孕鑲金剛石鉆頭制造專用數控中頻熱壓機的研制
2014-04-27 13:05:56劉全心胡郁樂
制造技術與機床 2014年5期
劉全心 劉 青 胡郁樂
(①鄂州職業大學機械工程學院,湖北 鄂州436000;②湖北長江精工材料技術有限公司,湖北鄂州436000;③中國地質大學(武漢),湖北 武漢430074)
金剛石鉆頭是地質勘探行業必不可少且無可替代的加工工具,其一般是采用粉末冶金方法來制造。傳統的鉆頭壓燒制造過程中,壓力、溫度兩個參數不能精確控制,且匹配作用效果差,所生產制造的鉆頭質量不穩定,鉆探效率低[1]。發達國家如德國、韓國、意大利等,早已淘汰傳統式的熱壓設備,選用德國飛羽、韓國DIEX 等世界先進的全自動品牌熱壓機,應用于金剛石鉆頭制造。當前,這些設備在國際上擁有較高的市場占有率,但價格昂貴。
工欲善其事,必先利其器,研制新一代全自動金剛石鉆頭熱壓設備,勢在必行。為了滿足金剛石鉆頭制造過程中產品質量更好、自動化程度更高、功能更齊全的行業需求,本項目專門研制了一種新型緊湊、高效智能、穩定安全的金剛石鉆頭熱壓用數控中頻熱壓機。本熱壓機的特點是:突破傳統高頻設備的束縛,消化吸收了國內外同類產品的優點,以數控、節能和簡便為特征,具有自動化程度高、控制精度高、能耗低、安全環保等性能,同時進一步優化設備的高端性能,實現生產過程的監控和數據管理。設備中所有零部件的國產化率達到95%,完全取代昂貴的進口產品,其綜合性能顯著優于進口產品水平。該熱壓機應用于金剛石工具行業,可進一步提升系列裝備的自動化水平,推動金剛石工具行業產品的提檔升級,促進金剛石行業的規模化發展。
1 系統組成與工作原理
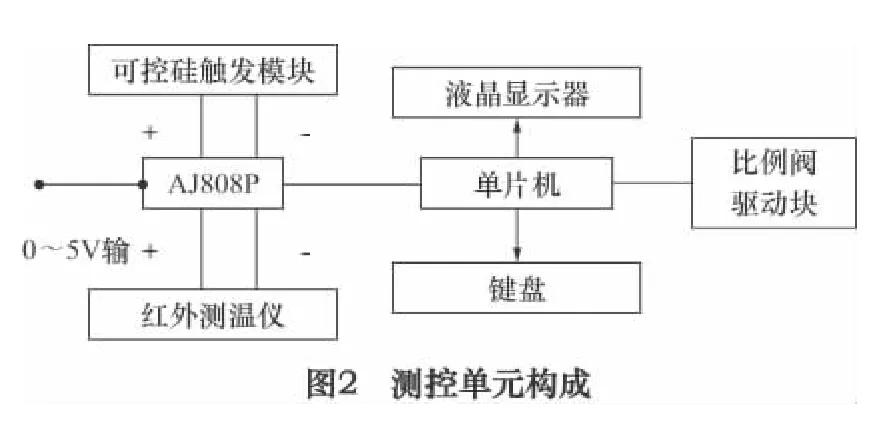
