Optimization of Injection Molding Process of Bearing Stand Based on BP Network Method
2014-04-24 10:53:34YuJunbo虞俊波ZhouXiaolin周小林DengChangle鄧常樂LiuJun劉軍WangJi王驥
Yu Junbo(虞俊波),Zhou Xiaolin(周小林),Deng Changle(鄧常樂),Liu Jun(劉軍),Wang Ji(王驥)**
1.School of Mechanical Engineering &Mechanics,Ningbo University,Ningbo,315211,P.R.China;2.Ningbo Furja Industrial Corporation Limited,Ningbo,315400,P.R.China
1 Introduction
CAE technology matures as the development of CAD/CAM technology through integration and automation.With extensive research on polymer material,rheology,computational mechanics,heat transfer,computer graphics,and other basic algorithms and tools,engineers have established mathematical and physical models of injection molding process.Using the boundary element,finite element,and finite difference methods,we can simulate the filling,packing,and cooling in injection molding,and then predict effects of the mold structure and technical parameters on the quality of injection molded parts,such as possible defects and their locations,thus providing reference and guidelines for mold and plastic product design.Among others,warpage is the deformation of plastic parts,in the other words,the un-desired shape of plastic molded parts deviating from the shape of mold cavity as common defects to be avoided.With the sophistication of plastic industry,requirements of appearance and usability have been the top concern.As one of important indicators to measure the quality of plastic products,warpage has received more and more attention of mold designers and process engineers.
There is an apparent nonlinear function relationship between injection molding process parameters and product quality indicators,and experimental method is one of the important approaches which are frequently used for this study.Experimental methods are divided into two categories including actual experiments and numerical simulation.Usually experiments will need more time and cost,promoting engineers to choose simulation experiment instead.Chen et al[1]used an orthogonal table to design simulation experiment,and evaluated the surface quality of products through the signal-to-noise(S/N)analysis of experimental results.They found that the technical parameters,such as mold temperature,injection time,injection speed,and velocity-pressure(V/P)switch-over time had a great influence on the surface quality of injection products.
Artificial intelligence is defined as a manmade computer system performing logic calculation based on human intelligence without human participation or intervention.Artificial intelligence can imitate,extend,and expand human intelligence.Kurtaran et al[2]created a method combining artificial neural network with genetic algorithm(GA),then he optimized process parameters to reduce the warpage of injection molding products.Ozcelik et al[3]used Taguchi and analysis of variance(ANOVA)methods to obtain the process parameters having great impact on the warpage,then used artificial neural network to establish the functional relationship between process parameters and buckling deformation,finally optimized process parameters by GA.Yen et al[4]optimized the length and cross-section sizes of flow channels by artificial neural network to reduce the warpage deformation.Shie[5]defined process parameters as design variables and optimized them by sequential quadratic programming algorithm and artificial neural network,finding that optimized results are better than that of the experimental design.Oktem et al[6]combined the artificial neural network with GA for the optimization of surface roughness.Yarlagadda et al[7]used artificial neural network to optimize the process parameters in the process of injection molding.Kwak et al[8]used artificial neural network to establish a functional relationship between process parameters and quality indexes,and optimized the process parameters.Wang et al[9]used artificial neural network model to establish the functional relationship between process pressures in injection molding,then completed the optimization design of process parameters based on the optimization of pressure.
In this paper,we study the combination of numerical simulation with BP neural networks to perform the optimization of injection molding process.In order to find the optimal process parameters in the solution space,we use the experimental data to establish the BP network for predicting warpage of a bearing stand based on warpage analysis with Moldflow.With a proper transfer function and the BP network architecture,the results from the BP network method satisfy the criteria of accuracy.Finally we search the optimal solutions in the BP network by GA with the finding that the optimization method based on the BP network has higher optimization rate.
2 Orthogonal Experimental Design
In order to optimize process parameters for the warpage of a plastic component,we need to study warpage under different combinations of injection molding process parameters.Essentially,this is a multi-factor optimization problem.Because the optimization is related to the influence of multiple factors and the number of factors is large,simulating all combinations of factors will cost a lot of time,and it is not practical to complete all simulations through computing.In order to reduce test times and shorten the optimization process,appropriate arrangement of variable combinations is suggested.

Fig.1 Plastic bearing stand
As shown in Fig.1,a bearing stand is chosen as the plastic injection molded part of this study.The plastic part is a plate-type one,and warpage is the most important indicator of quality.Exces-sive warpage of plastic parts usually lead to assembly problems and stress concentration in certain locations which can cause earlier failure.Width,length,and thickness of the plastic bearing stand are 200,300and 2.5mm,respectively.It is made of ABS PA-747with material properties given in Table 1.

