百萬千瓦級核電站AP1000 鍛造主管道的制造工藝及質量控制
2014-04-25 05:15:48熊冬慶呂艷新張發云黃炳臣
制造技術與機床 2014年3期
鄧 冬 熊冬慶 呂艷新 張發云 黃炳臣
(環境保護部核與輻射安全中心,北京100082)
AP1000 核電技術是我國從美國西屋公司引進的第三代核電技術,也是當前世界上技術最先進、安全性能最高的非能動型壓水堆核電技術。AP1000 是一個擁有二環路的壓水反應堆,每條環路包括一臺蒸汽發生器、兩臺反應堆冷卻劑泵以及一根冷卻劑主管道熱管段和兩根冷管段,另外在其中一個環路上還包含穩壓器及相應的連接管道(波動管)[1]。AP1000 主管道熱段主要設計尺寸見表1。
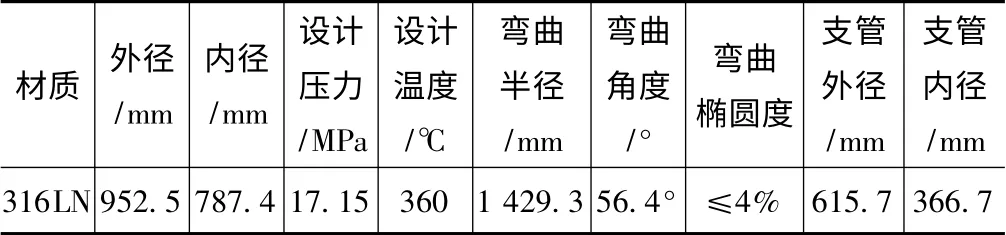
表1 AP1000 主管道熱段主要設計尺寸
AP1000 主管道不同于第二代核電站采用的鑄造不銹鋼管,采用的是整體鍛造、加工、彎管的超低碳控氮不銹鋼管道,要求其冶煉、澆鑄、鑄造、熱處理、深孔加工和彎管等工藝都有較高難度[2]。對設備制造廠的熔煉能力、鍛造能力、煨彎成型能力、精加工能力、無損檢驗以及理化檢驗能力都提出了新的考驗及挑戰[3]。AP1000主管道可以最大限度地提高AP1000 核電站在設計基準事故乃至超設計基準事故下的安全性和可靠性。
1 鋼錠的冶煉及鍛造
AP1000 鍛造主管道材質為ASME SA376-TP316LN奧氏體不銹鋼,具有較強的耐腐蝕性[4],高溫強度特別好,具有良好的焊接性能,可采用所有標準的焊接方法進行焊接。其化學成分見表2。
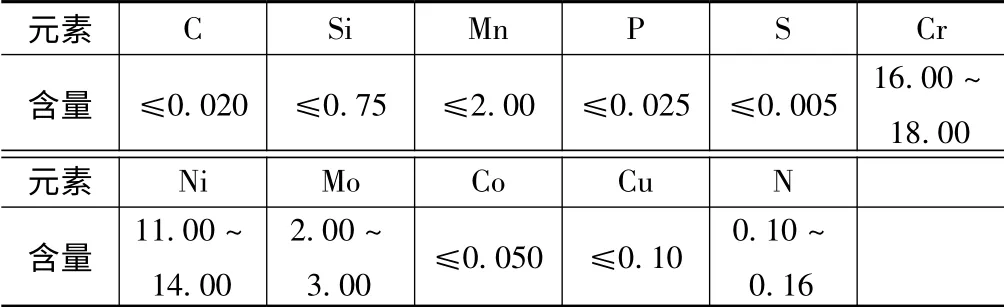
表2 ASME SA376-TP316LN 奧氏體不銹鋼化學成分(質量分數,%)
針對AP1000 鍛造主管道,比較常用的鋼錠冶煉工藝有3 種:(1)電弧爐+VODC+電渣重熔;(2)電弧爐+AOD+電渣重熔;(3)電弧爐+VOD+真空澆鑄。
采用前兩種冶煉工藝,鋼錠在結晶組織及純度上優于第3 種。電渣重熔采用三相電極分布形式和交換式電極更換方式,最終形成鋼錠重量80 t。
在冶煉過程中應當注意以下環節:
(1)P、S 的控制:為提高材料的力學性能指標,在冶煉過程中將P 控制在0.020%以下,將S 控制在0.005%以下。
(2)化學成分的控制:微觀組織中的鐵素體含量,對于材料性能指標和焊接性能也有較大影響,因此需要制定相應措施來確保材料滿足相應技術要求。
(3)大型不銹鋼鋼錠的宏觀偏析和鋼錠的純度控制。
對于鋼錠的鍛造,采用萬噸以上壓機進行整體鍛造,鍛壓溫度控制在900 ~1 200 ℃,鍛后空冷或進行消除鍛造應力的回火處理。鍛造工藝均包括墩粗、拔長、壓凸臺、整圓等,總的鍛造比為4 ~8。