本數控中頻熱壓機采用模塊組合結構,由壓燒主機、中頻電源和控制臺等3 部分組成,是一款集光、機、電、液壓于一體的自動化設備。其中,壓燒主機主要利用液壓系統,依照壓力曲線對鉆頭坯體施壓;中頻電源則專門進行頻率發生和加熱能量調整,在施壓同時加熱燒結;控制臺則主要實現參數設置、參數監控和調整等功能作用。該機型內含工控機、可控硅控制發熱單元、紅外測溫儀、電液比例閥總成和壓力傳感器等部件,系統組成如圖1 所示。本機型運用了數字化測控方法來測控溫度參數,即采用帶數字通訊接口的紅外測溫儀和數字溫度控制器等新型元器件,構成溫度測控單元系統,其元器件連接如圖2 所示。
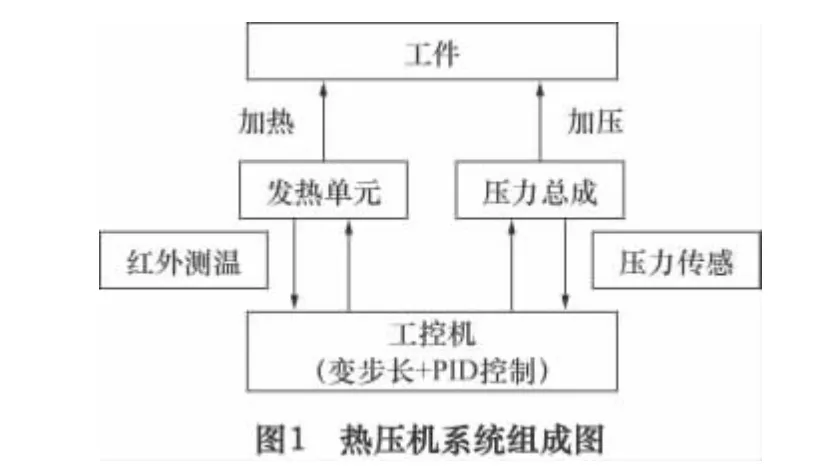
工作原理:本機型將溫度和壓力兩個關鍵參數耦合集成到一臺設備裝置上來,實現金剛石鉆頭制造的安全高效、質量穩定、節能環保等功效。工作時,熱壓機利用壓力傳感器實時檢測壓模施加的壓力,并通過PID 控制來調節液壓缸的工作壓力,使壓力控制在工藝曲線范圍內。在施壓同時,熱壓機利用紅外測溫儀實時檢測燒結溫度,將之與預設溫度相比較,得出溫差信號;接著工控機結合PID 控制和變步長算法,來調節可控硅的移相角大小;最后中頻電源利用晶閘管元器件,將工頻電流通過三相橋式整流、電抗器平波和逆變橋逆變,變成恒定中頻電流,并由感應線圈和補償電容器組成并聯諧振電路輸出[2],來改變加熱電流大小,從而精準調節壓模和工件的溫度,使其保持在設定的范圍內。整個壓燒過程,壓力和溫度參數是按照預先設置工藝曲線進行耦合匹配作用的。
為了解決燒結工藝誤差大、產品質量不一致的問題,達到工藝操作執行準確,產品標準統一的目的,本機型同時預存和設置100 組以上的溫度和壓力工藝數據(均為生產實踐摸索總結出的有效數據),并可通過擴大微機系統存儲單元來存儲更多的工藝曲線。在燒結過程中,可以根據具體的工藝需要,方便靈活地選擇多種不同的溫度曲線,以滿足不同用戶及不同配方材料的要求,并可保證生產工藝過程全自動化,避免造成燒結體產品質量不一致,質量不穩定的問題。
2 測控算法設計
