立式帶鋸床粗加工大模數齒圈
2014-04-27 13:06:08張寶林
制造技術與機床 2014年5期
張寶林
(唐山盾石機械制造有限責任公司技術中心,河北 唐山063000)
筆者公司對大模數(模數大于32 mm)齒圈通常采用銑齒加工,因工時占用多,制作成本較高,一直是我公司制約生產的瓶頸;經工藝改進,設計制造完成立式帶鋸床,可實現齒圈的快速加工,降低了制作成本,大大提高了加工效率。
1 傳統加工工藝及存在的問題
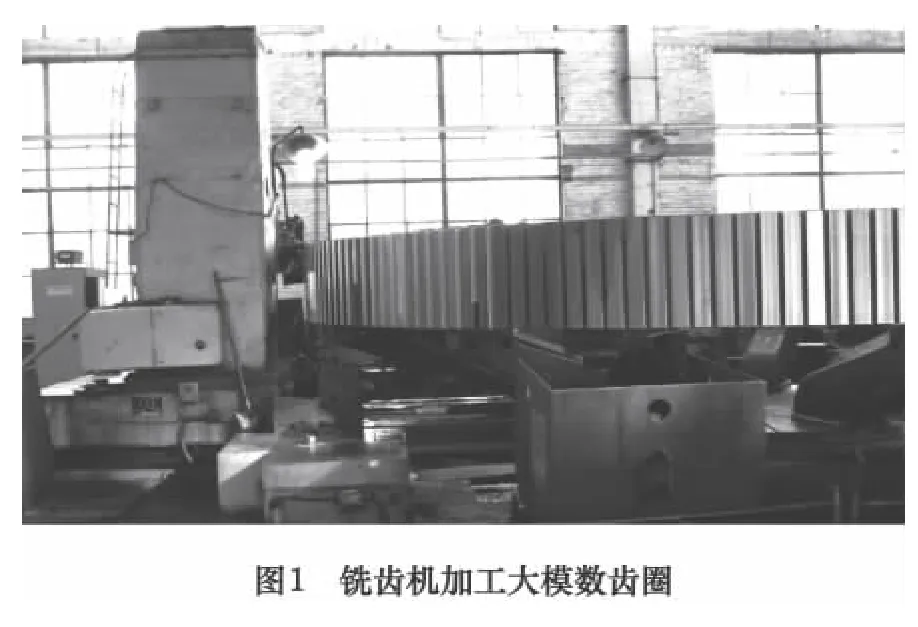
傳統工藝在銑齒機上加工大模數齒圈,如圖1 所示。
(1)工藝流程(齒圈加工部分)
①用齒形樣板劃出齒圈外圓所有齒的加工線(注意此時齒圈外圓、端面及對口端面全部留有余量);
②銑齒機成形銑刀粗加工齒圈;
③齒圈從對口處拆開,鏜床精加工兩半齒圈的對口端面;
④鉆床精加工對口螺栓孔;
⑤鉗組兩半齒圈;
⑥立車精加工齒圈外圓及端面;
⑦銑齒機成形銑刀精加工齒圈。
(2)存在的問題
銑齒機上粗加工齒圈,每個齒需加工2 刀,每刀要1 h;精加工齒圈,每個齒需加工4 刀,每刀要1 h。以188 齒大齒圈為例,按傳統加工工藝制作,僅齒形加工實際占用工時1128 h,即47 天。
2 改進后的加工工藝
2.1 立式帶鋸床的結構及使用
(1)立式帶鋸床結構
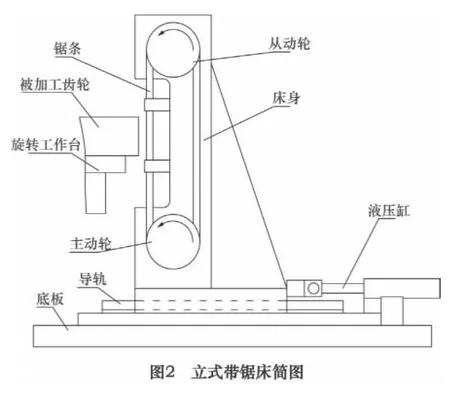
立式帶鋸床結構如圖2 所示,鋸床工作時,主動輪按圖示方向轉動,帶動鋸條回轉,實現對齒圈齒形由上至下的切割;鋸床底座上設置導軌,床身可沿導軌移動,鋸床右端設置1 個液壓缸,鋸床工作時液壓缸推動床身移動,完成鋸條在加工深度方向的切割。對單個齒面完成加工后,床身由液壓缸拉回;旋轉工作臺帶動齒圈進行分度后,鋸床再進行下一齒面的加工。為縮短加工周期,通常配置兩臺鋸床同時完成不同齒兩相對齒面的加工。
(2)立式帶鋸床的使用
改進后的齒圈加工工藝流程語原來基本一樣,只是第2 道工序工序粗加工齒圈從原來的8 m 銑齒機改在了立式帶鋸床上完成。圖3 為立式帶鋸床粗加工大模數齒圈的現場照片。

改進后的加工工藝,利用2 臺立式帶鋸床同時粗加工齒圈,每個齒只需加工1 刀,每刀要10 min;在銑齒機精加工時,每個齒只需加工3 刀,每刀要1 h。以188 齒大齒圈為例,按新加工工藝制作,齒形加工實際占用工時595.33 h,約25 天。
3 工藝改進后的使用效果
立式帶鋸床粗加工大模數齒圈與傳統加工相比:
(1)加工周期縮短約22 天。
(2)工時減少約532.67 h,利用8 m 銑齒機加工齒圈的臺時費為200 元,以筆者公司每年加工5 件大齒圈計算,每年可節約加工費用:532.67 ×200 ×5 =532670元。
4 結語
立式帶鋸床的應用,改進了大模數齒圈的加工工藝,實踐檢驗證明,有效縮短了加工周期,降低了制作成本。筆者公司已于2010 年9 月19 日將此加工設備申請了使用新型專利,國家知識產權局于2011 年5 月4 日給予了授權,專利號:ZL 201020535070.4。
