擾流子換熱器在鈦渣電爐余熱利用中的應用及存在問題
2014-05-07 04:49:26李昌輝
四川冶金 2014年1期
李昌輝
(攀鋼集團鈦業有限責任公司,四川 攀枝花 617000)
1 引言
攀鋼鈦業公司的一期1#鈦渣電爐于2006年6月建設完成,設計產能為60kt/年,設計功率為25.5MW,是引進烏克蘭技術的半密閉式圓形鈦渣電爐。眾所周知,在鈦渣冶煉過程中煙氣溫度可達到800-1000℃甚至更高,原設計沒有采用余熱利用技術,熱氣源經冷卻和除塵后直接放散處理。
隨著冶煉強度的提升,煙氣溫度也逐步升高,給后續除塵帶來不利,2010年6月我廠在1#鈦渣電爐煙道增設了廢熱鍋爐,解決了進除塵器煙氣溫度過高的問題。但對余熱產生的熱質蒸汽沒有有效利用,僅將電爐余熱用于加熱產生蒸汽后排放。
通過技術消化與優化改進,攀鋼進行了二期2#、3#電爐的建設,2010年8月完成施工建設,在二期建設中我們考慮了廢熱利用技術,將冶煉過程中產生的高溫煙氣熱質用于原料造球后的干燥處理,同時解決細粒級攀礦造球后的干燥入爐問題,實現了大型鈦渣電爐余熱回收與利用。
2 存在的主要問題
煙氣余熱利用技術是在一期技術水平上的升級和創新,擾流子換熱器是煙氣系統余熱利用的關鍵設備,其作用是將冶煉過程中產生的高溫爐氣的熱值置換給干凈的冷空氣,通過熱量置換后干凈冷空氣的溫度可達到340℃,然后通過風機將熱源送到造球干燥系統中完成球團礦的干燥,其溫度可以通過調節風機進風量進行控制。但是由于高溫煙氣同時含有大量的粉塵,會堵塞換熱器內部換熱通道,需要定期停爐疏通煙道,故在實際運行中擾流子運行狀態成了制約電爐生產的主要因素。擾流子換熱器在運行中存在的問題:
2.1 設計的結構缺陷
(1)擾流子換熱器的內部空氣交換管間隙小,縱向交錯排列。粉塵易在管隙及管壁上堆積造成堵塞。
(2)反吹功能不完善。在冶煉時,反吹能力差,爐氣中的細粒級粉塵堆積在擾流子換熱器的交換管之間,極易發生堵塞。
2.2 工藝問題
進入擾流子換熱器內部的爐氣溫度較高,當溫度搞過850℃時,粉塵易在擾流子換熱器內部形成燒結并結塊,造成擾流子煙氣通道堵塞。
由于以上原因導致設備運行周期短,積灰清理起來極為困難,每次清理時間在10小時以上。清理時間較長,影響了生產的連續性,造成設備作業率的下降,同時由于長時間停爐處理,爐內熱源流失,造成頭爐的冶煉指標電耗偏高。擾流子換熱器的故障成為了影響電爐設備作業率的主要制約因素。
