無心車床軸系部件同軸度對加工精度的影響及調(diào)整方法研究
2014-04-27 13:05:26豆衛(wèi)濤彭常戶賈慶功
制造技術(shù)與機床 2014年4期
豆衛(wèi)濤 彭常戶 任 源 賈慶功 馬 樂
(西部超導(dǎo)材料科技股份有限公司,陜西 西安710018)
無心車床是對管、棒、盤圓等長圓金屬除去表面氧化層、裂紋,以生產(chǎn)表面無缺陷的、具有較高尺寸精度和表面粗糙度且同心的光亮圓材的理想設(shè)備,同時其可替代傳統(tǒng)酸洗工藝、普通車床與磨削加工等落后生產(chǎn)工藝。通過車削將金屬管、棒料表面的金屬氧化皮去除,不會產(chǎn)生任何環(huán)境污染,完全符合綠色、環(huán)保、循環(huán)生產(chǎn)的需要。無心車床加工超長棒材(包括無限長的盤圓)有獨特的優(yōu)勢。無心車的工作效率非常高,一分鐘可加工1~10 m 的棒材。與無心磨床相比無心車床不但可以大幅度提高生產(chǎn)效率,還可大幅度降低用工及生產(chǎn)成本,經(jīng)過無心車床車削后的廢屑可以全部回收,而無心磨床磨過的粉末因帶有金剛石碎片沒有任何回收價值,并且還產(chǎn)生環(huán)境粉塵污染。
1 無心車床結(jié)構(gòu)原理
1.1 主機原理簡介
無心車床的結(jié)構(gòu)主要包括:空心主軸、前夾送裝置、前導(dǎo)向、中后導(dǎo)向、后夾送裝置等。空心主軸連同端部的刀盤(刀盤同心均布有4 把車刀)高速旋轉(zhuǎn)實現(xiàn)主切削運動;主軸箱前部通過前夾送裝置將棒料夾緊,并使棒料沿軸向運動,從空心主軸中通過實現(xiàn)前期的進給運動;在刀盤前后有前、后導(dǎo)向裝置以保證加工工件的同軸、避免顫振;當(dāng)工件脫離前夾送裝置后,另一端后夾送裝置開始夾緊工件實現(xiàn)后期進給運動,以及把工件運送到卸料裝置;再加上上下料、卸料、收集等輔助運動及整機PLC 程序控制,從而完成對棒料的連續(xù)高效切削。由于無心車床一般加工工件很長,其中、后導(dǎo)向裝置主要起導(dǎo)向和夾持的作用,對于提高加工精度、減小振動發(fā)揮著關(guān)鍵的作用。無心車床工作原理如圖1 所示。
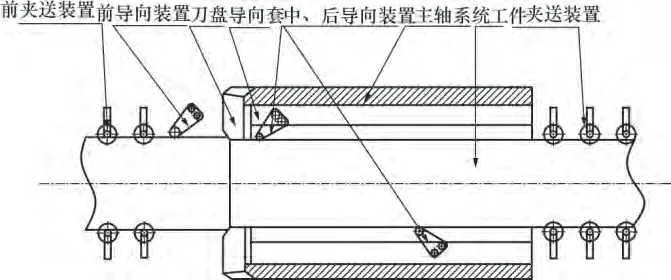
圖1 無心車床原理示意圖
1.2 中后導(dǎo)向裝置的結(jié)構(gòu)原理
在無心車床設(shè)備組成中,中后導(dǎo)向裝置結(jié)構(gòu)比較復(fù)雜,安裝位置比較特殊(位于空心主軸內(nèi)),而且對棒料車削過程中導(dǎo)向、支撐作用比較重要,所以有必要對其結(jié)構(gòu)原理及調(diào)整過程做簡要的分析。
中后導(dǎo)向裝置由中導(dǎo)向機構(gòu)和后導(dǎo)向機構(gòu)兩部分組成,其分別由3 組連桿機構(gòu)帶動3 個導(dǎo)輪對棒料定心并支撐棒料平穩(wěn)軸向運動。中后導(dǎo)向裝置實物如圖2 所示。

