鉆桿管體加厚端外過渡帶打磨機
2014-05-03 10:44:14劉安建秦寶蘭宋楊張繪杰
設備管理與維修 2014年5期
劉安建 秦寶蘭 宋楊 張繪杰
(1.渤海裝備石油專用管材公司 河北滄州 2.華北油田第四采油廠廊東工區 河北廊坊)
1.概述
鉆桿管體端部加厚形成的外過渡帶是管端加厚成型的關鍵部位,管體外過渡帶位置的質量與鉆桿的質量密切相連。經過鐓鍛和熱處理后管體兩端的加厚區存在鐓鍛模具擠壓殘留的飛邊和熱處理時產生的氧化皮,外觀質量較差并且很容易造成后續偏心檢測和磁粉探傷的誤判,必須在熱處理后將殘留的飛邊和管端過渡帶處的氧化皮打磨去除(偏心測量和磁粉探傷均要求過渡帶處表面光滑,管體其余部位不作要求)。鉆桿管體生產廠家管體加厚端過渡帶除銹作業仍然采用人工打磨和噴砂設備對全管體進行除銹處理。人工手持式砂輪機打磨質量靠人工掌握,無法保證每根管打磨均勻,打磨除銹效率低,作業環境差;噴砂除銹設備投入成本大,車間占用面積大,車間環境污染大,操作時安全系數低。這對這種情況,渤海裝備石油專用管材公司設計了一種鉆桿管體加厚端外過渡帶打磨機(圖1)。
2.打磨機結構及特點