Table 1 Material properties
The objective is to generalize the relationship between key process parameters,such as mold temperature,melt temperature,packing time and packing pressure,and the warpage of plastic bearing stand,so we can set proper ranges of these process parameters.The mold temperature(Tmold,factor A)range is 30—90°C.The melting temperature(Tmelt,factor B)range is 200—280°C.The packing time(PT,factor C)range is 2—14s.The packing pressure(PP,factor D)range is 30—70MPa.We set five levels for each process parameter,as listed in Table 2.
In order to carry out the warpage optimization of the plastic bearing stand,we must choose the appropriate characteristic sizes to express the deformation degree of the plastic part.As shown in Fig.2,we place the bearing stand on a horizontal workbench with has the maximum horizontal distance between the surface of the plastic bearing stand and the horizontal worktable,and his chosen as the warpage indicator.Engineers have used the warpage indicator for the warpage optimization of the plastic parts.The CAE software Moldflow is used to perform the simulation work.The warpage result by Moldflow is also listed in Table 2.

Table 2 Result of orthogonal experimental design

Fig.2 Selected warpage indicator
Range analysis is used to process the warpage data from simulation.We can obtain the warpage mean of each factor level and then use Fig.3to obtain mean values of the change of each factor.In Fig.3,we can see that PT is the most important parameter on warpage and it is followed by Tmold,Tmelt,and PP,respectively.

Fig.3 Range analysis of orthogonal experiments
As the mold temperature rises,the warpage will become larger.Low mold surface temperature is more suitable for the injection molding of the bearing stand.As a result,we must take measures to reduce the temperature of the mold,such as reducing the temperature of cooling liquid or using efficient cooling system.As the melt temperature rises the warpage will become lower.Higher melt temperature can alleviate the warpage problem of the bearing stand.The influence of the holding pressure on warpage is complicated,and the change of the warpage is not significant in the packing pressure range.
由2種應用的對比可知,微服務架構應用將工作流引擎從應用系統中成功地分離出來,由原來的1個完整服務(Application Server)拆分為2個服務(OA Service和Workflow Service), OA Service只需實現業務相關功能接口,工作流引擎相關接口交由Workflow Service完成,從而實現2個服務的獨立部署和擴展。
3 Optimization of Injection Molding Process Based on CAE Analysis and BP Network
BP neural network is widely used neural network model and can represent complex nonlinear relationship.The BP neural network includes the input layer,the hidden layer,and the output layer.There are a lot of data transmission in the BP network structure with weights and threshold values of each layer as key elements to establish input-output mapping relation in the BP network.The effect of BP network is divided into two phases,namely the learning phase and working phase.
In the learning phase,the input layer receives data from an external source,and transmits to neurons in the middle layer.The hidden layer is a data processing layer which is responsible for the transformation of data,and the hidden layer can be a structure of single or multiple components.The last hidden layer sends the data to output layer after processing,and then the result will be seen as output.The learning process is completed with the cycle.Then BP system compares the actual output and the expected output to obtain the output error,and the error is fed back to previous layer.The weights and threshold values of each layer are adjusted by using the gradient descending algorithm to minimize the output error.The above process is performed repeatedly to force the quadratic sum of errors satisfy the convergence requirements.
After the weights and the threshold of each layer are fixed,the BP network moves into the working phase.The BP network can use the fixed weights to solve practical problems.The main task of the working phase is to obtain a reliable output value from the input value according to the specific BP model.
Since actual factors are often different variables with dimensions,it is not convenient to process the input data for the hidden layer.The problem seriously affects the convergence speed of training process.In order to deal with the problem,we need to normalize the input data before the start of training process of the BP network.
The BP architecture established in this paper is known as 4-5-1type.The maximum number of the iteration is set to be 1 000,while the target of the error is set to be 10-5.A new transfer function is used as the transfer function in the hidden layer with definition
The orthogonal experiment obtains 25sets of data of warpage,among which 18sets are used as training samples,and 7sets as the validation samples.We use Matlab programs to build and train the BP network.The training result is shown in Fig.4and the test result is shown in Fig.5.
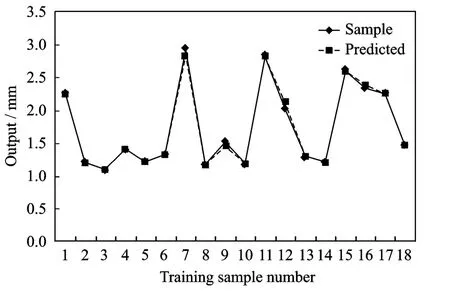
Fig.4 Training results of BP network

Fig.5 Test results of BP network
The objective is aimed at the smallest warpage.As a result,we need to use GA to search the minimum warpage in the BP network.The calculation process of GA is shown as Fig.6.When the mold surface temperature is 33.3°C,the melting temperature is 270.8°C,the holding time is 10.8 s,the holding pressure for 54MPa,and the value of the warpage reaches the minimum.
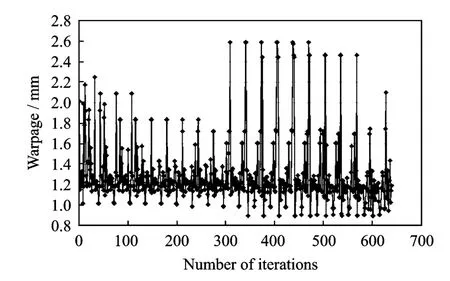
Fig.6 Computing process of GA
A verification test is used to check the accuracy of analytical results from actual engineering experiments.In other words,the verification test can validate the effectiveness of the optimization method based on the BP network.After obtaining the combination of optimal parameters from GA,we use them with Moldflow to simulate the injection process.The warpage by the optimal param-eters based on the BP network is 0.953 3mm.The result is shown in Fig.7.The warpage result from the original process is 1.453mm,implying a reduction rate of 34.6%with the optimization based on the BP network.

