一種多功能橢圓磨削機
2014-04-25 03:01:36劉建元陳裕和李炳
中國科技縱橫 2014年5期
劉建元 陳裕和 李炳
(廣東科技學院機電工程系,廣東東莞 523083)
一種多功能橢圓磨削機
劉建元 陳裕和 李炳
(廣東科技學院機電工程系,廣東東莞 523083)
目前,市場上的磨削機(研磨器)只能磨削圓形及方型的沖頭,還沒有一種能磨削橢圓的磨削裝置,本文介紹的多功能磨削機不僅能磨削方形沖頭、圓型沖頭、還能磨削橢圓外形沖頭。
橢圓靠模 萬向節 浮動滑塊 定位分度孔 引用集 布爾運算
1 磨削機新穎性簡介及市場前景(圖1)
模具小沖頭加工及維修是一般工廠經常碰到的問題,小沖頭的體積小,需用專用機械加工,一般此類專用機械結構復雜,造價適中,對于企業購置很不合算,除此之外,目前也有一些結構簡單的小沖頭研磨器,但是只便于加工圓形沖頭,不便于加工其它形狀的沖頭。一般的正多邊形,橢圓等異形沖頭的加工過程復雜,周期長,成本高。
市場需要一種適用于一般工廠,加工修理店對煞尾小沖頭及加工維修的裝置,其結構簡單,應具備多種功能,不但能作圓徑加工,還能方便的加工方形、其它正多邊形、扁形及橢圓等其它異形件。
本作品旨在克服現在技術上的缺陷,提供一種多功能小沖頭研磨裝置,其結構緊湊,將磨削機放置于磨床臺面上,可以方便的對各種形狀的小沖頭,如圓形,方形,其它正多邊形,扁形及橢圓等進行研磨加工。
加工不同大小形狀的橢圓只需更換橢圓靠模即可,橢圓靠模很方便用數銑及線切割加工而成。
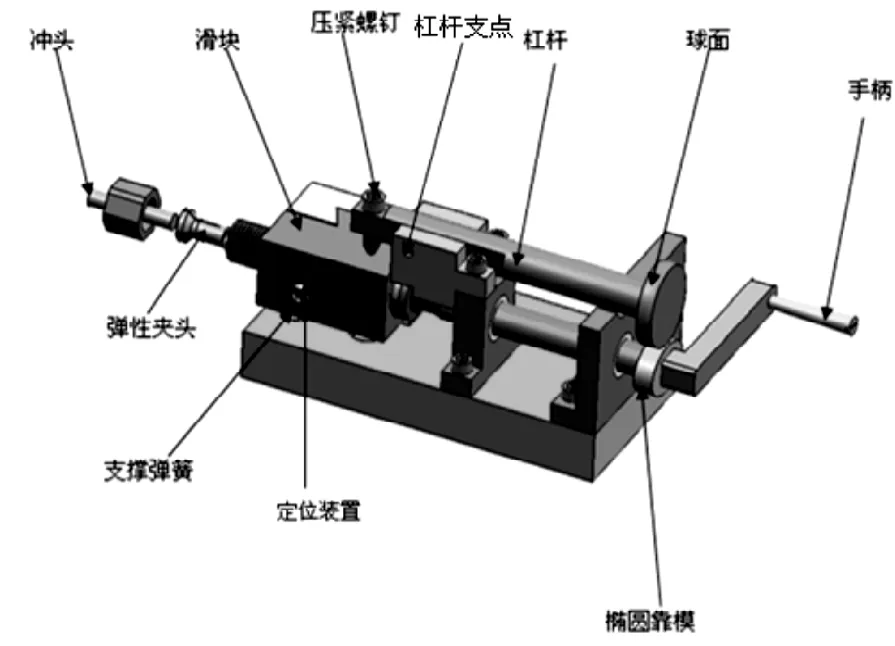
圖1 研磨器總裝原理圖
2 多功能橢圓磨削機結構及工作原理
該多功能磨削機(研磨器)是在原有的研磨器上進行改進,能實現磨多種沖頭之功能,有效解決原沖頭研磨器只能單一研磨圓形沖頭,作品所述研磨器不僅能磨圓形沖頭、還可以磨正方形、六邊形及三角形、橢圓等各種不同形狀的沖頭。
