灌裝生產線滴液問題防治措施
2014-05-03 10:44:08何新宏何玉仙李春義李明剛
設備管理與維修 2014年5期
王 軍 何新宏 何玉仙 李春義 李明剛
(新疆天康畜牧生物技術股份有限公司 烏魯木齊)
目前50~100 mL口蹄疫滅活疫苗生產線在國內主要有兩種灌裝形式:①伺服電機控制柱塞泵行程的方式調節裝量,針頭跟隨瓶子運動灌裝;②步進電機控制蠕動泵的方式調節裝量,針頭在等分盤停轉間歇灌裝。第一種灌裝方式裝量穩定、灌裝產量高;第二種灌裝方式操作方便,但灌裝產量相對較低。
公司50~100 mL口蹄疫滅活疫苗3條灌裝生產線,兩條由上海新旭發機械科技有限公司于2009年制造,一條由上海拓達機電設備有限公司2011年制造,均采用第一種灌裝方式,3條生產線的灌裝機均采用不銹鋼多柱塞泵,整體產量較高,一般可達200瓶/min,而且裝量調整簡便、穩定,但因灌裝疫苗性狀的不同,在灌裝過程中存在滴液現象,尤以黏度大的口蹄疫滅活苗最為嚴重,常造成貼簽困難,并污染外包裝箱體,滴液造成每批5%的疫苗浪費,使疫苗收率下降。
一、灌裝生產線滴液問題原因及解決措施
1.灌裝參數調整
灌裝生產線主要灌裝兩種性狀的口蹄疫滅活疫苗,根據黏度差異分為30~40 mm2/s和170~190 mm2/s兩個范圍。黏度在30~40 mm2/s的口蹄疫滅活疫苗流動性較好;黏度在170~190 mm2/s的口蹄疫滅活疫苗流動性較差。針對兩種疫苗黏度及流動速率產生的灌裝嘴液體殘留情況的不同,在灌裝速度一定的條件下,通過對柱塞泵下降速度、伺服暫停延時數值、換向速度和灌裝速度精細調整,減少滴液次數或使其不滴液,從而達到灌裝瓶身及軌道清潔的目的。表1、表2為不同性狀疫苗灌裝參數調整對比表。表中參數是參照值,是設備編程人員對伺服電機或步進電機轉速大小調整的相對值。

表1 黏度在30~40mm2/s灌裝參數調整對比表
(1)在灌裝速度一定的條件下,上海旭發廠家的灌裝機灌裝黏度低、流動性較好的口蹄疫苗時,對灌裝機柱塞泵下降和上升速度調整得更低一些,參數由原來的30 000脈沖/s降為13 000脈沖/s,上升參數由原來的40 000脈沖/s降為20 000脈沖/s,伺服暫停延時數值由原來的300 ms調整到700 ms為最佳;灌裝黏度大、流動性較差的口蹄疫疫苗時,對灌裝機柱塞泵下降和上升速度調整的稍高一些,調整下降參數由原來的30 000脈沖/s為21 000脈沖/s,調整上升參數由原來的40 000脈沖/s為25 000脈沖/s,伺服暫停延時數值由原來的300 ms調整到現在的400 ms為最佳;使這兩種不同性狀疫苗能使在跟隨灌過程中,下液針頭剛好對準瓶口中心時針頭開始下液,來保證針頭下液完成后返程時柱塞泵有足夠的回吸時間,以達到控制滴液的目的。

表2 黏度在170~190mm2/s灌裝參數調整對比表
(2)在灌裝速度一定的條件下,上海拓達廠家的灌裝機灌裝黏度小的口蹄疫疫苗時減小換向速度,由原來的53 000脈沖/s調整為44 000脈沖/s,灌裝速度由原來的52 000脈沖/s調整為40 000脈沖/s;灌黏度大的口蹄疫疫苗時加大換向速度,由原來的53 000脈沖/s調整為56 000脈沖/s,灌裝速度由原來的52 000脈沖/s調整為55 000脈沖/s,能使在跟隨灌過程中,保證下液針頭剛好對準瓶口中心時,針頭開始下液,以達到控制滴液的目的。
(3)口蹄疫疫苗黏度不同,導致其流動速率不同,其滴液產生的原因和輕重現象不盡相同,上述參數調整的精確數值也各不相同,但均能使針頭下液時剛好對準瓶口中心完成一個行程,對控制滴液有顯著成效。
2.灌裝機偏轉柱塞調整