本系統引入變步長算法,結合PID 控制技術,實現對溫度和壓力的精確控制。工作時,系統在傳統的“功率放大器+比例閥”基礎上,增加被控對象如壓力(比例壓力閥)或流量(比例流量閥)的檢測與反饋環節,并依據數字PID 控制算法進行調節,以獲得較高的精度、穩定度與較好的動態特性[3]。這里采用了常用的在線整定法,并在操作界面上設置了參數輸入功能,在現場通過輸入不同的系數,觀察壓力實時曲線的變化,從而找到系統的最優控制參數。基于PID 的電液比例控制器的工作原理設計如圖3 所示。

各組成單元及功能:
(1)PID(P 為比例調節,I 為積分調節,D 為微分調節)調節單元,是系統的核心控制單元,其功能是:根據檢測到的偏差e(t)=g(t)-r(t)進行PID 調節,產生輸出u(t)。
根據有關控制理論[4],PID 調節單元的輸出為:

式中:Kp為比例系數;TI為積分時間常數;TD為微分時間常數。
(2)功率放大器。功能是將PID 調節單元輸出的電壓控制信號u(t)線性地轉換為電流驅動信號i(t),以驅動比例閥的電磁鐵。
(3)比例閥。內部含有比例電磁鐵,能產生與驅動電流i(t)成比例的力Fd,控制閥芯的位置,從而獲得與控制信號成比例的液壓參數(壓力P或流量Q)。
由于比例閥自身的特性(如電磁鐵的磁滯、閥口的節流效應等)以及系統干擾等因素的影響,液壓參數與控制信號之間存在非線性,而且在一定范圍內波動,即存在偏差,因此必須通過PID 調節單元進行補償與修正。
(4)檢測環節。實時檢測比例閥的輸出量(壓力P或流量Q),并反饋給PID 調節單元計算偏差,然后進行調節。
依據上述原理,實現數字PID 調節控制的工作流程如圖4 所示。

3 與當前國內外同類熱壓機的綜合性能比較
與傳統設備的比較,本數控中頻熱壓機具有以下特點:自動化程度高,產品一致性好,質量穩定;滿足多工藝多規格產品生產要求,效率高,節能環保;便于拓展應用范圍,如金屬物件焊接和金屬熱處理等。本熱壓機設備性能指標見表1 所示。