鉆桿管體加厚端外過渡帶打磨機結構如圖2所示。
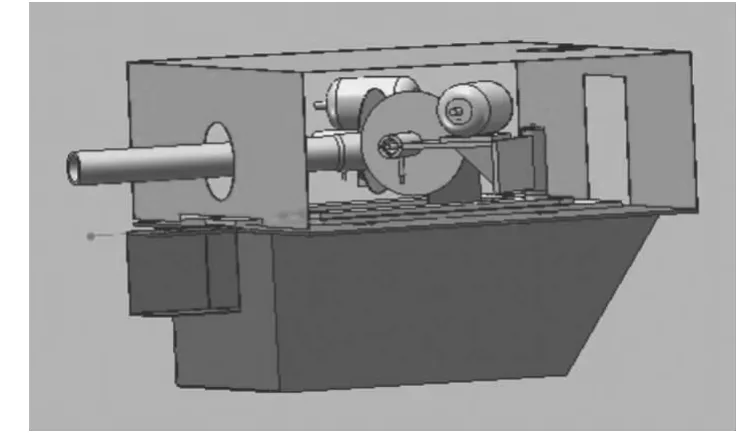
圖1 鉆桿管體加厚端外過渡帶打磨機
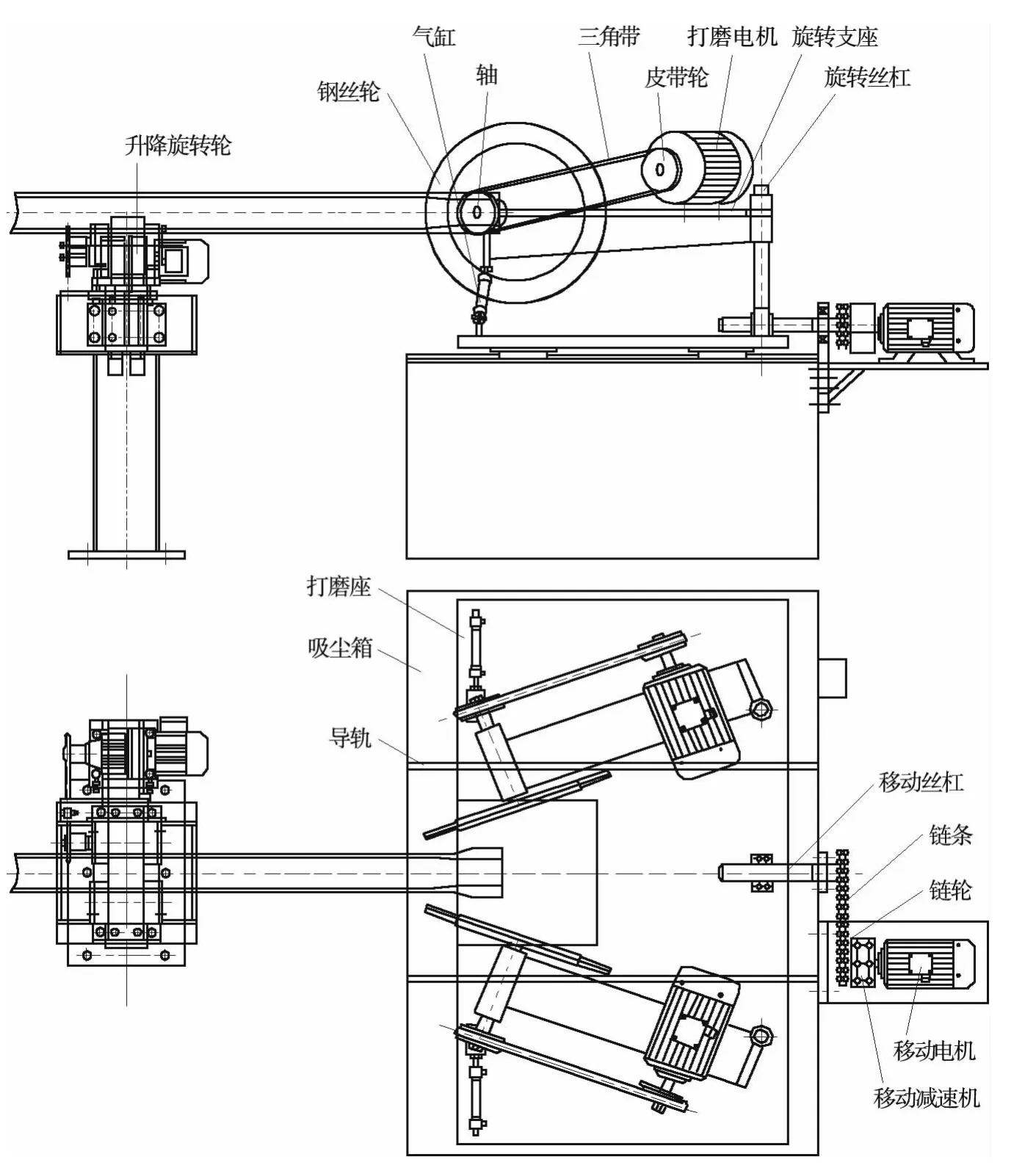
圖2 打磨機結構示意圖
該打磨機安裝在管體輸送軌道中,采用通過式的方法進行管體加厚端外錐面打磨,這樣可以降低設備投入的費用和人力占用。當管體達到打磨機位置時,升降旋轉輥升起,帶動鉆桿管體順時針方向原地旋轉,電機帶動鋼絲刷高速旋轉,對加厚管端外過渡帶進行打磨,電機絲杠帶動打磨裝置前后行走,夾緊氣缸隨管體外過渡帶外徑而變化,當鋼絲刷遇到偏心較大管體時,隨著管體的轉動氣缸桿通過伸縮保證鋼絲刷時刻與管體保持貼合。在打磨的下方安裝粉塵吸塵箱,存儲打磨下的氧化皮,最大程度吸收了打磨灰塵,保證風機排氣的清潔,避免傳統打磨設備對環境的污染。
絲杠電機接入變頻器控制打磨機前進后退速度,保證管體外錐面氧化皮打磨效果。
3.打磨效果

手工打磨與打磨機打磨效果對比見圖3。
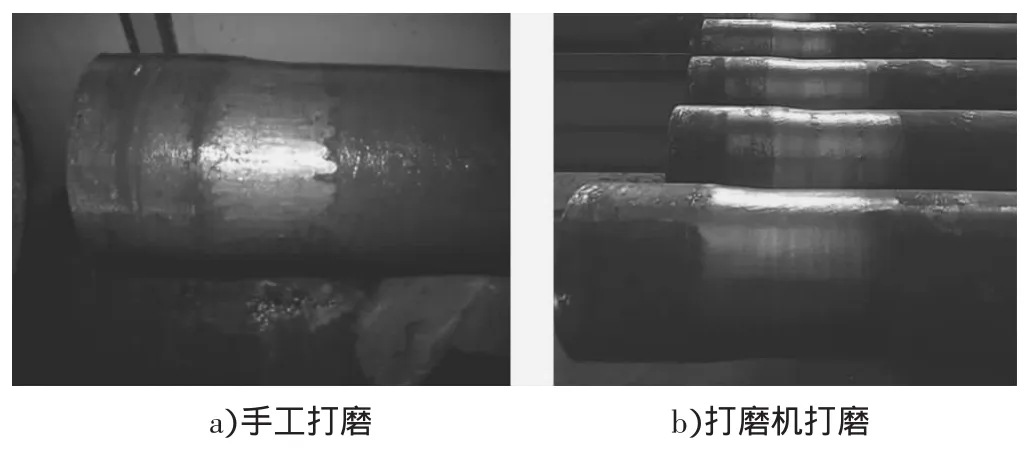