圖2 中后導(dǎo)向裝置實物圖
中、后導(dǎo)向機構(gòu)原理簡圖如圖3 所示。工作時,蝸桿轉(zhuǎn)動帶動蝸輪轉(zhuǎn)動,蝸輪只轉(zhuǎn)動不軸向運動則與之用螺紋副連接的調(diào)整盤,隨著蝸輪的轉(zhuǎn)動軸向運動,調(diào)整盤上裝有6 個拉桿,拉桿端部與調(diào)整盤用卡簧固定,調(diào)整桿與拉桿用滑動副連接,調(diào)整盤軸向運動的同時帶動拉桿做軸向運動,拉桿運動帶動連桿與導(dǎo)輪架運動,完成中后導(dǎo)向裝置對棒料的支撐與導(dǎo)向定心作用。
中后導(dǎo)向裝置中心調(diào)整時松開調(diào)整桿鎖緊裝置,轉(zhuǎn)動調(diào)整桿,調(diào)整桿帶動拉桿轉(zhuǎn)動,拉桿中間用螺紋副連接,一端與調(diào)整盤軸向用卡簧固定。轉(zhuǎn)動拉桿軸向固定端則另一端軸向伸縮,拉桿的軸向伸縮帶動連桿與導(dǎo)輪架軸向伸縮,完成中后導(dǎo)向輪的定心調(diào)整。
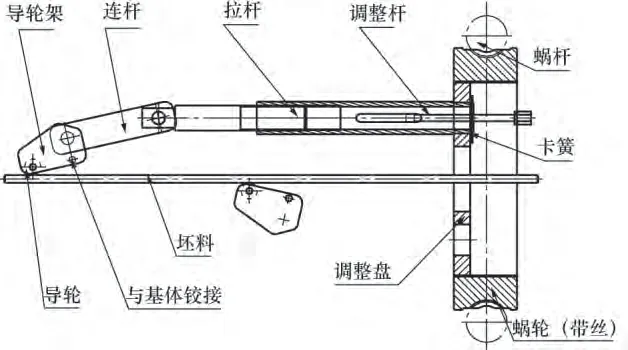
圖3 中后導(dǎo)向裝置原理簡圖
2 無心車床各部件同軸度對加工精度的影響
使用無心車床加工棒料時,因其各部件同軸度偏差會導(dǎo)致棒料不能滿足加工精度要求,具體表現(xiàn)為:
(1)棒料頭部振顫刀紋 棒料首先是通過前夾持裝置與前導(dǎo)向裝置送入刀盤內(nèi),前夾送裝置以及前導(dǎo)向裝置對棒料進給起定位、支撐作用。如果前夾持裝置與前導(dǎo)向裝置中心不一致或者兩者同軸度偏差較大,則棒料的進給運動就不穩(wěn)定,當(dāng)車刀在棒材表面做切削運動時,由于棒料進給不穩(wěn)定則刀具受力不均勻,那么在車削后的棒料表面就會出現(xiàn)振顫刀紋。
(2)棒料車偏 在車削過程中如果前夾送裝置與前導(dǎo)向裝置同軸則棒料運行平穩(wěn),棒料前端車削表面光亮無振顫刀紋出現(xiàn),但如果有棒料車偏或者棒料圓周上部分氧化皮未被車掉的現(xiàn)象出現(xiàn),這也是不符合光亮棒材加工要求的,而且嚴(yán)重時還會產(chǎn)生廢料等不可挽回的損失。分析其產(chǎn)生的原因主要有以下幾點:坯料橢圓度、直線度的影響以及無心車床前夾送裝置、前導(dǎo)向裝置與主軸刀盤回轉(zhuǎn)中心同軸度的影響。如果來料滿足要求,那么其三者之間的同軸度將是棒料車偏的主要影響因素。
(3)棒料中后部產(chǎn)生車削臺階、振顫刀紋由無心車床的工作原理分析可以看出,當(dāng)棒料脫離前夾送裝置后,后夾送裝置將成為棒料作直線進給運動的后期進給運動動力源。當(dāng)棒料脫離前導(dǎo)向后,中后導(dǎo)向裝置將對棒料起主要的導(dǎo)向與支撐作用。棒材后端振顫刀紋的產(chǎn)生原因與棒材頭部振顫刀紋產(chǎn)生的原因類似,可參考前文所述。如果前夾持裝置與中后導(dǎo)向裝置、后夾持裝置同軸度較差,在進給動力源交接的過程中就會產(chǎn)生車削臺階。
