焊接溫度對木塑窗扇熱熔焊接強度的影響分析
2014-05-07 10:58:10楊秀軒張圣源
森林工程 2014年3期
關鍵詞:實驗
楊秀軒,趙 輝,張圣源
(東北林業大學生物質材料科學與技術教育部重點實驗室,哈爾濱150040)
以木塑復合材料[1]為原料,通過擠出成型的方式制成窗扇型材,這種型材以塑料作為基體以木質纖維作為增強體進行復合而制得,塑料一般選用PE、PP、PVC和PS等熔融溫度低于200℃的熱塑性塑料。窗扇型材可回收利用,不產生環境污染,節約森林資源,在各種資源缺乏的今天具有很大的發展優勢。同時,木塑材料具有良好的加工性能和防蟲、防火、隔熱性能。
木塑窗扇常用三種連接方式:機械連接、膠連接和焊接。其中焊接的方式可以采用超聲波焊接[2]和熱熔焊接,本文采用熱熔焊接機進行木塑窗扇焊接,不需要添加焊接劑,密封性好,實踐性強,本文主要通過試驗研究,應用熱熔焊接技術焊接木塑窗扇,設定關鍵熱熔焊接參數[3](焊接溫度、焊接壓力、作用時間等)分析焊接溫度對窗扇角強度的影響,尋求最佳的焊接溫度,以提高焊接角強度。
1 試驗準備
1.1 試驗原料
實驗所用木塑材料為:36%的塑粉(PE),60%的木粉,并加入部分偶聯劑和抗氧化劑等通過混料機進行混料,再通過造粒機進行造粒,最后通過擠出機擠出成型制成截面形狀如圖1所示的門窗材料,用雙頭切割鋸將材料端部截成45°,長度約370 mm的窗扇型材(如圖2所示)。

圖1 窗扇截面Fig.1 The cross section of window frame
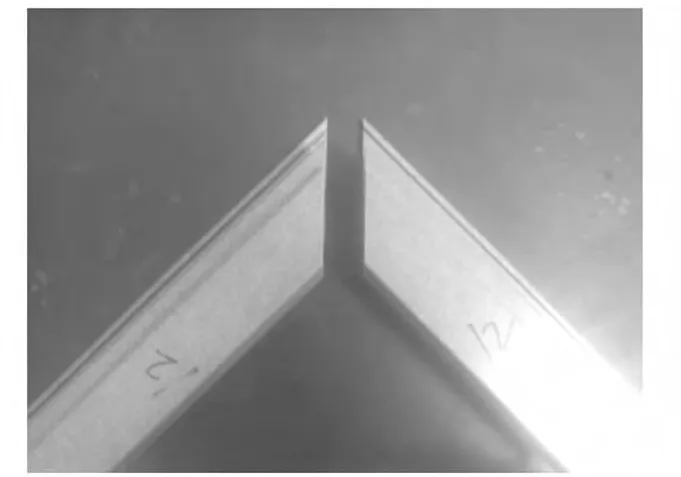
圖2 窗扇型材Fig.2 The window frame material
1.2 試驗設備
木塑熱熔焊接是利用熱熔焊機的焊板對木塑中的PE加熱將其熔融,在一定壓力的擠壓作用下將材料對接在一起,并保壓冷卻從而完成焊接[4]。塑料熱熔機主要有一位、兩位、三位、四位及立體熱熔機,本次實驗所用設備為濟南精工新亞機器有限公司生產的塑料門窗四位焊接機,該焊接機共四個機頭,除第一個機頭被固定外,其余三個機頭均可在焊接機支架導軌上調節其位置,從而完成多種窗扇形狀的焊接,機頭可以單動或聯動工作,如圖3所示,每個機頭的結構基本相同,機器的輸入電源為380 V,輸入功率為3.5 kW,采用氣壓傳動。

