管道焊接中的手工TIG焊的單面焊雙面成形技術分析
2014-04-29 16:58:30古卓杰
中國機械 2014年18期
古卓杰
摘要:如果采用手工電弧焊接的方式焊接壓力管道,容易導致在焊道背面出現某些缺陷,同時也不能及時將壓力管道當中的焊渣清理干凈。如果在實際的焊接中采用手工TIG焊接,就能有效解決上述這些問題。本文主要對管道焊接中的手工TIG焊的單面焊雙面成形技術進行了分析。
關鍵詞:管道焊接;手工TIG焊;單面焊雙面;成形技術
鎢極氬弧焊就是TIG焊,它是管道焊接施工中一種最常見的焊接方式。TIG焊在焊接中間歇小,其最常見的焊接工藝是焊槍同向進行送絲。如果在仰焊或者平焊的實際操作中采用手工TIG焊,在焊道背面就很容易出現凹陷以及未焊透等一系列的缺陷,同時采用這種焊接方式焊工也應該要具備很高的焊接操作水平。在實際的管道焊接中如果出現工期時間短、工作任務量大以及質量要求高的情況,傳統的焊接方式將不能有效滿足實際的要求,所以就需要采用反向送絲的焊接方式。本文主要利用實際的例子來分析了管道焊接中手工TIG焊的單面焊雙面成形技術。
1.焊接前的相關準備工作
某廠的高壓溶出系統的管事預熱器一共由5級組成。每級之間是由連通管進行相互的連接,各級都有六根串聯的預熱管,長度均為80米。硅酸鋁堿溶液是從上面的第一級進入到預熱器中,在經過預熱之后從下面的第五級流出。管事預熱器的結構主要分成外管以及內管。料漿主要是在內管中進行流動,工作時壓力達到了6.5MPa,在內管和外管之間要通入預熱用的蒸汽,外管在實際的工作中壓力1.5MPa。
(1)焊接內容的簡單介紹。為了能夠讓焊接工程的質量和工期滿足實際的標準和要求,管長全部加起來的話一共有2.4千米,根據單根管長的一半將內管和外管套裝在一起,預制成長度為40米的半成品,在施工現場進行組隊,制成成品。采用這種方式進行施工的目的主要是為了能夠節約很多的現場安裝時間,但是這種方式就要求在預制時要具有很高的技術水平。
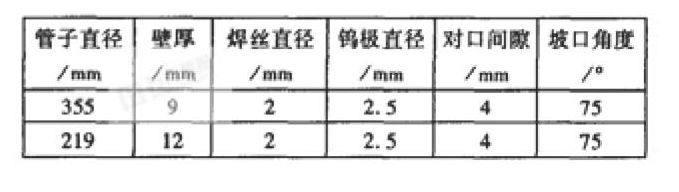
(2)管道的組對。采用間距為120°的三塊筋板將管子連接,然后組隊成型,再進行點固。對口間隙如下圖所示。
(3)對焊工進行專門的培訓。在培訓焊工時最主要的培訓內容就是對焊工進行反向送絲的訓練。在反向送絲的時候焊工應該要用自己左手的小拇指、無名指和大拇指來夾拿焊絲,然后用大拇指向下進行滑動。在實際的培訓中,克服以及適應送絲距離增加從而導致的失控情況是需要引起高度重視的。
2.單面焊雙面成形技術的分析
(1)清理焊件。在焊接之前應該要將焊件坡口正面、反面5cm以內以及焊絲表面的鐵銹以及油污等清理干凈,同時還要利用磨光機對其打磨,達到銀亮色為止,最后還要采用丙酮對其進行清洗。
(2)焊接引弧部位。在焊接方向前面1cm左右的位置就是引弧部位,在引弧時應該要采用擦弧法,在引弧之后電弧應該要一直保持在間隙中心,還要保證電弧的長度是控制在2-3mm,引弧完成之后先不用加焊絲,在等到根部的鈍邊熔化成熔池之后才可以添加焊絲進行焊接,為了能夠保證后背成型效果不錯,焊絲應該要送到坡口的根部,從而來有效避免在始焊處出現裂紋,在剛開始焊接的時候速度要稍微放慢一些,而且還要多填焊絲,這樣才能加厚焊縫。
