向定位,脹套3 是通過圓柱銷4 和心軸1 上的鍵槽來防止轉(zhuǎn)動(dòng)的,兩個(gè)鎖緊螺母6 和調(diào)整墊5 將主軸和心軸組件固定在一起,通過心軸兩端的中心孔固定在磨床上進(jìn)行磨削修復(fù)。
修磨完后用千分表檢測,D 面和E 面的全跳動(dòng)不得超過0.005 mm。
3 改制后工作臺與主軸的配裝
將如圖4 所示的軸套與改制后的工作臺組裝件裝卡在CK5112 數(shù)控立車上,用百分表以軸套上端面和內(nèi)孔找正,找正精度在0.05 mm 以內(nèi),找正完成夾緊后進(jìn)行精加工,以修磨完的主軸為基準(zhǔn)加工工作臺的1∶20 錐孔。
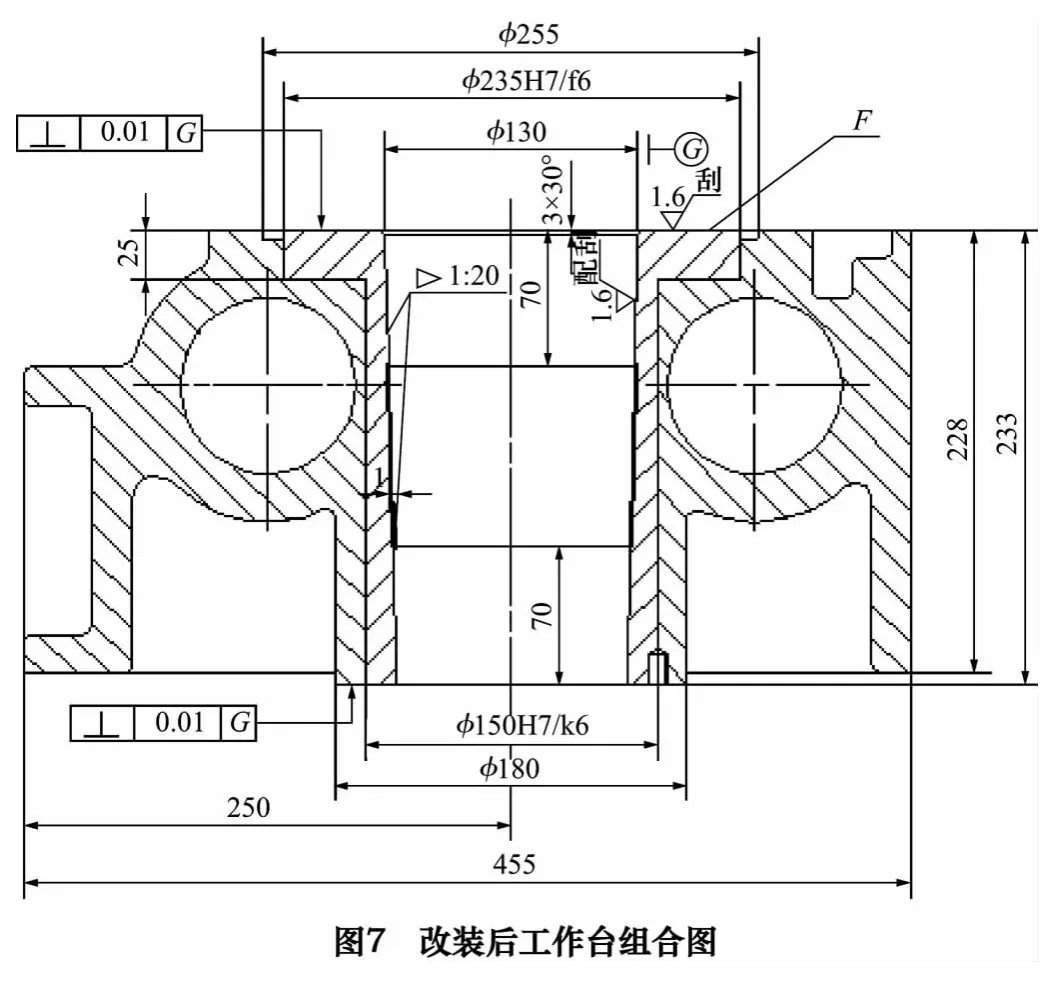
加工完成后(如圖7),以主軸為量規(guī)用涂色法進(jìn)行檢驗(yàn),接觸面積不得少于70%,而且主軸的E 面與工作臺F 面保持2 mm 左右的間隙,減少刮研量,提高工作效率。
工作臺精加工完成后,以修磨完的主軸為研具配刮1∶20 的錐孔,要求研點(diǎn)為每25 mm2上16~20 個(gè),接觸長度不小于75%。同時(shí)以修磨完的主軸為研具配刮工作臺端面F 面,要求研點(diǎn)為每25 mm2上12~14個(gè),接觸長度不小于50%,要求外圓側(cè)接觸硬。最終刮研完后,端面接觸點(diǎn)比1∶20 的錐孔接觸點(diǎn)要虛。
4 結(jié)語
把原來已經(jīng)報(bào)廢的3 件主軸和工作臺,按改制后的方法裝配完成后,放到備件庫中用作備件,使工作臺和主軸能夠再利用,這樣不僅可以節(jié)約大量的維修成本,而且極大地減少了維修工期。
[1]中國機(jī)械工程學(xué)會設(shè)備維修專業(yè)學(xué)會.機(jī)修手冊(第三卷)[M].3版.北京:機(jī)械工業(yè)出版社,1993.