工作原理:多功能沖頭研磨器的主要工作部件有:左右方向設置的主軸,其軸線可隨滑塊作規律運動;滑塊的下方設有支承預緊彈簧,上方被壓緊螺釘壓緊,浮動的壓緊螺釘緊固在杠桿上,杠桿的另一端通過一球面與靠模相連,靠模的外形為橢圓,磨橢圓時靠模的右端的球面保持緊密接觸,從而使得球面的中心作規律的上下移動,通過杠桿帶動(比例5:1)使得壓緊螺釘作規律的上下移動,由于壓緊螺釘與滑塊一直保持緊密接觸(滑塊下方設有彈簧),于是滑塊作規律的上下移動,由于與被磨削沖頭連接的主軸安裝在滑塊內,于是主軸便帶動沖頭作上下規律的運動,所以沖頭在磨削過程中會被磨成按靠模橢圓縮小5倍的橢圓(沖頭的主軸會按將沖頭表面磨削成橢圓作規律的上下移動,這是橢圓靠模通過杠桿傳遞過來的運動規律)。
在傳動軸與主軸間安裝有一萬向節,保證與沖頭連接的軸能自如的作上下移動(如圖2)。
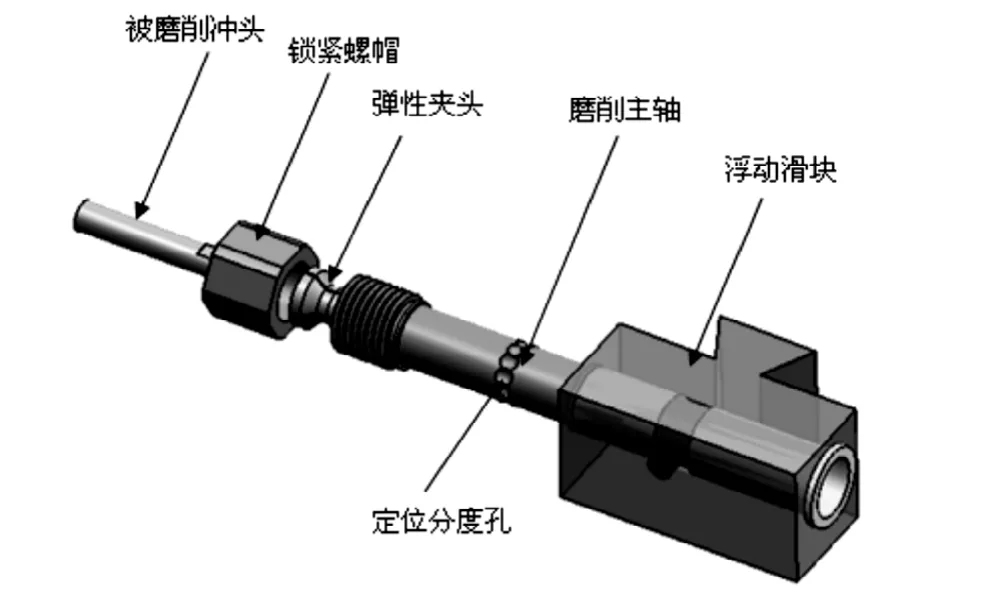
圖2 研磨器主軸結構圖
3 磨削機磨削各種外形的工作原理
3.1 磨橢圓形沖頭的工作原理
轉動手柄,橢圓靠模推動杠桿的滾輪球面上下移動,則杠桿使壓緊螺釘推動滑塊作上下移動,(由于滑塊下方安裝有支承彈簧,因此滑塊與壓緊螺釘一直保持接觸),由于磨削沖頭的主軸安裝在滑塊內,于是沖頭的主軸中心線作有規律的上下移動,在磨床上磨削時沖頭將被砂輪磨成比橢圓靠模小5倍的橢圓。杠桿運動比例為5:1,磨削橢圓時沖頭與手柄等角速轉動,如果磨削時需加快沖頭的轉動,可在手柄與橢圓靠模間增設齒輪副即可。
3.2 磨多邊形沖頭的工作原理
如圖3所示,與沖頭固定的軸上繞圓周共設有12個孔(30度間隔)。當磨3邊形時,則軸每轉過4個小孔(轉過120度)將軸用定位釘鎖緊;同理磨4邊形則軸每轉動3個小孔(轉過90度)鎖緊一次,磨6邊形時則軸每轉過兩個小孔(轉過60度)鎖緊一次。需注意將沖頭磨成多邊形時在磨削的過程中不需轉動手柄,磨削時沖頭是固定不轉動的(只有磨另一個面時才需轉動手柄適當角度并鎖緊定位釘)。
3.3 磨圓形沖頭的工作原理
磨圓形沖頭時松掉浮動壓緊螺釘,則滑塊在彈簧的作用下保持在最高位,此時滑塊保持不動,主軸與傳動軸同軸旋轉,磨削主軸的軸心線不作上下移動,操作者手搖手柄,在磨床砂輪的磨削下就將沖頭磨削成圓形沖頭。
4 磨削機的UG設計方法思路及運動結構仿真
多功能橢圓磨削機涉及應用UG的關鍵技術如下:
(1)采用自頂向下的設計方法
先構建裝配體,大量采用引用集,確保設計能正確的裝配,大量應用布爾運算,提升設計的效率。
