低溫甲醇洗系統尾氣洗滌塔的改造
2014-04-26 01:19:42刁廣琦
山東工業技術 2014年14期
劉 偉,刁廣琦
(1.兗礦集團國宏化工有限責任公司合成部,山東 鄒城 273512;2.兗礦集團未來能源化工有限公司凈化部,陜西 榆林 719000)
低溫甲醇洗系統尾氣洗滌塔的改造
劉偉1,刁廣琦2
(1.兗礦集團國宏化工有限責任公司合成部,山東鄒城273512;2.兗礦集團未來能源化工有限公司凈化部,陜西榆林719000)
國宏化工有限公司的變換氣凈化裝置采用了德國魯齊公司的低溫甲醇洗工藝,利用變換氣中的各組分在甲醇中的溶解度不同脫除變換氣中H2S、COS等酸性氣體,自2007年運行以來一直比較穩定,但是經再吸收塔閃蒸氣提出的CO2尾氣,雖然經尾氣洗滌塔洗滌后排放,但運行情況不太理想,尾氣指標存在超標現象,對環境造成很大的影響。我們通過近期對系統的監控運行,對尾氣問題作了一系列的排查分析,針對以上問題對尾氣洗滌塔進行改造。本文介紹了國家化工有限公司低溫甲醇洗裝置尾氣洗滌塔運行現狀,分析原因,并根據操作經驗進行了總結。
甲醇;尾氣;低溫甲醇洗
1 排查分析
1.1基本流程
尾氣主要在再吸收塔下塔形成,該塔分上下兩個部分,上塔分為二氧化碳回收段和低壓閃蒸段,其主要作用是生產CO2產品,下塔主要分為再吸收段、硫濃縮段和氣提段,其主要作用是形成尾氣、實現硫濃縮及回收冷量。低壓閃蒸段的入口介質為富碳甲醇,富碳甲醇降壓閃蒸出部分CO2后經虹吸管進入下塔頂部作為尾氣的洗滌介質,以洗滌閃蒸出的H2S和COS;二氧化碳回收段介質上部為富碳甲醇,下部為富硫甲醇,兩者閃蒸后混合進入下塔再吸收段,同時作為再吸收液,吸收富硫甲醇液中閃蒸出的H2S和COS,此外還有一股來自中壓閃蒸塔的富硫甲醇直接進入下塔再吸收段,再吸收段的富硫甲醇經氣提氮氣提并經過酸性氣體的再吸收,使H2S進一步濃縮后,形成的富硫甲醇進入熱再生系統進行再生。產生的尾氣回收冷量后去尾氣洗滌塔經除鹽水洗滌后排放。由此可見超標的尾氣主要來自再吸收塔下段的氣提尾氣。
1.2影響因素
1.2.1工藝排查
針對尾氣指標的問題,首先從工藝操作上進行分析調整主要有以下幾個方面:
(1)再洗甲醇的循環量不足。再洗甲醇的循環量不足,無法徹底洗滌閃蒸出的H2S和COS,導致部分H2S和COS通過尾氣進入大氣,影響尾氣指標。通過增加CO2主洗甲醇的循環量,減少H2S主洗甲醇量,增加入再吸收塔低壓閃蒸段的富碳甲醇,適當降低富硫甲醇的流量,來解決再洗甲醇循環量不足的問題。
(2)再洗甲醇的溫度高。再洗甲醇的溫度高,導致再洗甲醇的吸收效果不理想,無法徹底吸收閃蒸出的H2S和COS,影響尾氣指標。通過調節H2S主洗甲醇循環量來解決。降低H2S主洗甲醇流量,加大入丙烯冷卻器的甲醇流量,增加冷量的吸收,降低再洗甲醇溫度。