在鍛造過程中,如果出爐鋼錠表面有裂紋或者在鍛造過程中鍛件表面出現裂紋,需空冷,用電弧氣刨法將裂紋去除后再放入加熱爐,重新加熱到鍛造溫度。
鍛件坯料粗加工后,進行100%的超聲波(UT)和液體滲透(PT)檢驗,對于管嘴的超聲波檢驗,應采用斜探頭和直探頭分別檢驗。
2 主管道的煨彎成型及熱處理
鍛件坯料粗加工后,爐內加熱到1 100 ℃保溫至內外溫度均勻一致,然后在萬噸以上水壓機上用專用模具進行煨彎成型,熱成型溫度為900 ~1 100 ℃,采用熱彎成型,煨彎前完成1∶1 碳鋼管彎曲試驗,彎曲角度誤差控制在0.5°。
彎制前通過計算機模擬數值及其它試驗件的模擬數據進行彎形參數的優化,通過對彎形模具的修正及模具之間的配合,控制整個彎制過程中的變形量,以滿足彎制的要求。
在加熱環節,采用臺車式燃氣爐進行加熱,采用熱電偶控制爐內溫度,共采用6 支熱電偶測溫,加熱溫度1 100 ℃,保溫時間至少4 h,升溫速度不大于70 ℃/h。在壓彎環節,鍛件出爐后放入工裝,進行壓彎,當溫度降到900 ℃時,重新加熱工件至成形溫度1 100 ℃,再次出爐進行壓彎。壓彎過程采用紅外測溫儀監視鍛件溫度,保證鍛件在900 ℃以上變形。成型后的主管道形狀如圖1 所示。
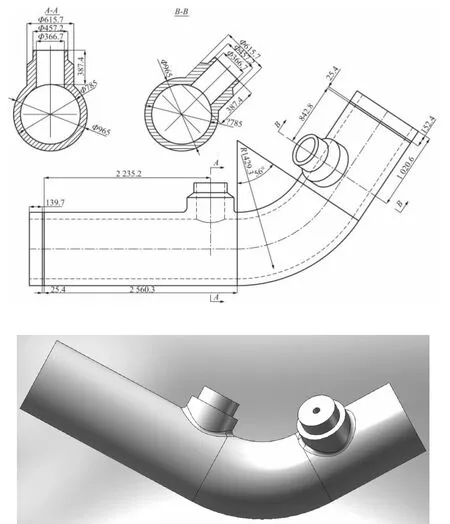
圖1 煨彎成型后的主管道形狀示意圖
在熱處理之前對彎曲區域和彎曲區兩側進行100%液體滲透(PT)檢驗。
鍛件粗加工、彎曲成型后進行固溶熱處理。固溶熱處理溫度為1 050 ~1 150 ℃,在整個工件保溫時允許的最大溫度偏差為±20 ℃,保溫時間不少于4 h。采用臺車式燃氣熱處理爐進行熱處理,整個升溫和保溫過程采用計算機自動控制,固溶熱處理的溫度控制如圖2 所示。
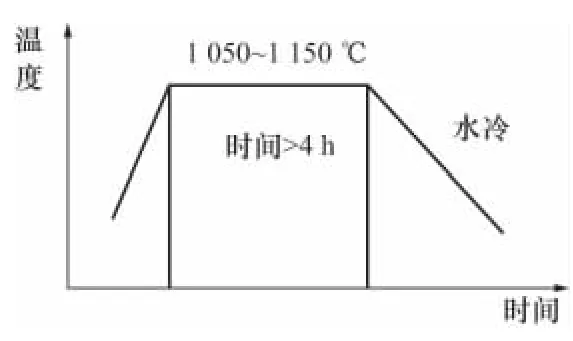
圖2 固溶熱處理的溫度控制示意圖
(1)在溫度控制和記錄環節,由于AP1000 主管道不允許焊接任何東西,因此測溫采用在主管道上布置測溫試塊,將熱電偶與測溫試塊緊密接觸,通過測量試塊的溫度來測量主管道溫度。測溫熱電偶采用熱電偶,鎳基高溫合金保護。溫度由三支直接與管段和彎管段接觸的熱電偶測量,測量溫度信號直接輸入自動溫控設備控制爐溫。
(2)在急冷環節,為了保證冷卻速度滿足要求,當保溫時間滿足要求后,工件出爐到入水時間不得超過4 min。采用水池進行水冷,確保工件入水前的水溫不高于40 ℃,工件入水后的水溫最高不高于70 ℃。為了確保工件的快速急冷效果,工件入水后至少前5 min內使冷卻水連續充分地流動,工件入水3 min 內應降至427 ℃以下。
3 無損及理化檢驗