黏度低的口蹄疫疫苗滴液特點是針頭下完液返程時滴液,并且灌裝前又先有一滴液體流出,容易造成瓶口部疫苗殘留。針對這種情況,讓灌裝機偏轉柱塞出液口與柱塞套出液口的距離稍微偏離1~2 mm;對于黏度較高的口蹄疫苗滴液特點是針頭下完液時,仍然有沒滴完的情況,讓偏轉柱塞出液口與柱塞套出液口正好對正,就可避免滴液落在瓶身或瓶口。同時把柱塞泵原點調成一致,避免出液時間的不均勻也是防止滴液產生的有效手段。
3.硅膠軟管長短的選擇
公司現有的灌裝機每臺都有12個灌注頭,技術人員在跟隨生產車間進行灌裝的過程中,發現灌裝同一種疫苗,柱塞泵下降速度、伺服暫停延時數值、換向速度和灌裝速度各參數都一致的情況下,不同的灌注頭滴液現象仍不相同,有的灌注頭滴液次數多些,有的灌注頭滴液次數少些,造成這種結果的原因是與硅膠軟管的長度相關。在不銹鋼柱塞泵的出口到下液針頭的連接硅膠軟管較長時,滴液現象嚴重,反之滴液現象較輕。經試驗發現,從不銹鋼柱塞泵的出口到下液針頭的連接硅膠軟管>200~300 mm時,一個灌注針頭在下液完成回程中,要多滴1~2滴液。將軟管長度統一修剪為200~300 mm,則可避免在此階段出現的滴液現象。
4.灌裝過程中疫苗的壓力調整
灌裝過程中由于乳化罐需不斷向灌裝儲液罐中輸入乳化合格的口蹄疫疫苗,如果此過程中壓縮空氣壓力大,則疫苗產生氣泡多,易形成滴液。生產灌裝間的儲液罐一直由電磁閥自動控制液位,如果幾條生產線同時灌裝,電磁閥一直處于打開狀態下,液位仍然下降,跟不上灌裝速度。以往采用的方法是不斷增加壓縮空氣壓力,但疫苗在輸送過程中隨著壓力的變化在儲液罐中形成很多氣泡,疫苗在針頭的表面張力因氣泡的破裂形成滴液現象。據此情況,采取在儲液罐剛開始進液時,將原0.04 MPa的氣壓降為現在的0.02 MPa,疫苗就不形成或少形成氣泡,保持良好灌裝而不滴液。如果儲液跟不上灌裝速度,不再采用提高壓縮空氣氣壓的辦法,而是采取電磁閥旁路開隔膜閥的方法,使氣壓值保持在0.02 MPa,恰好使壓過來的疫苗液量與灌裝液量平衡,從而減少氣泡形成保持灌裝過程中不滴液。
二、灌裝生產線滴液問題輔助解決措施
1.嚴格操作人員責任心避免倒瓶進入灌裝機軌道
灌裝過程中,如果操作人員責任心不強使有瓶底向上的瓶子進入灌裝位置,灌裝機仍會接收灌裝信號,這樣疫苗液會濺到軌道、瓶身等處,如果不及時擦拭就會逐漸污染整個灌裝軌道,造成貼標簽困難和包裝盒、包裝箱有明顯油漬。技術人員采取在供瓶盤軌道處增設防止倒瓶裝置,來避免此類瓶進入灌裝軌道(圖1)。
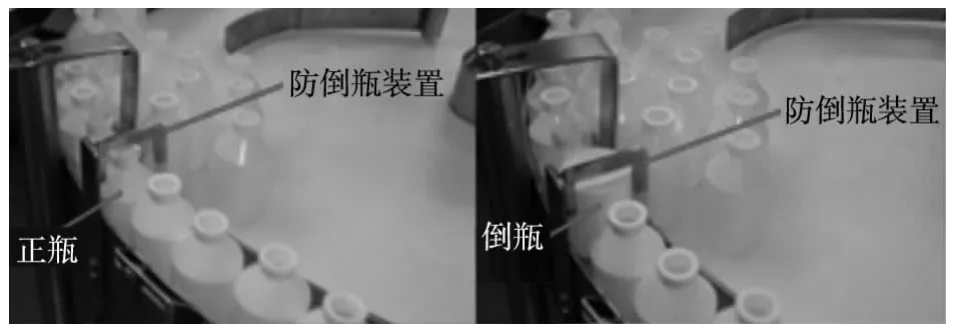
圖1 防止倒瓶裝置
2.點焊灌裝傳送軌道的護瓶欄
在灌裝過程中,技術人員發現由于滴液滴在個別瓶上,其瓶身黏帶的疫苗液逐漸附著在軌道護欄而傳給其他瓶身,會造成大面積貼簽困難。針對此情況,在灌裝生產線從針頭灌裝以后位置、輸送帶兩側的護瓶欄及緩沖供瓶轉盤上的護瓶欄,逐步點焊上細的不銹鋼絲,使瓶身和護瓶欄為線接觸,個別瓶身粘帶的疫苗液不致于染附于護欄而逐步傳給其他瓶身,可避免大面積貼簽困難。
3.加強清潔擦拭工作
操作人員在灌裝過程中,加強對輸送帶、供瓶轉盤盤面、輸送螺旋、護欄內側的清潔、擦拭工作,尤其是輸送帶,每分裝2~3批疫苗徹底清洗一次,以避免少量油瓶對整個生產軌道逐步污染造成貼標簽困難及影響包裝美觀。
三、總結
通過采取以上防制措施,灌裝生產線灌裝機滴液問題有了明顯改觀。目前灌裝過程中很少有滴液造成瓶身污染現象,現場衛生得到改善,疫苗收率由原來的95%上升為97.5%,減少了疫苗因滴液帶來的浪費,僅此一項,公司全年增產800萬mL的合格疫苗。
