銑鉸刀的優化改進
2014-04-27 13:06:06馬志龍賀鳳寶張偉宋日家
制造技術與機床 2014年5期
馬志龍 賀鳳寶 張偉 宋日家
(①大連工業大學機械工程與自動化學院,遼寧 大連116034;②大連吉瑞刀具技術股份有限公司,遼寧 大連116034)
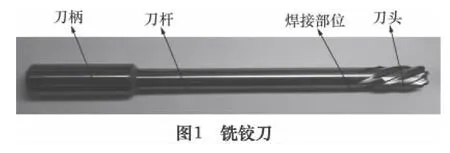
國內某廠的熱交換器板使用銑鉸刀進行精加工,刀具為直柄焊接式銑鉸刀,如圖1 所示。刀頭采用進口硬質合金料HB3(見表1);刀桿和刀柄采用合金鋼42CrMo(見表2);被加工工件為熱交換器板,材質為Q235B;孔尺寸為φ19.18 mm,加工長度為36 mm,通孔,每塊板孔數為2600 個。銑鉸刀規格為Φ19.18 mm×230 mm,表3 和表4 為未改進前的銑鉸刀主要幾何參數。原刀具使用壽命為每支刀具加工700 個孔。本文對孔表面質量超差、刀具壽命低的原因進行了分析并提出了改進方案,取得了較為滿意的效果,改進后刀具使用壽命增加到每支刀具加工1700 個孔,比較之前提高了140%,并提高了孔加工表面質量。
刀具使用TiN 涂層。機床為龍門加工中心,冷卻方式采用外冷。原加工參數為:進給量f=240 mm/min,轉速450 r/min。

表1 銑鉸刀刀頭材料

表2 銑鉸刀刀桿柄材料

表3 改進前銑刀主要幾何參數
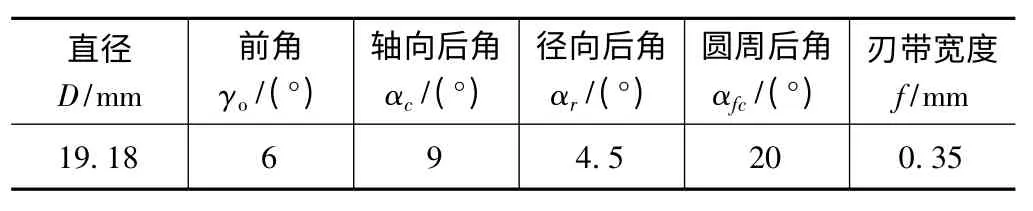
表4 改進前鉸刀主要幾何參數
1 實驗
1.1 改進前
首先采用改進前的銑鉸刀(幾何參數見表3.4),轉速為450 r/min,進給量f=240 mm/min,加工700 個孔后,工件孔加工表面質量超差,達不到使用要求。
現場觀察,切屑細長,開始時為銀白色,后來逐漸變為黑色。加工孔內表面質量一般,加工600 個孔后孔表面有明顯的劃痕、毛刺現象。刀具如圖2 所示,銑鉸刀前面的銑刀磨損正常,后面的鉸刀前刀面磨損嚴重,切削刃有不同程度的崩刃現象。

