TX611C/4數顯臥式銑鏜床鏜軸發熱分析
2014-05-03 10:44:08馬秋紅
設備管理與維修 2014年5期
馬秋紅
(陜西秦嶺航空電氣有限責任公司 陜西興平)
一、TX611C/4銑鏜床故障情況
TX611C/4數顯臥式銑鏜床在使用中發現鏜軸發熱,并伴隨有均勻、連續的摩擦聲,且在停車過程中,只要按下停車按鈕,主軸便迅速停止,沒有正常的停車慣性。
二、鏜軸發熱分析
1.鏜軸發熱源來源
鏜軸發熱有兩種情況,自身發熱和熱傳導作用發熱。TX611C/4數顯臥式銑鏜床的鏜軸結構如圖1所示。鏜軸2安裝于空心主軸1內的3個襯套內,鏜軸外圓和襯套內孔經過精密加工而成并與襯套嚴格保持0.01~0.02 mm的配合間隙。通過導向鍵的作用,鏜軸可在空心主軸和襯套孔內作軸向移動,并可與空心主軸襯套結構一起作旋轉運動。熱傳導作用發熱是指其他結構件發熱,通過熱傳導方式導致鏜軸發熱。鏜軸與空心主軸襯套雖有嚴格的配合間隙,但空心主軸與兩套精密圓錐滾子軸承是H7/k6的過渡配合,并且圓錐滾子軸承是高速旋轉部件,運行中又是極易發熱的部件。鏜軸與空心主軸襯套之間是帶有導向作用的間隙配合,沒有相對旋轉運動,因此不會產生回轉摩擦阻力,可排除鏜軸因回轉作用產生自身發熱的可能。據此,初步推斷鏜軸發熱是熱傳導作用所致,熱源是支撐空心主軸旋轉的兩套圓錐滾子軸承。
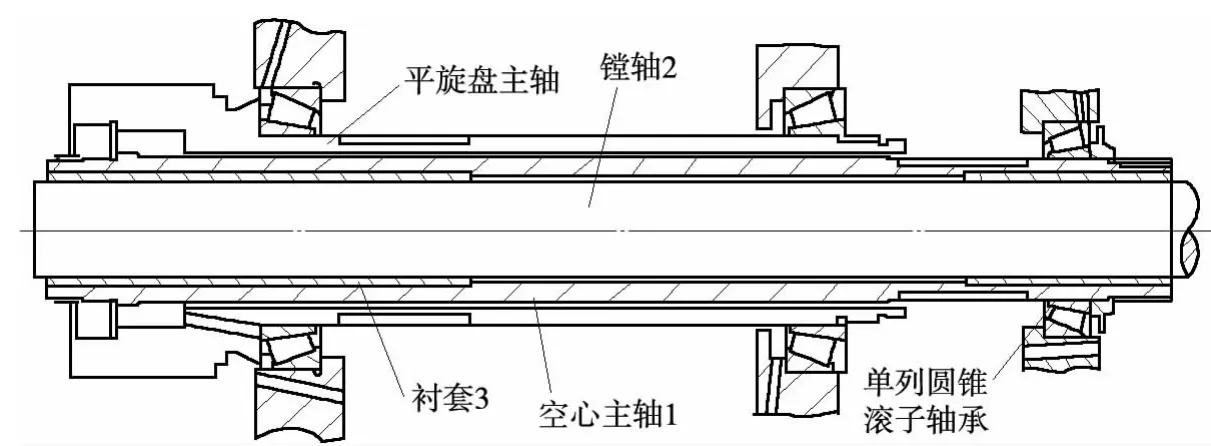
圖1 主軸結構圖
2.鏜軸回轉聲音和停車情況分析
檢修中發現鏜軸雖然轉動正常,但伴隨有相對均勻、連續的摩擦聲,仔細辨聽聲音來源,鎖定在空心主軸的后端。空心主軸后端的旋轉件是圓錐滾子軸承,滾子軸承工作時會因滾子高速運轉而產生滾動摩擦聲。另外鏜軸停車時,只要按下停車按鈕,鏜軸便迅速停止,沒有正常的旋轉慣性。表明帶動鏜軸旋轉的圓錐滾子軸承可能有損傷,一旦失去動力輸入,損傷的軸承會因阻力過大而立即失去旋轉慣性。因此,推斷問題出在空心主軸后端的圓錐滾子軸承上,軸承有損傷,旋轉時就會發熱、聲音異常、旋轉不正常,熱量通過空心主軸襯套傳遞給鏜軸。而引起軸承損傷有兩種情況,軸承裝配不合理與軸承潤滑冷卻不充分。
三、檢修和改進措施
1.檢修
檢修時發現,給空心主軸后端軸承潤滑的油管折彎處有因拉伸變形而產生的裂縫,潤滑油從裂縫處泄漏后,沿主軸箱體壁的斜孔直接回流到油箱,軸承得不到充分潤滑和冷卻,基本上處于干摩擦狀態,導致軸承發熱。
分解空心主軸,主軸后端軸承的滾道、滾動體和保持架顏色已經改變,表面成鏡面狀,滾道、滾動體、保持架和內外圈環形面上有紅褐色斑點,現象表明是軸承潤滑不足。
更換空心主軸后端損傷的單列圓錐滾子軸承,型號2007132,規格(160×240×48)mm,精度等級為D級。軸承按定向法裝配,先檢查主軸箱3個孔的同軸度,如果有微量誤差,也應按定向法予以補償。裝配軸承時,先將軸承放入80~100℃機油中浸15 min,然后取出裝配。裝好空心主軸后,襯套內孔與鏜軸外圓應保持0.01~0.02 mm裝配間隙。鏜軸的裝配最好是在主軸箱裝到前立柱上之后進行,裝配時懸吊臥放的鏜軸前端,尾部伸入空心主軸孔內,找正所配合的鍵槽位置后順勢推入孔內。因鏜軸的接觸長度較長,配合間隙小,裝配時應選用較稀的N15主軸潤滑油。
2.改進和清潔軸承潤滑油路
TX611C/4數顯臥式銑鏜床,鏜軸合理的最大鏜孔直徑是240 mm,鏜軸每轉一周最大徑向進給量16 mm,扭轉力矩非常大,支撐空心主軸的兩套精密圓錐滾子軸承都采用稀油潤滑并設有專用給油裝置。軸承的潤滑油路由各形銅管組成,因油路裝配空間狹小,所以銅管彎形半徑相應變小,出現拉伸變形和開裂。因此,必須改進油路布局結構,杜絕油管裂縫。
盡量多采用貼箱壁的平直管路,減少油管彎形裂縫。減少外露油管數量,排除操作部件與外露油管間因磕碰產生的裂縫。精確各油管連接時的彎形尺寸,避免油管連接后存在彎形應力而引起開裂。保證主軸上的所有滾動軸承,采用優質潤滑油不間斷潤滑。
改進后的油路布局,使軸承的潤滑得到充分保障,既能減少摩擦,又能通過滑油帶走熱量。TX611C/4主軸箱需裝入12 L的20號機械油,從主軸箱尾部上端帶有濾網的方孔注入,應定期清潔油箱并更換潤滑油。
四、檢修結果
主軸箱通過以上檢修、重新組裝、調整主軸滾動軸承間隙后,在距主軸端面300 mm處,用百分表檢查主軸外圓跳動<0.025 mm,滿足設備初始精度要求。鏜軸在轉速范圍內正常回轉時,異常發熱現象消失,且轉動聲音正常,恢復了原有的停車慣性。