(4)棒料車彎 當(dāng)棒料的長徑比較大的情況下,由于棒料自身剛性變差,車削過程中受外力影響容易產(chǎn)生棒料車彎現(xiàn)象,在一定的長徑比范圍內(nèi)可以通過改善受力情況減小細、長棒料的車彎情況。經(jīng)生產(chǎn)實際觀察,如果無心車床的前夾持裝置、前導(dǎo)向裝置、中后導(dǎo)向裝置、后夾持裝置與主軸刀盤的回轉(zhuǎn)中心同軸度較差的情況下,極易產(chǎn)生棒料的車彎現(xiàn)象。
經(jīng)過以上無心車床實際加工過程中出現(xiàn)的各種影響光亮圓棒料車削質(zhì)量的現(xiàn)象及原因分析,可以得出無心車床在車削加工金屬棒料光亮材的過程中五心(前夾持裝置中心、前導(dǎo)向裝置中心、中后導(dǎo)向裝置中心、后夾送裝置中心及主軸刀盤回轉(zhuǎn)中心)同軸是車削出合格產(chǎn)品的關(guān)鍵。
3 同軸度調(diào)整的方法
同軸度是由徑向間隙決定的,設(shè)A、B 兩根軸,在它們的聯(lián)結(jié)處各自有固定在軸上的兩點P1和P2。P1和P2是軸橫截面上的點,旋轉(zhuǎn)兩根軸使P1和P2劃成兩個圓(圓P1,圓P2)。
圓P1圓P2的正上方(0°位置)的徑向間隙是a1,正右方(90°位置)的徑向間隙是a2,正下方(180°位置)的徑向間隙是a3,正左方(270°位置)的徑向間隙是a4,如圖4 所示。
(1)當(dāng)間隙a1=a2=a3=a4時,則兩過圓P1和圓P2的圓心重合。

圖4 徑向間隙
(2)若上、下的間隙a1=a3,而間隙a4(左側(cè))>a2(右側(cè)),則說明兩根軸心線和各自的圓P1圓P2平面相交的點,在同一高度上,也就是說包括在同一水平面上,但軸B的軸心線偏向于右方,即兩軸心位置存在水平偏位。水平偏位ax可用下式計算:

(3)若左右的間隙a2=a4,而a1(上方)>a3(下方),就說明兩根軸心線和各自的圓P1、P2平面相交的點,被包含在一個垂直平面上。但軸B的軸心線偏向于下方,即兩軸心位置存在垂直偏位。垂直偏位ay可用下式計算:
(4)若上、下間隙a1≠a3,左右間隙a2≠a4,說明兩軸心線同時存在水平偏位與垂直偏位的計算公式與上相同,即為:

式中,徑向數(shù)值a1、a2、a3、a4由徑向表測量得到,帶“+、-”號。在偏位公式中,之所以用2 除是因為軸心線上下偏1 時,表現(xiàn)在a1(上)a3(下)之間的差就是2 的緣故。
通過測量徑向間隙,可以知道兩根軸心線是否同軸,也可以算出水平和垂直偏位的數(shù)值,為進一步同軸度的實際調(diào)整工作提供理論數(shù)據(jù)。
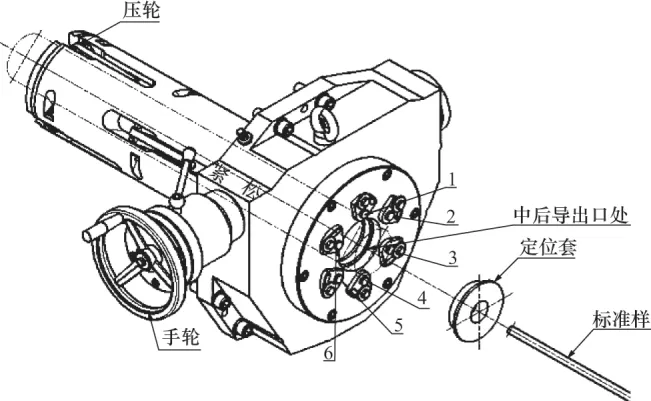
圖5 中后導(dǎo)向裝置調(diào)整簡圖
4 五心同軸的調(diào)整
調(diào)整原則:以主軸刀盤回轉(zhuǎn)中心作為五心同軸調(diào)節(jié)的基準(zhǔn)。
