軌道車輛門扇模擬裝配輪廓度在線檢測裝置
2014-04-29 16:58:30陳有華尚夫軍
中國機(jī)械 2014年18期
關(guān)鍵詞:檢測
陳有華 尚夫軍

摘 要:對于門扇的檢測設(shè)計一種新型的輪廓檢測裝置。該裝置模擬最終門扇工作狀態(tài),通過比較基準(zhǔn)要素和被測要素的差值來判斷門扇輪廓是否合格。通過此裝置可以簡單快捷方便的測量出門扇的輪廓度。并且可以在線調(diào)整門扇至合格狀態(tài)。在使用上也強(qiáng)化了柔性化、集成化、快速重組的理念。為以后同類檢測裝置的設(shè)計提供了指導(dǎo)。
關(guān)鍵詞:門扇;輪廓度;檢測
引言
隨著軌道車輛的發(fā)展,如今的車輛的種類也越來越豐富,地鐵、輕軌、單軌、自動導(dǎo)向、磁懸浮等軌道交通[1]也越來越普遍,門扇的構(gòu)成也趨于多變。對門扇輪廓度的要求也在不斷提高。所以原有測量門板輪廓度的方法已經(jīng)無法滿足現(xiàn)有要求了,我們更多的開始在模擬裝配的環(huán)境下對門扇整體的輪廓度進(jìn)行控制和檢測。
對于門扇我們傳統(tǒng)的檢測方法有兩種:
(1)門板與其余組件(包括攜門架,導(dǎo)軌等)分開測量方法。這樣存在很明顯的缺陷,裝配誤差就沒辦法測量了。
(2)三坐標(biāo)測量方法。這種測量雖然精度高,但是基準(zhǔn)建立復(fù)雜,無法模擬裝車狀態(tài),并且檢測周期長,無法滿足在線測量和生產(chǎn)節(jié)拍。
本文通過對門扇安裝狀況的分析,模擬實際裝配狀況。在模擬狀態(tài)下校準(zhǔn)基準(zhǔn)。對其他被測要素讀取偏差值的一種相對測量 [2]。檢測方法合理,綜合檢測誤差小,檢測數(shù)據(jù)準(zhǔn)確,檢測適用性廣,在使用上也強(qiáng)化了柔性化、集成化、快速重組的理念[3]。為以后產(chǎn)品及相關(guān)產(chǎn)品提供了設(shè)計指導(dǎo)。
1.總體設(shè)計
根據(jù)檢測要求,分析被測物特性,設(shè)計出符合門扇所需功能的方案。
1.1門扇特性
通過實際分析,我們可以得到以下幾點:
(1)門扇所使用的上導(dǎo)軌截面是完全一樣的。只是長度不同。
(2)門扇的攜門架結(jié)構(gòu)相同。但是長度,門板框架,框架型材都是不同的。
寬門最大寬度1m,窄門最小寬度0.45m。
(3)門扇扭擰主要來源于框架和裝配的過程。玻璃件、前后擋的輪廓度受嚴(yán)格控制,可以忽略考慮。
1.2 檢測方案設(shè)計
為模擬最終內(nèi)端門在車輛內(nèi)的工作狀態(tài),選用原有上導(dǎo)軌作為安裝基準(zhǔn)。被測門扇(包括門板和攜門架)直接安裝在上導(dǎo)軌上。如圖2.0。
此時門扇成自然垂直狀態(tài)。此時選擇前檔或者后檔,為基準(zhǔn),檢測另一側(cè)檔的位置。兩者的差值就是輪廓度的值。
2.結(jié)構(gòu)設(shè)計
檢測裝置主要包括7部分:固定安裝部分,活動安裝部分,檢測單元,門扇調(diào)整裝置,擋塊,支撐部分,調(diào)整腳座。
2.1 固定安裝部分設(shè)計
首先根據(jù)我們的產(chǎn)品確定安裝部分的大小。然后留出安裝位置和裝配位置。
為了保證結(jié)構(gòu)的剛性我們選用50×50×4.0 方管焊接成形,對應(yīng)安裝位置和裝配位置焊接鋼板,預(yù)留5mm加工余量。
焊接后經(jīng)時效處理去除內(nèi)應(yīng)力,機(jī)加工安裝面和裝配面。保證裝配基準(zhǔn)面的平面度。
再時效后精加工到最后尺寸。保證三個基準(zhǔn)加工到位。
最后根據(jù)模型點孔攻絲,完成固定安裝部分的加工。
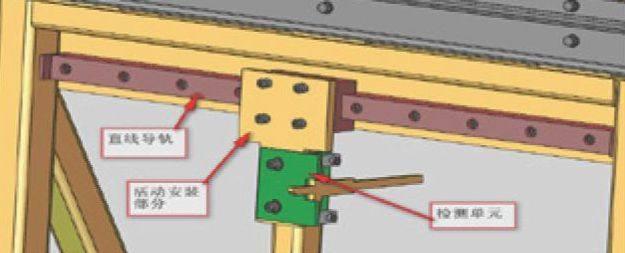
2.2 活動安裝部分設(shè)計