分析認為,鉸刀前角較小,導致孔的表面質量一般;刀桿材料只經過表面熱處理,表面硬度高、中心硬度低,導致刀桿整體性能不好,在加工過程中刀桿變形而徑向跳動較大,從而影響刀具壽命和孔表面質量。
1.2 改進后
通過上述分析,首先對刀具材料進行優化改進,提高刀桿的整體硬度;由于銑刀磨損正常,銑刀部分幾何參數不變;由于孔表面質量一般,故增大鉸刀前角為8°。
1.2.1 銑鉸刀制作
(1)刀桿下料,用普通車床SK360(C618K -3)車削加工,留加工余量2 mm。
(2)刀桿調質,分兩步:用箱式電阻爐(SRJX2 -9)整體淬火(840~860 ℃),保溫1.5 h,并保證均勻受熱;高溫回火處理(580~610 ℃),保溫2 h,隨爐冷卻(紅外線溫度感應儀)。
(3)柄部淬火:高頻加熱840~860 ℃,放到機油中冷卻,冷卻過程中,工件直立放置,并需上下不斷移動,以保證均勻冷卻,避免表面產生氣泡使硬質不均(XG 系列自動控制型高頻感應加熱設備)。
(4)切V 形口:高頻焊接后,加熱到700 ℃左右(熔點),放到保溫爐中保溫,溫度設定在500~550 ℃(溫度設定原則:需要比后序涂層溫度480 ℃高出50~100 ℃),保溫3~4 h,此過程是為了消除熱應力,避免后期變形。
(5)粗磨加工(留余量0.2 mm)。
(6)人工時效處理:粗磨后焊接部位的殘留應力重新分布,為消除應力,保溫爐溫度設定為200~300 ℃,保溫2~3 h,隨爐冷卻。
(7)磨前檢查徑向跳動:放置一天,再測跳動,檢查跳動是否在0.01 mm 以內。
(8)精磨加工:使用精密萬能磨床精磨(精密萬能外圓磨床型號M1420/750 -H)。
(9)刀桿硬度檢查:刀桿硬度為45HRC(硬度檢測儀)。
(10)數控加工刀具并涂層:數控加工后,對刀具進行TiN 涂層處理(涂層溫度480 ℃)。
1.2.2 加工試驗
用上述新制作的銑鉸刀(刀頭部分幾何參數基本同表3.4,只是鉸刀部分前角增大為8°)進行加工試驗,進給量f=240 r/min,轉速450 r/min,加工1700個孔后,加工孔表面質量超差,達不到使用要求。
現場觀察,切屑細長,開始時為銀白色,后來逐漸變為黑色。加工孔的表面質量較好。刀具前面銑刀部分正常磨損;后面鉸刀部分磨損嚴重,并伴有輕微的崩刃。
試驗表明,通過改進銑鉸刀的制造工藝及鉸刀部分前角參數,刀具的使用壽命和加工孔的表面質量得到顯著提高,完全滿足熱交換器板的加工要求。因此,我們可以得以下結論:
(1)針對焊接式刀具,在孔加工過程中,刀桿材料的性能對刀具壽命、孔表面質量等有很大的影響。對于焊接式刀具,刀頭部分相對來說比較重,會影響刀具的徑向跳動,所以,對刀桿的整體材料性能有較高要求。
(2)刀具徑向跳動對刀具壽命、孔的表面質量有很大影響:當徑向跳動過大,會降低刀具壽命和孔的表面質量。
(3)鉸刀前角對孔表面質量有很大影響:通過增大前角,孔表面質量明顯提高。
2 結語
綜上所述,改進后銑鉸刀的使用壽命由原來加工700 個孔增加到1700 個孔,孔表面質量明顯改善,有效解決了原加工過程中存在的孔表面質量超差及刀具壽命低等問題,從而提高了加工效率,降低了生產成本,獲得了良好的經濟效益。鑒于改進后的銑鉸刀加工效果良好,目前此刀具已經批量用于生產中。
[1]李明,王正金. 缸蓋氣門導管加工刀具的改進[J]. 工具技術,2012,46(3):73 -75.
[2]付權力. 擴鉸刀在生產中的應用[J]. 機械制造,1997(9).
[3]劉鈞益. 高效擴孔鉸刀[J]. 機械工人:冷加工,1981(11).
[4]賈玉斌,劉世紅. 加長復合鉸刀絞削深孔[J]. 礦山機械,2006(7).
[5]溫吉星. 鉆鉸刀的改進設計[J]. 湖北工業大學學報,2006(6).
[6]苗雅麗,姚亞平. 影響鉸孔質量因素的探討[J]. 制造業自動化,2011(3).