圖3 熱熔焊接機頭Fig.3 The fusion welding machine head
另外,在焊接完成后還需要利用角強度測試儀進行窗扇角強度的測試,所用角強度測試儀為濟南大唐偉業科技發展有限公司生產的SJS-20數顯式角強度測試儀。
2 實驗過程
影響焊接的參數主要有5項:縱向進給壓力、橫向進給壓力、焊接時間、保壓時間、焊接溫度。在保證焊接能夠進行的情況下,暫不考察前四項對焊接強度可能產生的影響,在本次試驗中將縱向進給壓力設為0.4 MPa;橫向進給壓力設為0.2 MPa;焊接時間為30 s;保壓時間為30 s。集中考察焊接溫度對焊接強度的影響。對于PVC型材,理論焊接溫度約為180℃[5],但由于焊板焊布之間的縫隙及其他的一些原因,廠家的實際焊接的溫度遠低于設定顯示的溫度,并且溫控儀所測的是一個點的表面溫度,所以實際工作時顯示的溫度要高于180℃[6]。因此參考PVC門窗焊接的溫度以及木纖維的碳化溫度,初步設定木塑的焊接的實驗溫度范圍為240~280℃,焊接完成后常溫下冷卻24 h后,用角強度測試儀進行角強度測試。
3 試驗結果及分析
焊接機一共有4個焊頭,利用一號焊頭進行焊接,在240~280℃范圍內每隔5℃進行實驗,各個測定溫度試驗3件,其試驗數據見表1。
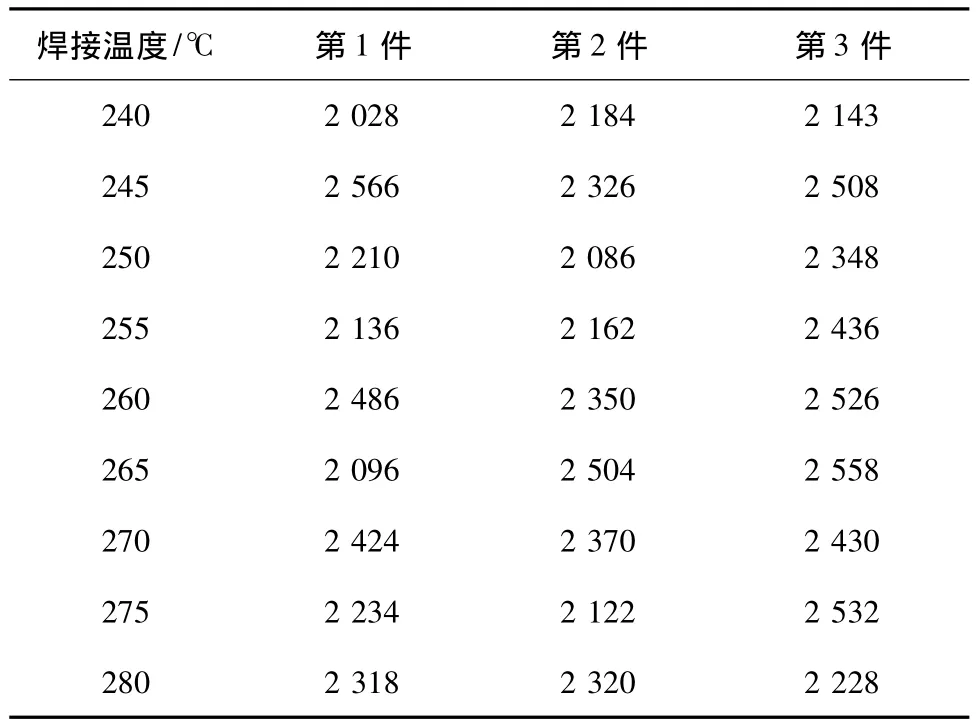
表1 一號焊頭角強度測試(單位:N)Tab.1 The first welding angle strength test(N)
由實驗數據可以看出整體數據較為分散,分析原因可能是:
(1)人工上料過程中,造成的安裝定位誤差。
(2)窗扇料在擠出成型過程中,表面不平整,有凸凹波度。
(3)用雙頭鋸切割過程中,切割面粗糙度較大。
以上原因導致焊接時熱熔不穩定,影響了強度。另外,焊接過程中加熱板后退,后鉗板與后定位板前移,兩焊件對接,過程中兩焊件的相對位置發生了變化,導致焊接面沒有良好接觸,從而影響了焊接強度。
由于木塑復合門窗沒有相關標準,借鑒2005年11月11日頒布的未增塑聚氯乙烯(PVC-U)塑料窗標準JGT 140-2005,根據型材剖面的外形尺寸和壁厚計算出型材的計算值。標準規定窗扇焊接角最小破壞力的計算值不應小于2 000 N,窗扇焊接角最小破壞力的計算值不應小于2 500 N,且實測值均應大于計算值。
根據木塑窗框的截面形狀與尺寸,依據最小破壞力的計算公式:

式中:W為應力方向的傾倒矩I/e,單位:mm3;I為型材橫斷面中性慣軸慣性矩。T型焊接的試樣應使用兩面中慣性矩的較小值,單位:mm4;a為試樣支撐面的中心長度,單位:mm,a=(400±2);e為臨界線與中性軸的距離,單位:mm;ɑmin為型材最小破壞應力,單位:MPa,ɑmin=35。
根據實驗所用型材尺寸,經計算得該型材的最小破壞力計算值為:Fc=3206.9N>2 500 N,符合標準規定,但通過實驗發現目前焊角強度的實測值暫不能達到計算值的要求,因此需要考慮在焊接的基礎上進行復合連接,在本次試驗中將標準規定中的計算值的最小值即2 500 N作為強度目標值。
通過實驗觀察并分析以上數據發現,在240℃時焊接強度偏低,焊接熔融量不足,在280℃時又有嚴重的碳化現象,而在245、260、265、270、275℃時焊接的角強度均有2500N以上的數據出現,因此擬在同一焊機二號機頭上在245~275℃溫度范圍內再進行焊接試驗,并對實驗數據進行單因素試驗方差分析,其實驗數據見表2。
由數據計算得:組內平方和SE=8 376;組間平方和SA=204 479。