(3)再吸收塔溫度高。再吸收塔的甲醇溫度高,導致部分已經溶解在甲醇中的H2S和COS解吸閃蒸出來,影響尾氣指標。該問題主要通過調整尾氣冷量回收管線的冷量分配來解決。增加入氮氣冷卻器的尾氣量,降低入克勞斯氣體/尾氣換熱器的尾氣量,降低入再吸收塔的氣提氮氣溫度,以降低再吸收塔的整體溫度。
(4)氣提氮氣量過大。導致部分H2S和COS被氣提出來,影響尾氣指標。通過降低氣提氮氣量來解決。
通過調整相關工藝指標均已得到優化,尾氣指標雖得到了優化,但是仍不太理想,工藝調整未能達到滿意得效果,認為工藝操作不存在問題。
1.2.2設備排查
從設備角度分析主要有以下幾個可能:
(1)克勞斯尾氣/尾氣換熱器泄露,高濃度的克勞斯氣體泄露至尾氣管線。經取樣分析已排除。
(2)變換器最終冷卻器泄露,變換氣泄露至尾氣管線。經取樣分析已排除。
(3)尾氣洗滌塔處理量不足。經分析發現低負荷狀態下,尾氣指標均達到了控制指標,未出現超標現象,系統高負荷運行時,尾氣指標不太理想,由此聯想到尾氣洗滌塔為填料塔,操作范圍較小,加之現本廠的實際負荷高于設計指標,導致入尾氣洗滌塔的氣量大于設計值,僅用除鹽水無法完全洗滌尾氣中的H2S和COS,致使部分H2S和COS排入大氣污染環境,這才是尾氣指標超標的根源所在。
綜上所述,導致尾氣指標不理想的主要原因在于入尾氣洗滌塔的尾氣量超出了尾氣洗滌塔的處理能力,原用于洗滌尾氣的除鹽水不足以洗滌尾氣中的H2S和COS,導致尾氣指標一直不太理想。
1.3系統優化
針對本廠尾氣洗滌塔處理量不足的問題,我們對系統進行了優化,如圖所示。
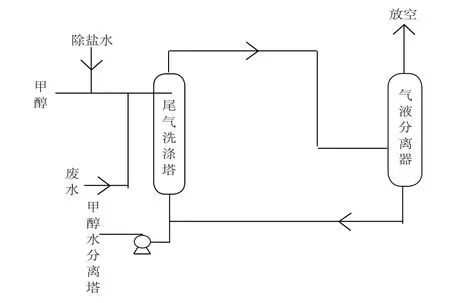
自甲醇水分離塔引入一股甲醇并入除鹽水管線進入尾氣洗滌塔,利用H2S和COS在甲醇中的溶解度大于水,對尾氣進行洗滌,充分吸收尾氣中的H2S和COS,解決尾氣量大而除鹽水不能完全洗滌的問題,從而有效避免了H2S和COS進入大氣污染環境。
另加裝一氣液分離器,防止洗滌甲醇隨尾氣被夾帶排放入大氣,分離出的甲醇并入尾氣洗滌塔底部管線入甲醇水分離塔,經甲醇水分離塔精餾后,重新并入系統,循環利用。
該裝置經改造后投入使用至今,尾氣指標均達到廠控設計指標,同時尾氣夾帶的甲醇含量明顯降低,從根本上解決了本廠尾氣總硫超標的問題的同時,增加了經濟效益。
2 結語
低溫甲醇洗裝置雖是目前國內外比較成熟的一套氣體凈化裝置,但是由于各廠的生產情況不同,仍需根據實際運行狀況進行優化調整。本廠的尾氣洗滌塔通過技術改造后,使尾氣達到了設計指標,同時系統的噸甲醇消耗也有所降低,改造具有環保和經濟的雙重效益。同時該改造方案實施容易,風險小,對系統的影響小,可在同樣問題的低溫甲醇洗裝置上應用。
[1]陳敏恒等編.化工原理[M].北京:化學工業出版社,1999.
[2]諸林.天然氣加工工程[M].北京:石油工業出版社,1996.
[3]何小榮.化工過程優化[M].北京:清華大學出版社,2003.
劉偉,助理工程師,2008年畢業于青島大學,化學工程與工藝專業。