(2)對于一些關鍵零件的設計采用能數字化功能的草圖,可確保效率,設計變更及修改的快捷性,作品具有參數功能特性。
(3)大量使用布爾運算。對于裝配體結構大量采用布爾運算,一方面可確保設計的零件結構能裝配,另一方面還可大大提升設計效率。
本作品應用的UG的運動仿真功能進行仿真。
(4)在用UG完成本作品時同步建模技術與參數化建模技術同時使用提升了效率。
(5)使用UG裝配建模功能進行裝配建模。
(6)用動畫仿真功能進行運動仿真。
應用UG運動仿真可達到如下的目的:
利用UG的運動仿真功能給三維模型的各個部件賦予一定的運動學特性,再在各個部件間設立一定的連接關系,既可建立一個運動仿真模型,應用UG運動仿真模型可以對運動機構進行大量的裝配分析工作,運動合理性分析,諸如干涉檢查,軌跡包絡,得到運動機構的運動參數,通過對這個運動仿真模型進行運動學或動力學運動可以分析該運動機構的合理性,并用可以利用圖形輸出各個部件的位移,坐標,加速度,速度和力和變化情況,對運動機構進行設計優化。
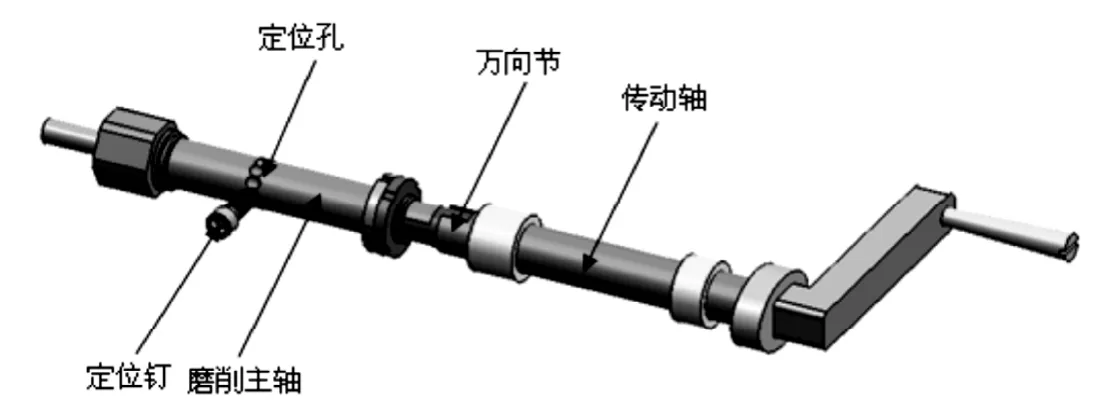
圖3 研磨器傳動軸與磨削主軸結構圖
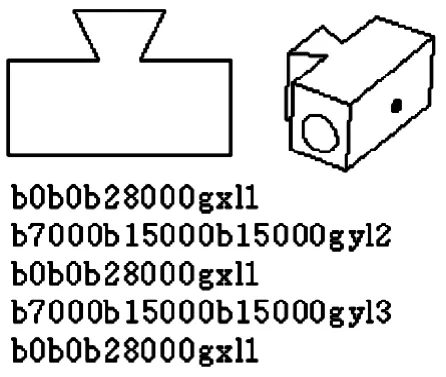
圖4 滑塊的3B線切割程序
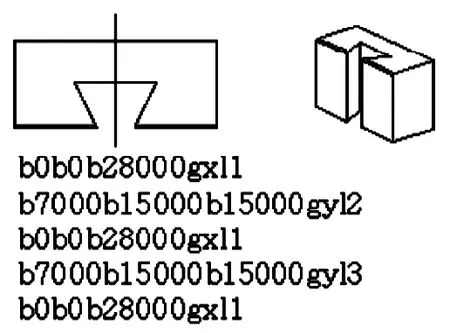
圖5 滑塊座的3B線切割程序
5 磨削機主要零件的加工工藝及數控加工程序
5.1 滑塊及滑塊座的線切數控加工程序(圖4、圖5)
5.2 橢圓靠模加和程序
磨削橢圓沖頭時,因傳動杠桿的比例為5:1,因此將被磨削沖頭的橢圓長半軸及短半軸擴大5倍即可求出橢圓靠模的長半軸及短半軸,橢圓靠模的外形加工用線切割或數控銑床加工均可。
6 結語
本文所述磨削機(研磨器)成功用橢圓靠模和杠桿傳動研磨橢圓,在車間的實際生產加工中被證實具有很高的可靠性,能保證加工精度,具有較高的效率,更換橢圓靠模即能磨削不同尺寸的橢圓;此多功能研磨器還將磨削三邊形,四邊形、六邊形等多邊形磨削功能集成在一起,具有較強的實用性和推廣價值。
[1]楊珍.數控銑床加工特殊零件的夾具[J].金屬加工,2008(2):47-48.
