一種永磁電機(jī)用轉(zhuǎn)子組件制作方法
2014-04-27 13:06:10闞榮
制造技術(shù)與機(jī)床 2014年5期
闞榮
(寧波韻升股份有限公司,浙江 寧波315040)
一種永磁電機(jī)所使用的轉(zhuǎn)子組件,是由磁鋼與芯軸組裝而成,產(chǎn)品工作轉(zhuǎn)速80000 r/min,磁鋼相對于芯軸的同軸度要小于0.015 mm。現(xiàn)有的裝配方法是:先在芯軸兩端面制作中心孔,然后直接使用膠水將芯軸與磁鋼連接在一起,磁鋼與芯軸組裝好后,必須用專用機(jī)床進(jìn)行同軸度加工,以最終達(dá)到產(chǎn)品同軸度的精度要求。這種制作方法的缺陷在于:所采用的同軸度加工,對機(jī)床的精度要求相當(dāng)高,必須采用專用機(jī)床進(jìn)行加工,才能達(dá)到產(chǎn)品的同軸度要求,而且機(jī)床維護(hù)成本很高,否則機(jī)床精度稍有變化,將直接影響產(chǎn)品的制作精度;其次,由于同軸加工工序要求較高,所產(chǎn)生的報廢率高,統(tǒng)計合格率只有85%,最終使得產(chǎn)品的制作效率大為降低,產(chǎn)品的制作成本大幅提高;這種制造方法的另一個缺陷在于:為了防護(hù)磁鋼不被氧化腐蝕,再將同軸加工好的產(chǎn)品整體電鍍,既不方便,又容易在磁鋼與芯軸交界處因結(jié)合不牢而出現(xiàn)鍍層脫落,最終造成磁鋼被氧化腐蝕。
本文著重闡述了這種電機(jī)轉(zhuǎn)子使用膠粘劑對磁鋼和芯軸直接粘接的制造方法,不需要進(jìn)行同軸度機(jī)加工,并為這種制造方法提供了一種自動調(diào)心定位機(jī)構(gòu);并研究了磁鋼零件的同軸度與產(chǎn)品最終裝配后組件同軸度合格率的關(guān)系。
1 自動調(diào)心定位機(jī)構(gòu)的設(shè)計與實(shí)施方式
如圖1 所示為用來裝配電機(jī)轉(zhuǎn)子的自動調(diào)心定位機(jī)構(gòu),由調(diào)心桿、定位柱、外套、壓力棒、彈簧和調(diào)節(jié)棒組成。

如圖2 所示,調(diào)心桿帶有通孔,與定位柱的外徑為緊密配合,調(diào)心桿的上部四周沿軸向?qū)ΨQ開設(shè)有通槽,與通槽相對應(yīng)的外表面加工成“八”字錐度外表面,與外套的通孔“八”字錐度內(nèi)表面配合,調(diào)心桿的下部開一橫向通孔,壓力棒可以徑向橫插入此通孔。
定位柱上帶通孔,用來定位芯軸;定位柱還帶有沉孔,用來避免多余膠水流出,造成芯軸與定位柱粘接而難以取下轉(zhuǎn)子。
如圖3 所示,外套加工有內(nèi)孔,與調(diào)心桿為間隙配合,外套兩側(cè)對稱地加工二個長形槽,壓力棒可以徑向橫插入調(diào)心桿的通孔后,可在長形槽中上下移動,外套的下部分加工成螺紋結(jié)構(gòu),與調(diào)節(jié)棒的螺紋配合,調(diào)節(jié)棒帶有彈簧定位座,用于定位彈簧用。