標(biāo)準(zhǔn)檢棒:直徑φ25~30 mm,長度≥2000 mm,直線度≤0.3 mm/m,圓度≤0.001 mm。
定位套:定位套的外徑與中后導(dǎo)出口處間隙不超過0.10 mm,定位套的內(nèi)徑與標(biāo)準(zhǔn)棒的間隙,不超過0.05 mm。
4.1 中后導(dǎo)向裝置與主軸刀盤回轉(zhuǎn)中心的調(diào)整
中后導(dǎo)向裝置調(diào)整簡圖如圖5 所示,中后導(dǎo)向裝置與主軸刀盤回轉(zhuǎn)中心同軸度的調(diào)整分為兩步,首先用標(biāo)準(zhǔn)檢棒與塞尺調(diào)整中導(dǎo)輪與后導(dǎo)輪同軸,其次標(biāo)準(zhǔn)檢棒與百分表配合調(diào)整中后導(dǎo)與主軸刀盤回轉(zhuǎn)中心同軸。
中導(dǎo)輪與后導(dǎo)輪同軸度的調(diào)整,將標(biāo)準(zhǔn)檢棒穿過中后導(dǎo)向裝置,然后轉(zhuǎn)動手輪,使導(dǎo)輪壓緊標(biāo)準(zhǔn)檢棒,松開調(diào)整桿2、4、6 的鎖緊裝置后調(diào)整拉桿2、4、6 使標(biāo)準(zhǔn)檢棒在中后導(dǎo)向裝置出口中心位置擺動,裝入定位套將標(biāo)準(zhǔn)檢棒定位。調(diào)整2、4、6 拉桿使其每個導(dǎo)輪與檢棒之間間隙為0.03 mm,前后抽動檢棒,導(dǎo)輪轉(zhuǎn)動靈活無卡死,多次抽動檢棒,測量其間隙無變化時鎖緊調(diào)整桿2、4、6。中后導(dǎo)輪中心同軸度調(diào)整結(jié)束。
將中后導(dǎo)向裝置裝入空心主軸中,將標(biāo)準(zhǔn)檢棒從中后導(dǎo)向裝置處導(dǎo)入,通過中導(dǎo)向輪超過刀盤200 mm 左右,按指示壓緊方向旋轉(zhuǎn)手輪,使導(dǎo)輪壓緊標(biāo)準(zhǔn)檢棒。
在標(biāo)準(zhǔn)檢棒外圓上每隔90°劃一線作標(biāo)記,將百分表吸附在刀盤上,并將百分表在0°位置處調(diào)零,同時轉(zhuǎn)動主軸,并且記下在0°、90°、180°、270°這4 個位置的百分表讀數(shù)a1、a2、a3、a4。
對測量的數(shù)據(jù)進行校核,并且符合下述要求:
①將刀盤回轉(zhuǎn)360°時,百分表指針應(yīng)回原位。
②a1+a3=a2+a4。
根據(jù)所測得的數(shù)據(jù)按照3 中所講述的方法算出中心偏移的位置,然后同時計算中、后導(dǎo)輪機構(gòu)3 個調(diào)整桿各自的調(diào)整量同時調(diào)整中、后導(dǎo)輪機構(gòu),反復(fù)進行調(diào)整后,最后將中心偏差控制在0.05 mm 以內(nèi),鎖緊中、后導(dǎo)輪機構(gòu)。中后導(dǎo)向裝置中心調(diào)整結(jié)束。
4.2 前導(dǎo)向的調(diào)整