[2]全曉春,劉曉花.基于機床夾具的設計[J].甘肅科技,2012(2):72-73.
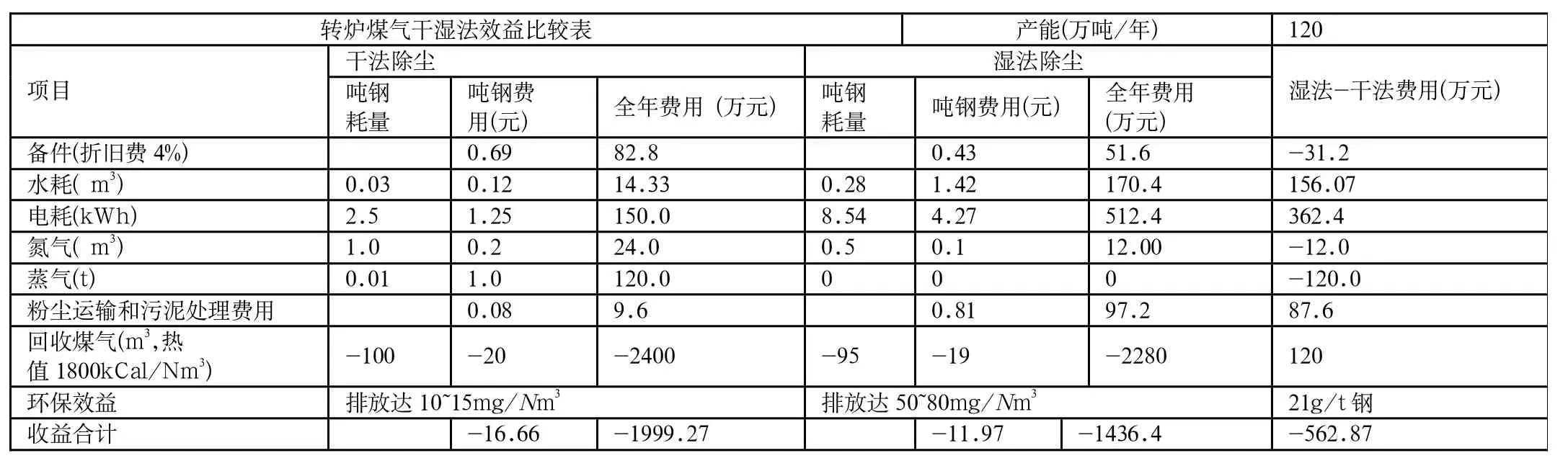
表1 120t轉爐煤氣凈化干濕法除塵對比分析
7 結語
干法除塵中電除塵器可以有效消除小于等于2.5μm的煙塵,對PM2.5的防控有顯著效果。轉爐煙氣干法除塵凈化效率超過99.98%,回收干粉塵20~25kg/t鋼,相比濕法OG可以減少21g/t鋼的排放量,環北京地區可減排約8萬t的粉塵,也即多回收約8萬t的燒結造球原料,除此之外,煉鋼廠運行費用可減少4.7元/t鋼。 因此濕法改干法是大勢所趨。濕改干項目改造難度大,尤其是對工程負責單位工廠設計要求特別高,施工難度也很大,同時需要具有較強的系統掌控能力以及設備集成能力。困難和機遇并存,根據國家最新環保排放要求,2015年元旦之前,現有企業轉爐一次除塵排放標準必須達到50mg/Nm3以下,隨著國家對于冶金行業環保排查工作的貫徹推行,未來幾年轉爐一次除塵濕改干工程肯定會出現高峰期。隨著干法使用單位的增加,相信隨著干法除塵的運行維護經驗的增加,系統的優化完善改進工作勢在必行,該系統的優勢將進一步突出。
參考文獻:
[1]成立良,等.煉鋼轉爐煙氣的回收利用技術[M].北京:中國環境科學出版社,1990年l2月出版.
廣東科技學院2012年院級科研立項課題“橢圓形零件磨削加工工藝研究”(GKY—2012KYYB—B)。
劉建元(1974-),男,工程師、講師、高級技師,研究方向計算機輔助設計與制造及快速成型。