上述調(diào)節(jié)棒外端開有調(diào)節(jié)槽,可通過調(diào)節(jié)槽的調(diào)節(jié),來改變彈簧的彈力大小。
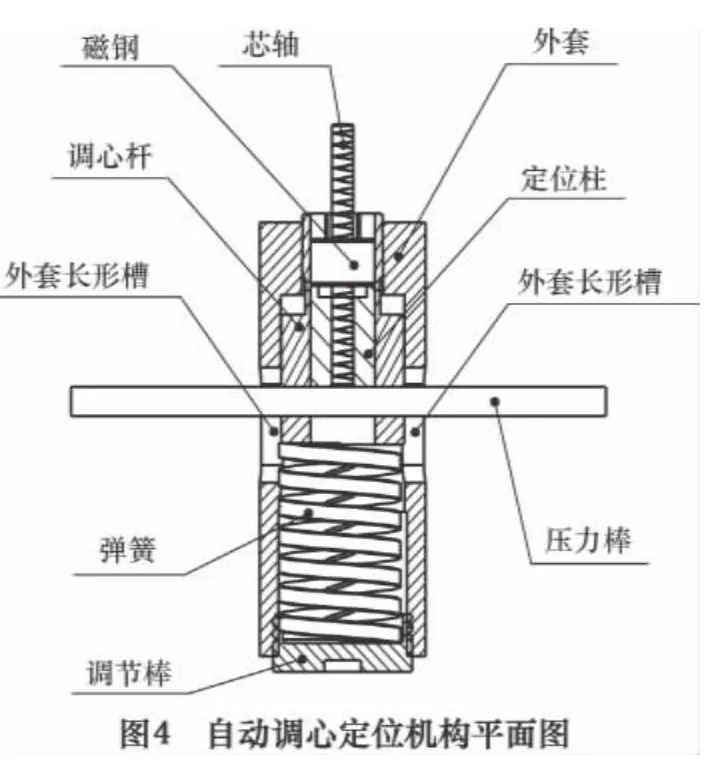
如圖4,上述定位柱置于調(diào)心桿的通孔內(nèi)下部,然后將調(diào)心桿置于外套的內(nèi)孔中,再在外套的內(nèi)孔中裝入彈簧,用調(diào)節(jié)棒旋合在外套上,壓力棒穿過調(diào)心桿通孔,便裝好了自動調(diào)心定位機(jī)構(gòu)。
由于彈簧作用在調(diào)心桿上為向上的推力,調(diào)心桿的“八”字錐度外表面和外套“八”字錐度內(nèi)表面配合,此時外套施加在調(diào)心桿上的力為壓緊力,又由于調(diào)心桿的上部分四周對稱開設(shè)有通槽,調(diào)心桿通孔的上半部分由于彈性作用處于壓緊狀態(tài)。
裝配電機(jī)轉(zhuǎn)子時,先向下施加力在壓力棒上,壓力棒向下移動,通過調(diào)心桿的通孔,迫使調(diào)心桿也向下移動,外套施加在調(diào)心桿上半部分的壓力就隨之釋放,調(diào)心桿通孔的上半部分由于彈性,回復(fù)到最初的自由狀態(tài),然后將電鍍防護(hù)好的磁鋼,完全清洗干凈,送到調(diào)心桿的通孔中,直到磁鋼的下表面與定位柱上表面貼合為止,此時將施加在壓力棒上的力完全釋放,由于彈簧的作用,調(diào)心桿上回到原來的位置,調(diào)心桿上半部分又處于夾緊狀態(tài),將磁鋼緊緊抱牢。再將完全清洗干凈的芯軸在與磁鋼粘接的部位上均勻地涂上粘接劑,然后順著磁鋼的內(nèi)孔,將芯軸插進(jìn),直到芯軸與壓力棒接觸為止,即完成一個電機(jī)轉(zhuǎn)子的粘接。當(dāng)取下轉(zhuǎn)子產(chǎn)品時,先向下施加力在壓力棒上,調(diào)心桿的上半部分就會將壓力釋放而又回到自由狀態(tài),此時便可以輕松地將粘接好的電機(jī)轉(zhuǎn)子從自動調(diào)心定位機(jī)構(gòu)中取出,便可繼續(xù)進(jìn)行下一個產(chǎn)品的粘接。
組裝好的電機(jī)轉(zhuǎn)子,其磁鋼相對于芯軸同軸度最終由調(diào)心桿的通孔和定位柱的通孔兩者之間的同軸度決定,而調(diào)心桿的通孔和定位柱的通孔的同軸度可以加工到微米級。
2 自動調(diào)心定位機(jī)構(gòu)對磁鋼內(nèi)外徑同軸度要求
從理論上來講,如果磁鋼本身內(nèi)外徑的同軸度已加工得很高,比如說0.01 mm 以內(nèi),完全可以不要上述自動調(diào)心定位機(jī)構(gòu)來進(jìn)行組裝,裝配時只要做個導(dǎo)向套,能將芯軸沿導(dǎo)向套自由放入磁鋼內(nèi)孔中,就能達(dá)到轉(zhuǎn)子組件的同軸度要求,然而轉(zhuǎn)子組件中所用到的磁鋼屬于永磁磁性材料領(lǐng)域,磁鋼的制作工藝實(shí)際上和傳統(tǒng)的粉末冶金工藝相類似,由于磁性材料制作工藝的特點(diǎn),使提高同軸度(減小壁厚差)精度成為生產(chǎn)過程中較難解決的技術(shù)性問題,它與