前導(dǎo)向裝置為三爪卡盤結(jié)構(gòu),每個爪上裝有導(dǎo)輪機構(gòu),每個導(dǎo)輪機構(gòu)可以單獨調(diào)節(jié)。根據(jù)調(diào)整好的中后導(dǎo)向裝置來調(diào)整前導(dǎo)向裝置。將標(biāo)準(zhǔn)檢棒通過中后導(dǎo)向裝置伸出前導(dǎo)向裝置,轉(zhuǎn)動手輪由中后導(dǎo)向裝置
夾緊檢棒,將兩個百分表固定于前導(dǎo)向裝置上成90°分布,測頭接觸標(biāo)準(zhǔn)檢棒,使百分表歸“0”位,轉(zhuǎn)動前導(dǎo)向裝置手輪使前導(dǎo)向裝置抱緊標(biāo)準(zhǔn)檢棒,觀察百分表指針,同時調(diào)節(jié)前導(dǎo)向裝置3 個導(dǎo)輪機構(gòu),多次反復(fù)調(diào)整直到百分表指針跳表量不超過0.02 mm,這樣可以滿足前、后導(dǎo)向裝置和主軸刀盤回轉(zhuǎn)中心的同軸度要求。
4.3 前后夾持裝置的調(diào)整
前后夾送裝置為自找心同步齒輪齒條夾持機構(gòu),分別安裝于剝皮機主機前后兩側(cè)。根據(jù)調(diào)整好的前、后導(dǎo)向裝置調(diào)整前、后夾送裝置。首先將標(biāo)準(zhǔn)檢棒通過前、后導(dǎo)向裝置,在刀盤、后導(dǎo)向端部裝定位套,再分別用前、后導(dǎo)向裝置夾緊標(biāo)準(zhǔn)檢棒,用內(nèi)徑千分尺測量夾持送進輪與標(biāo)準(zhǔn)檢棒之間的距離,調(diào)整到上、下夾持送進輪與標(biāo)準(zhǔn)檢棒距離相等,則前、后夾持中心與前、后導(dǎo)向裝置同軸。
5 結(jié)語
本文論述了無心車床的結(jié)構(gòu)原理,并在此基礎(chǔ)上詳細分析了無心車床各部件同軸度對加工精度的影響,在此基礎(chǔ)上結(jié)合生產(chǎn)實際提出了同軸度的調(diào)整方法,并重點論述了無心車床五心同軸調(diào)整的基本原則與步驟。通過現(xiàn)場反復(fù)調(diào)試將中后導(dǎo)向裝置與主軸刀盤回轉(zhuǎn)中心同軸度偏差調(diào)整到≤0.05 mm,將前導(dǎo)向裝置與中后導(dǎo)向裝置同軸度偏差調(diào)整到≤0.02 mm。經(jīng)生產(chǎn)試驗滿足了生產(chǎn)提出的車削棒料同棒差≤0.10 mm,棒間差≤0.05 mm 的技術(shù)要求,同時驗證了該調(diào)整方法的正確性和可靠性。
[1]JB/T 7557—1994,同軸度誤差檢測[S].
[2]顧平.關(guān)于無心車床加工棒材表面問題的處理[J]. 機械工人,2006(4):36 -37.
[3]John Piotrowski. Shaft alignment handbook[Z]. 3rd ed. 2006 CRC press:358,370,389.
[4]程林章,芮執(zhí)元,等.基于ADAMS 的特種無心車床導(dǎo)向機構(gòu)的建模和運動仿真[J].機床與液壓,2010(6):106 -109.