Fig.7 Warpage result by optimal parameters based on BP network
4 Conclusions
With an extension of computer analysis of injection molding products,the warpage quality of injection molding products is simulated and measured.In order to get high quality products,we try to use various methods to optimize the process parameters and mold structure.
The data obtained by orthogonal test method are used to build a BP network which can express the relationship between the process parameters and the quality.By choosing appropriate transfer function,we set up the network structure whose capability of prediction meets the process needs.Then we use GA to search optimal solutions in the parameter space.Finally warpage result from the optimization method based on the BP network shows a significant improvement in the warpage of the plastic bearing stand.
The analytical example is based on the thermoplastic injection molding.Other injection molding process can be optimized by the BP network with the same principle and method.
We can also expand the choice of objective of optimization for other quality indicators and products.By combining multi-objective evaluation method on the quality of plastic parts,we can complete the multi-objective optimization of injection molding based on CAE and the BP network.
This is an ongoing project in collaboration with industry on the computational approaches in the improvement of plastic injection process and quality.We intend to implement the optimal process scheme in the actual production to eventually build a digital process of the mold design and plastic injection.Of course,it will also have impact on the part design and eventual performance of products as a plan for technological-capability building in manufacturing sector.
Acknowledgement
The work described in this paper is supported by a grant from the Ningbo Furja Industrial Corporation Limited.
[1] Chen R S,Lee H H,Yu C Y.Application of Taguchi′s method on the optimal process design of an injection molded PC/PBT automobile bumper[J].Composite Structures,1997,39(3):209-214.
[2] Kurtaran H,Ozcelik B,Erzurumlu T.Warpage optimization of a bus ceiling lamp base using neural network model and genetic algorithm[J].Journal of Materials Processing Technology,2005,169(10):314-319.
[3] Ozcelik B,Erzurumlu T.Comparison of the warpage optimization in the plastic injection molding using ANOVA,neural network model and genetic algorithm[J].Journal of Materials Processing Technolo-gy,2006,171(3):437-445.
[4] Yen C,Lin J C,Li W.An abductive neural network approach to the design of runner dimensions for the minimization of warpage in injection mouldings[J].Journal of Materials Processing Technology,2006,174(1/213):22-28.
[5] Shie J R.Optimization of injection molding process for contour distortions of polypropylene composite components by a radial basis neural network[J].International Journal of Advanced Manufacturing Technology Polymer Processing,2008,36(11/12):1091-1103.
[6] Oktem H,Erzurumlu T,Erzincanli F.Prediction of minimum surface roughness in end milling mold parts using neural network and genetic algorithm[J].Materials and Design,2006,27(9):735-744.
[7] Yarlagadda P K D V,Khong C A T.Development of a hybrid neural network system for prediction of process parameters in injection molding[J].Journal of Materials Processing Technology,2001,118(1/213):109-115.
[8] Kwak T S,Sszaki T,Bae W B.Application of neural network and computer simulation to improve surface profile of injection molding optic lens[J].Journal of Materials Processing Technology,2005,170(1/2):24-31.
[9] Wang D X,Liu L Y,Wang Z B.Optimization of injection molding process based on BP network[J].Die and Mould Technology,2001,6:1-4.
猜你喜歡
江蘇安全生產(2023年10期)2023-11-14 12:12:58
今日農業(2019年14期)2019-09-18 01:21:54
今日農業(2019年12期)2019-08-15 00:56:32
今日農業(2019年10期)2019-01-04 04:28:15
今日農業(2019年15期)2019-01-03 12:11:33
今日農業(2019年16期)2019-01-03 11:39:20
知識經濟·中國直銷(2018年3期)2018-04-12 06:43:21
商周刊(2017年22期)2017-11-09 05:08:31
商周刊(2017年9期)2017-08-22 02:57:56
河南電力(2015年5期)2015-06-08 06:01:46
 Transactions of Nanjing University of Aeronautics and Astronautics2014年2期
Transactions of Nanjing University of Aeronautics and Astronautics2014年2期
- Transactions of Nanjing University of Aeronautics and Astronautics的其它文章
- Experimental Investigation to Evaluate LiFePO4Batteries Anode and Cathode Elastic Properties under Cyclic Temperature Loading Conditions
- Temperature-Dependence of Microstructure Evolution in a Ferroelectric Single Crystal with Conducting Crack
- Influence of Patch Side of Heat-Ray Absorbing Film on One-Dimensional Unsteady Thermal Stresses in Window Glass
- Problem of Circular Hole in Thermopiezoelectric Media with Semi-permeable Thermal Boundary Condition
- One-Dimensional-Unsteady Thermal Stress in Heat-Ray Absorbing Sheet Glass:Influence of a Sudden Weather Change
- Thin Film Lithium-Ionbatteries Crack Initiation Due to Thermal and Electric Effects