(3)焊接固定口。在對固定口進行焊接時,主要是利用手工氬弧焊一點進行定位,同時要讓該處的間隙保持在2mm,管子應該要讓其固定在水平位置,定位焊的長度要保持在10-15mm,要將焊點的接頭端預先打破口。
(4)焊接的相關參數選擇。當鎢極和工件之間的距離為2mm的時候,焊接的相關參數應設置成這樣:焊接的電流要保持在80-85A,電弧的電壓要保持在10-11V,氬氣流量要保持在9-10L/min,鎢極的長度為6mm,噴嘴的直接為12mm,電源極性為正接。
(5)焊接過程。焊縫應該要分成左右兩個半圈來進行,起弧應該要在仰焊位置,收弧則應該要在平焊位置,每個半圈都應該存在仰、平、立三個不同的位置。管子和鎢極之間的軸線要成直角,焊絲順著管子的切線方向應該和鎢極成100-110°來引燃墊付,當填充金屬和鈍邊全部熔化成型,形成比較清晰和明亮的熔池之后,就可以將焊槍穩定的向上移動,而且在這個過程中要連續進行送絲,焊槍則要在這個過程中進行幅度很小的月牙形橫向擺動;在仰焊部位送絲的過程中,應該要注意將焊絲朝根部位置送,讓管壁內部能有效成型,防止根部位置出現凹坑;在焊接到平焊處的實惠時候,焊槍要稍微往后傾,加快焊接的速度,防止熔池的溫度較高從而出現下墜的情況,如果熔池比較大的話,可以采用電流的衰減功能讓熔池的溫度有效下降,防止在仰焊位置出現凹坑或者在其他位置上出現凸起。
(6)收弧和接頭。如果在焊接的過程中出現中斷或者需要進行焊絲的交換,就需要先把收弧處的焊縫打磨成斜坡口,然后大約在斜坡口后面1cm的地方再次引弧,當電弧移動到斜坡口內的時候就可以稍微添加一些焊絲,在焊接到斜坡端部出現熔池之后就需要及時送絲然后進行正常的焊接;當焊接到定位焊縫的斜坡處接頭時,要暫時放慢送絲的速度,電弧稍微停留一會,當斜坡端部和熔池全部熔化之后才能再次送絲,而且在這個過程中焊槍應該要進行小幅度的擺動,讓接頭的部位可以得到完全熔化,這樣才能形成質量很好的接頭。在收弧的時候可以向熔池中送入適量的填充金屬,讓熔池飽滿,而且還要將熔池慢慢過渡到坡口側,將控制開關斷開,電流逐漸下降,熔池的溫度就會慢慢降低,熔池就會逐漸變小最后形成橢圓形,在熄滅電弧之后,對于收弧處的氬氣保護則要適當的延長,從而來有效防止因為氧化出現的各種缺陷。
3.結束語
如果采用傳統焊接工藝不能有效滿足實際焊接要求時,就可以采用手工TIG焊,通過實踐研究可以發現,采用手工TIG焊工藝的管口合格率非常高,能有效滿足焊接的質量和工期等實際要求。
參考文獻:
[1]劉值金.單面焊雙面成形技術的應用[J].陜西建筑,2009,05:34-36.
[2]房淑榮,張占軍,李軍柱.淺談手工MAG對接仰焊單面焊雙面成形技術[J].現代焊接,2012,04:63-64.
[3]王空軍,詹永林.淺析焊接中的單面焊雙面成形[J].職業,2010,20:128-129.
[4]張宇.淺析焊條電弧焊單面焊雙面成形技術的操作要領[J].科技風,2014,03:109.
[5]崔曉東,洪毅,解曉陽.管道焊接中手工TIG焊單面焊雙面成形技術[J].電焊機,2004,01:60-61.