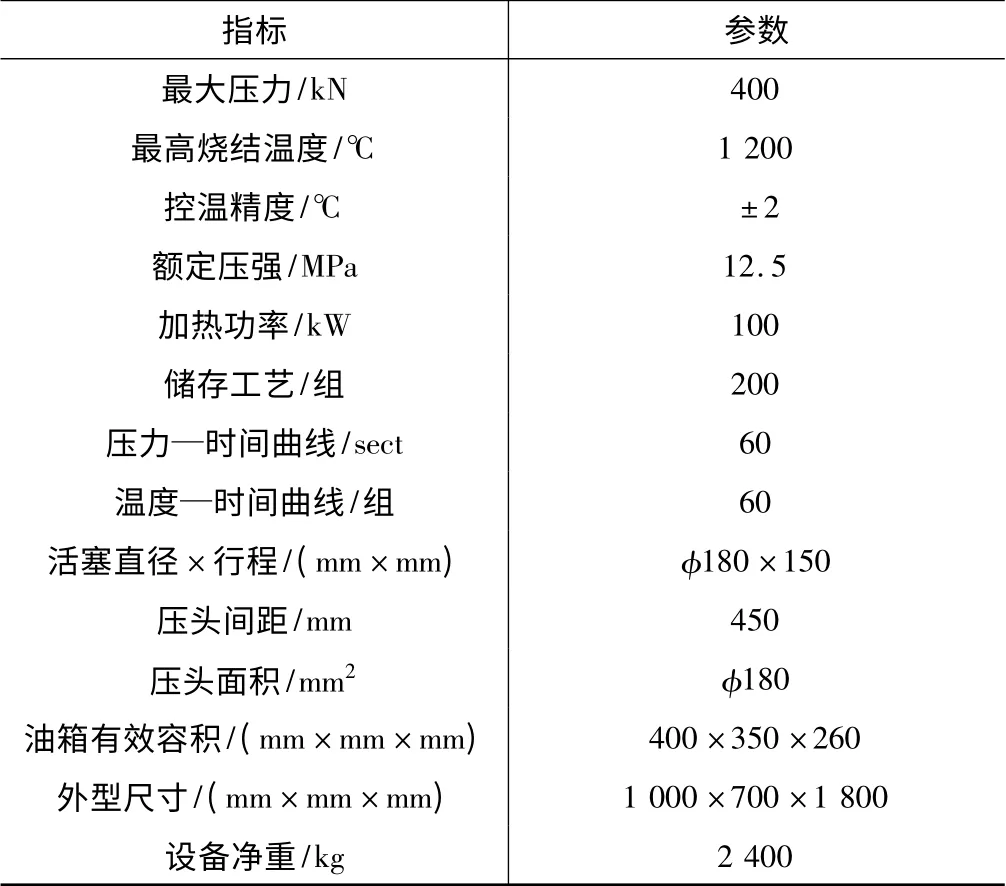
表1 本數控中頻熱壓機性能指標
本機型經過進一步技術創新,優化設備的高端性能,形成自身產品特色,建立了企業內部的行業標準(Q/ZCJ003 -2010)。產品中的所有零部件國產化率達到95%,完全取代昂貴的進口產品。表2 所示是中外同類自控熱壓設備主要技術指標的比較,從表中可以看出:該型號自控熱壓機的控溫控壓誤差、波動值、極限真空度,以及工藝曲線組數,均達到甚至超過國際水平,產品綜合性能優異。
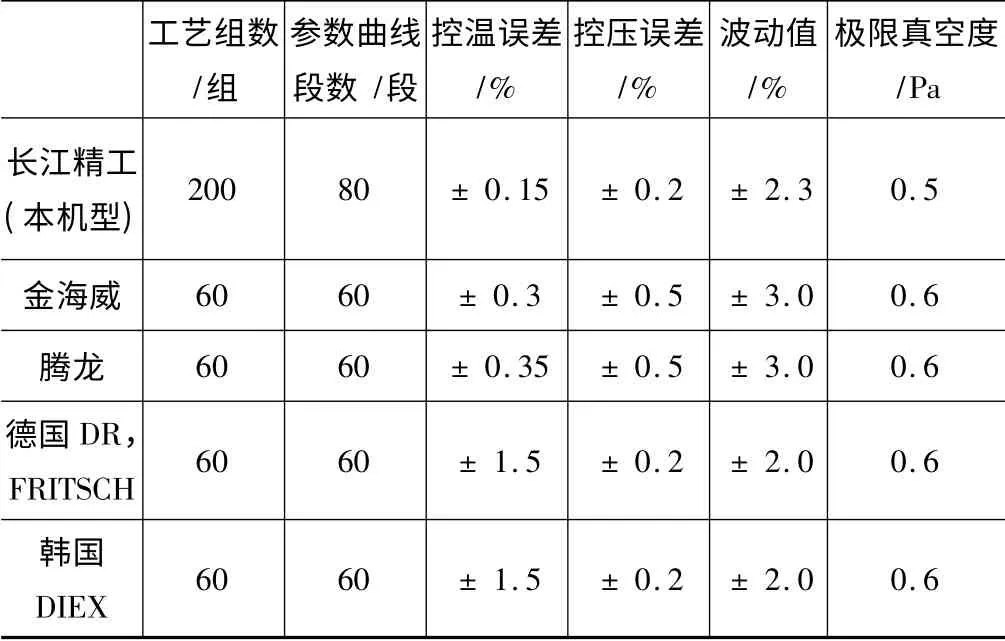
表2 中外同類自控熱壓設備主要技術指標比較
4 結語
(1)本熱壓機型采用模塊組合結構,由壓燒主機、中頻電源和控制臺等3 部分組成。采用耦合形式集成壓力和溫度2 個關鍵參數,保證施壓和燒結協調匹配作用效果;引入變步長算法,與PID 控制方法相結合,實現對金剛石鉆頭燒結過程中溫度參數的精確測控;采用預存多組工藝數據曲線的方法,方便滿足不同用戶及不同配方材料的選擇要求。
(2)本機型專門用于壓燒金剛石鉆頭,滿足金剛石鉆頭制造的參數匹配、安全高效、節能降耗、操作簡便等特殊工藝要求,并可實現金屬基復合材料的自動燒結、焊接和熱處理等,設備自動化程度高。
[1]張永勤. 國外天然氣水合物勘探現狀及我國水合物勘探進展[J].探礦工程,2010(10):3 -5.
[2]柏建普,高美霞,高志成. 微機控制的晶閘管中頻電源[J]. 工業加熱,2003(1):40 -41.
[3]武昌俊. PID 模糊控制器的改進[J]. 安徽工程科技學院學報:自然科學版,2004(1):22 -24.
[4]陳炳和. 計算機控制原理與應用[M]. 北京:北京航空航天大學出版社,2008.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