鍛造毛坯的精加工包括了鏜內孔和外圓加工,分別在深孔鏜床和大型車床上完成[5]。精加工后管道全表面應按照ASME NB - 2546 的標準要求進行100%表面液體滲透檢驗和驗收。
主管道鍛件熱處理后和最終機加工后應進行100%體積超聲檢驗,根據ASME NB -2540 的要求采用直探頭和ASME NB-2550 的要求采用斜探頭掃查,驗收標準應滿足ASME NB-2540,管道和接管端部也應進行UT 檢驗。
精加工后,對主管道進行全面的尺寸測量,包括內徑、外徑、橢圓度、壁厚減薄或增厚率、彎曲角度和兩接管嘴夾角,彎頭部分的內、外表面粗糙度應≤3.2 μm,然后對主管道樣品進行理化檢驗,包括金相組織、晶粒度、晶間腐蝕試驗、硬度、化學成分和拉伸性能等,需要滿足晶粒度達到2 級,推薦3 級或更高,無晶間腐蝕裂紋,金相組織應當為奧氏體+孿晶,理化檢驗結果應當滿足表3 的要求。
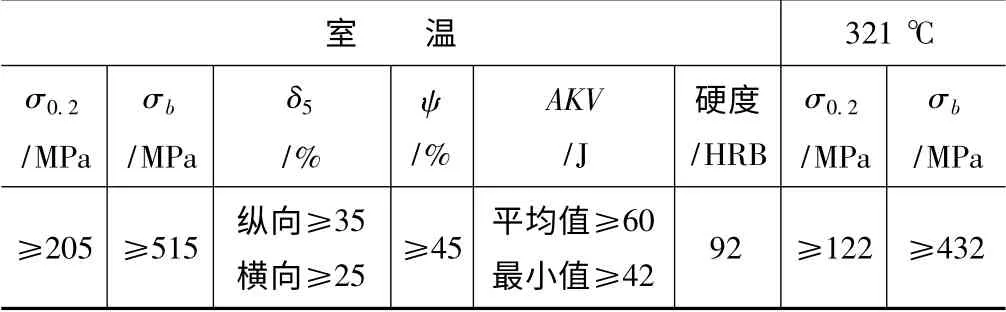
表3 AP1000 主管道力學性能
機加工后的彎頭彎曲部分的截面(垂直于彎頭彎曲中心線)橢圓度應小于名義直徑的4%。彎曲后彎頭的壁厚減薄量應不大于名義壁厚的12.5%。內側壁厚增厚量應不大于名義壁厚的12.5%。
橢圓度定義為:(Dmax-Dmin)/D ×100%。其中:D為圖紙規定的名義直徑,mm;Dmax為管子彎曲后的最大直徑,mm;Dmin為管子彎曲后的最小直徑,mm。
4 結語
壓水堆核電站核島中,主管道是核島內7 大關鍵設備之一,稱為核電站的主動脈。主管道連接了反應堆壓力容器、蒸汽發生器和反應堆冷卻劑泵,從而組成一條閉式的循環回路。在核電站中,反應堆壓力容器及主管道組成了核電站的第三道安全屏障。主管道所運輸的冷卻劑含有從反應堆中帶來的放射性物質,主管道一旦出現冷卻劑泄漏,將會帶來巨大的安全問題。所以主管道的制造要求尤其嚴格,相比較于二代加核電站堆型,作為第三代核電站的AP1000 主管道提出了更高的要求,二代核電站采用碳鋼鑄造主管道并焊接支管,而AP1000 主管道采用整體鍛造,支管和母管一體化鍛造,具有更加優良的理化性能,更良好的耐腐蝕性。
[1]林誠格.非能動安全先進核電廠AP1000[M].北京:原子能出版社,2008.
[2]宋樹康,劉志穎,鄭建能,等. 第三代AP1000 核電主管道的研制[J].大型鑄鍛件,2011(1):1 -4.
[3]潘品李,鐘約先,馬慶賢,等.大型核電主管道制造技術的發展[J].鍛壓裝備與制造技術,2011(1):13 -17.
[4]孫鳳先,馬慶賢. APl000 主管道控制鍛造工藝探索[J]. 大型鑄鍛件,2010(4):30 -32.
[5]盧華興. AP1000 核電站主管道國產化研制進展[J]. 上海金屬,2010,32(4):29 -32.