圖3 打磨效果對比
熱處理后的加厚管體其加厚端外過渡帶氧化皮的去除率跟其材料的硬度成反比關系,熱處理后的管體材料越硬其氧化皮去除率越低。表1為近2年統計的加厚鉆桿管體外過渡帶氧化皮去除率。
打磨機主要技術參數見表2,該設備的輸入功率較小,僅為15kW,控制電壓采用24V安全電壓,具有模仿人工打磨的夾緊和絲杠工進系統,適用范圍廣泛。
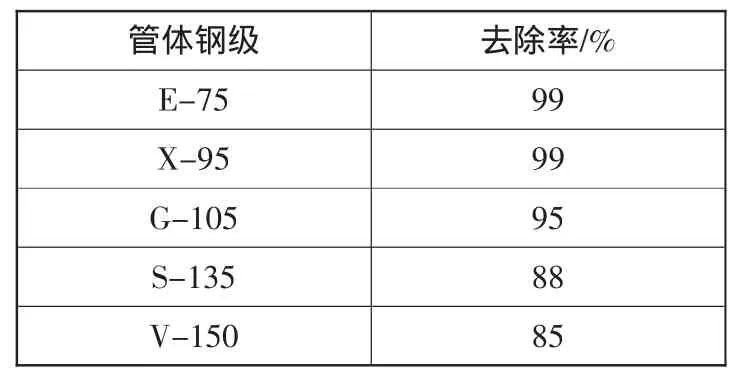
表1 加厚鉆桿管體外過渡帶氧化皮去除率
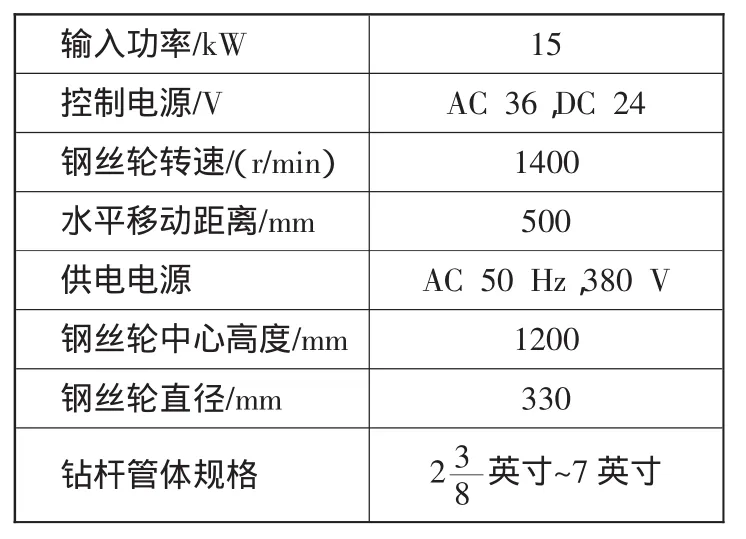
表2 打磨機技術參數
實際應用表明,公司根據工廠實際情況設計的鉆桿管體加厚端外過渡帶打磨機,結構簡單,性能良好,打磨質量穩定,大大提高了鉆桿管體加厚端打磨效率。
1 張婷婷.S135鉆桿管體表面質量提升方案[M].石油和化工設備,2011,14
2 王運美,楊佰超.新型多用途鉆桿打磨機[M].石油礦場機械,2007,36
3 韓勇.鉆桿接頭與套管摩擦與磨損問題與實驗[D].西南石油大學,2002