對照 F表,F0.99(6,14)=4.46,F=5.7>4.46,故溫度對于焊接強度具有較為顯著的影響。
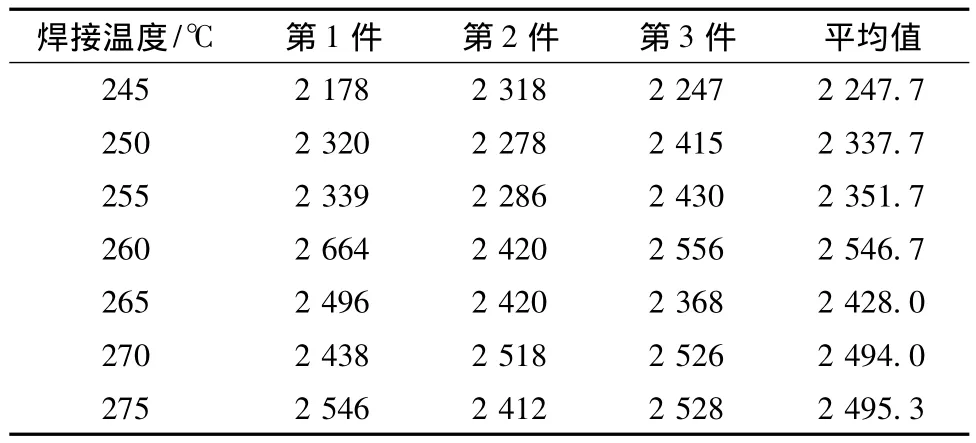
表2 二號焊頭角強度測試(單位:N)Tab.2 The second welding angle strength test(N)
在焊接過程中,焊接效果的好壞對焊接強度具有重要影響,在以溫度范圍內進行焊接試驗時,在一號焊接頭上進行焊接時焊接效果較差,原因可能是焊布由于前期的反復使用使焊布被污染,影響了焊件表面的熔融效果,使得焊接時的焊件表面熔融表面不均勻,影響了焊接效果。另外,焊布與焊板的貼合情況也會影響焊接效果,二號焊頭的貼合效果優于一號焊頭,故焊接質量有一定影響。
圖4所示為不同溫度下的焊角強度的最大值與最小值,由圖可以看出整體焊接數據具有一定的離散型,除上述分析的原因外,由于焊板是裸露在空氣中的,因此周圍環境與通風狀況對焊接強度也對焊接效果產生了一定的影響。

圖4 不同溫度下的焊角強度值差Fig.4 The strength values of welding angle at different temperatures
4 焊接后的形貌觀察
在焊接完成后對焊接后的試件和壓開后的斷面進行觀察,發現在溫度較低時產生的溢料較少,顏色較淺,隨著溫度的升高其溢料逐漸增多,而且溢料顏色逐漸加深,在270℃以上時顏色變化較為明顯,當溫度達到280℃時焊接表面已經出現了明顯的炭化現象,部分區域變黑。
實驗所用焊接機具有自動清除上下面焊瘤的功能,在焊接完成后,焊件接頭處會出現焊瘤,在將焊瘤清除后,發現接頭處有明顯的焊縫,與焊件本身的顏色不同,影響了焊件的美觀性,如圖5所示。

圖5 焊縫效果Fig.5 The welding seam
5 結論
研究結果表明,溫度在240~280℃之間均可實現木塑窗扇的熔融狀態,進而完成焊接,溫度偏低時熔融量不足以焊接,溫度偏高時木塑中的木粉會出現碳化現象,而且木纖維會發生質變,影響焊接強度,因此為保證木塑窗扇焊接的熔融量和防止碳化的前提下,選擇260℃左右的溫度下在進行木塑窗焊接較為適宜。
利用熱熔焊接進行木塑的連接,具有密封性好、連接速度快等優點,在焊接接頭處會出現焊瘤,雖然熱熔焊機可以自動清除,但會有焊縫痕跡出現,可以通過表面涂覆等方法處理。
[1]肖澤芳,趙林波,謝延軍,等.木材—熱塑性塑料復合材料的進展[J].東北業大學學報,2003,31(1):39 -41.
[2]周一龍,趙 輝,祝虹媛.木塑復合板材的超聲波直角焊接性能試驗[J].東北林業大學學報,2012,40(11):116 -119.
[3]張慧貞,周長青.影響塑料門窗焊接質量的因素及其控制措施[J].工程塑料應用,2000,28(4):18 -19.
[4]劉有余,張 浩,朱慧萍,等.塑料門窗三點直線布置熱熔焊接機的設計與研究[J].機械傳動,2011,35(11):75 -78.
[5]李鳳剛.塑料門窗質量影響的因素分析[J].棗莊學院學報,2011,28(2):103 -106.
[6]薛艷麗.影響門窗焊角強度問題的探討[J].塑料門窗專欄,2008(1):27-28.
[7]白 艷,邢 濤.焊接結構超生TOFD法的研究現狀及展望[J].森林工程,2010,26(5):32 -35.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