壓機(jī)精度,壓制模夾具的制造和裝配精度、壓形等因素有關(guān)系;尤其是永磁材料粉末成型工藝的特性,直接影響到坯料后續(xù)機(jī)加工精度的提高,不可能象鋼材那樣實(shí)現(xiàn)很高的加工精度;磁鋼經(jīng)過機(jī)加工后,電鍍防護(hù)工藝過程中,由于電鍍層的堆積現(xiàn)象,將再次對產(chǎn)品精度造成不利影響,所以很難實(shí)現(xiàn)磁鋼內(nèi)外徑同軸度加工高精度要求。
根據(jù)上述自動調(diào)心定位機(jī)構(gòu)的裝配原理,轉(zhuǎn)子組件的磁鋼相對于芯軸的同軸度最終由調(diào)心桿的通孔和定位柱的通孔兩者之間的同軸度決定,所以從理論上來講,使用上述自動調(diào)心定位機(jī)構(gòu),只要磁鋼內(nèi)孔足夠大,不會在裝配過程中與芯軸干涉,對磁鋼零件內(nèi)外孔本身的同軸度不應(yīng)作什么要求。但是磁鋼內(nèi)孔太大,在裝配過程中,膠水會流出磁鋼內(nèi)孔,芯軸與磁鋼粘接不牢而脫落;而且該轉(zhuǎn)子組件的工作轉(zhuǎn)速為80000 r/min,對磁鋼與芯軸的粘接強(qiáng)度必須要足夠大。

如圖5 所示,是根據(jù)試驗(yàn)研究出膠水的粘接特性,從圖中得出結(jié)論:當(dāng)磁鋼內(nèi)孔與芯軸外徑間隙為0.025 mm 時,磁鋼與芯軸的粘接強(qiáng)度能達(dá)到最大(由于篇幅問題,這里不再就此問題展開闡述),大于這個間隙時都不能達(dá)到膠水的最佳粘接強(qiáng)度,所以磁鋼內(nèi)孔最多允許比芯軸外徑大0.05 mm,也就是說,由于磁鋼內(nèi)孔與芯軸外徑間隙大小的限制,為保證裝配過程中,芯軸與磁鋼不會干涉,磁鋼內(nèi)外徑同軸度最大允許0.05 mm,超過這個值,芯軸會因與磁鋼間的間隙太小(0.05 mm),而相互干涉,自動調(diào)心機(jī)構(gòu)不能對其進(jìn)行調(diào)整,這時制作出來的轉(zhuǎn)子組件同軸度就不合格。
3 結(jié)語
上述軸子組件,采用了自動調(diào)心定位機(jī)構(gòu)的制作方式,改變了傳統(tǒng)的同軸度機(jī)加工制作工藝,簡化了制作工藝,降低了制作成本,提高了產(chǎn)品的合格率,按上述設(shè)計要求設(shè)計的自動調(diào)心定位機(jī)構(gòu)使得產(chǎn)品合格率在99%以上;同時,在轉(zhuǎn)子制作前,可以對磁鋼進(jìn)行電鍍層保護(hù),而后進(jìn)行粘接,避免了整體電鍍的煩瑣,同時有效改善了產(chǎn)品電鍍質(zhì)量和合格率。
[1]闞榮. 提高陶瓷插芯同軸度的兩種方法[J]. 制造技術(shù)與機(jī)床,2006(5):84 -87.
[2]寇周雙. 模具結(jié)構(gòu)及整形方式對軸承同軸度的影響[J]. 粉末冶金技術(shù),1990(5):94 -98.
[3]李健民,楊冬梅,許俊. 實(shí)用粘接技術(shù)問答[U]. 北京:化學(xué)工業(yè)出版社,2004.