活動安裝部分是通過直線導(dǎo)軌連接到固定安裝部分上的。同時本身又要安裝檢測單元。并且要保證活動安裝部分的安裝面要和固定安裝部分的安裝面要在同一平面。最后安裝完成后平面度誤差要調(diào)配到0.3mm以內(nèi)。
根據(jù)被測部分的位置設(shè)計出測量安裝面,孔位根據(jù)檢測單元確認(rèn)。
在加工過程中還是要注意時效,以確保機(jī)加工后有很好平面度。
整個活動安裝部分的設(shè)計,由于加入了兩條直線導(dǎo)軌,使得整測量裝置的測量范圍得到了很大的拓展。同時由于直線導(dǎo)軌的低阻力和方便調(diào)整的特性,使得測量裝置在安裝使用中更加方便。
2.3 檢測單元
整個檢測裝置共有6處檢測單元,并且預(yù)留了兩處安裝接口,為調(diào)整測量點和以后拓展用。
6處檢測單元中,安裝在固定安裝部分上的有3處,主要用于校準(zhǔn)基準(zhǔn)用。另外3處安裝在活動安裝部分上,主要用于測量輪廓度用。
檢測單元結(jié)構(gòu)分三部分
(1)深度游標(biāo)卡尺。用于校準(zhǔn)和檢測。(視情況也可選用數(shù)顯深度游標(biāo)卡尺)
(2)安裝座。連接深度游標(biāo)卡尺與安裝面。
(3)卡塊。固定深度連接游標(biāo)卡尺。
由于我們事先已經(jīng)把固定安裝部分的基準(zhǔn)面和活動安裝部分的基準(zhǔn)面調(diào)平了,所有檢測單元現(xiàn)在都安裝在同一裝配基準(zhǔn)面上了。
同時安裝座上的游標(biāo)卡尺安裝面和安裝座安裝面是同一平面上。這樣就保證了所有的深度游標(biāo)卡尺的測量基準(zhǔn)面理論上都在同一基準(zhǔn)面上了。
2.4 支撐部分
支撐部分和安裝部分分開制作,保證安裝部分的精度不被影響。
支撐部分在加工時先焊接鋼構(gòu)和安裝板,時效后機(jī)加工安裝面,盡量保證安裝精度。
最后與安裝固定部分連接時,安裝面出現(xiàn)間隙時使用墊片調(diào)整,避免影響安裝固定部分的平面度。
在支撐部分左邊安裝尼龍擋塊,方便在測量時快速定位,同時尼龍材質(zhì)又可以起到保護(hù)產(chǎn)品表面質(zhì)量的作用。
3.使用方法
(1)首次使用先調(diào)整腳座,使整個檢測裝置基本水平。
(2)安裝門扇。
(3)通過門扇調(diào)整裝置,調(diào)節(jié)左邊檢測單元,使數(shù)值一致。
(4)移動右邊活動檢測單元檢測門扇,讀取數(shù)值與左邊數(shù)值的差值,就是門扇在安裝狀態(tài)下的輪廓度。
4.結(jié)語
使用了新型門扇輪廓度檢測裝置后有效的避免傳統(tǒng)檢測方案帶來的誤差,也更加接近了最終使用狀況。同時此裝置可以帶入流水線,并且能實現(xiàn)在線調(diào)整門扇,直至合格后下線。即改善了檢測效果又減少了檢測時間,其直線導(dǎo)軌的運(yùn)用,使的其能適應(yīng)多種寬度的門扇。其檢測單元模塊化設(shè)計后,只要更換檢測單元就能適應(yīng)更加多樣的產(chǎn)品。
在實際操作方面,充分留出了員工的操作空間,方便操作和觀察。數(shù)顯深度游標(biāo)卡尺的運(yùn)用也減輕了檢驗員的勞動強(qiáng)度,使的調(diào)整和檢測更便捷。
此檢測裝置的設(shè)計,對以后門扇類的輪廓度檢測裝置的設(shè)計具有很高的指導(dǎo)性意義。
參考文獻(xiàn):
[1]金元貴,史金飛,史翔.軌道車輛門系統(tǒng)設(shè)計[M].高等教育出版社,2011
[2]王伯平 互換性與測量技術(shù)基礎(chǔ)[M].北京機(jī)械工業(yè)出版社,2008
[3]楊叔子.機(jī)械加工工藝師手冊[M].北京機(jī)械工業(yè)出版社,2001
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