3 原因分析及措施
3.1 原因分析
堵塞主要有兩個原因:
工藝上:鈦渣電爐利用微負壓進行生產,正常冶煉過程負壓須控制在-20pa左右,使得煙氣系統中含有一定量的細微粉塵和原料,并且隨著原料礦粒度比以前細,粉塵量會增多,冶煉過程中,擾流子內部溫度經常達到800℃以上,粉塵在擾流子內部滯留燒結。
結構上:擾流子空氣交換管數量多,采用多層布置,管之間的間隙只有32mm,并且交叉排列,如圖1所示。
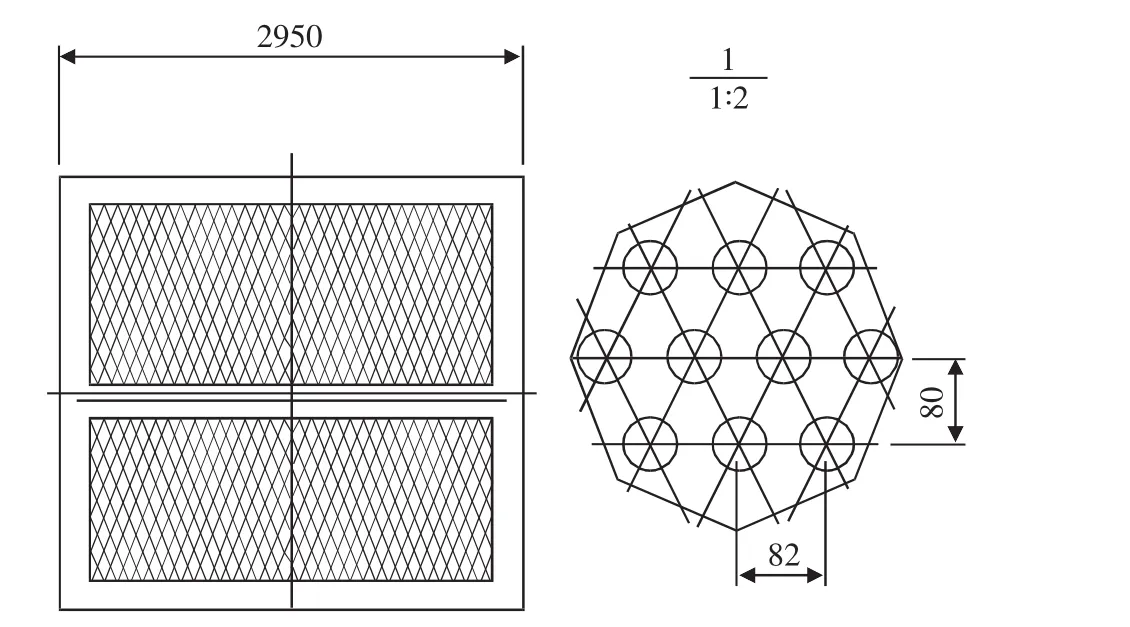
圖1 擾流子布管示意圖
這種結構使氣體形成錯流、擾流利于氣體的熱交換,但不利于反噴吹,反吹系統將粉塵吹不走,堆積在擾流子內部,造成堵塞,負壓難以控制,影響電爐生產。
功能設備存在問題:聲波反吹與壓空系統反吹同步性不高,也是造成堵塞嚴重的原因。反吹系統壓縮空氣管道較大,氣量不足,反吹能力較小,反吹管道的孔距過大,反吹能力較小,造成堆積在管道上與管道之間的粉塵不易隨煙氣帶走,造成堵塞,電爐爐內負壓不好控制。
3.2 采取對策及措施
通過對擾流子堵塞原因的分析,在2012年7、8月對設備本體采取了以下改進措施,自8月份以來提高了電爐作業率,解決了制約電爐生產的主要因素,保證了生產的延續性。
硬件改造:
(1)增設壓空罐,穩定反吹壓力,實現快速吹灰。根據反吹用氣量將現有反吹管道結構進行改造,通過計算風量,解決了由一根壓縮空氣主管道帶6根反吹管道的風量、壓力不足的問題,將原來的主管道改為兩根主管道分別用電磁閥控制,分時反吹。
(2)減小反吹管尺寸和安裝尺寸。根據出風量計算反吹管的管徑大小,管徑只需要DN40,將原反吹管的管徑改為DN40就能滿足反吹能力,反吹孔由原來直徑5mm改為4mm,間距由原來的150mm縮短為41mm,并且將原來反吹孔無序地反吹改為分別對空氣交換管之間的管縫及管壁進行逐點吹掃。
(3)采用多層安裝逐層實施。由于各層的結構基本一致,所以在各層都存在相同情況,必須在各層都進行安裝。
(4)反吹控制程序的開發和優化
通過對反吹系統的時間、頻次對PLC控制程序進行優化調整。調整聲波、壓空反吹同步性,增長聲波噴吹時間,縮短壓空反吹時間,增加增大瞬間噴吹風壓。通過摸索和試驗形成了較有效的控制程序和時間控制,如圖2所示。
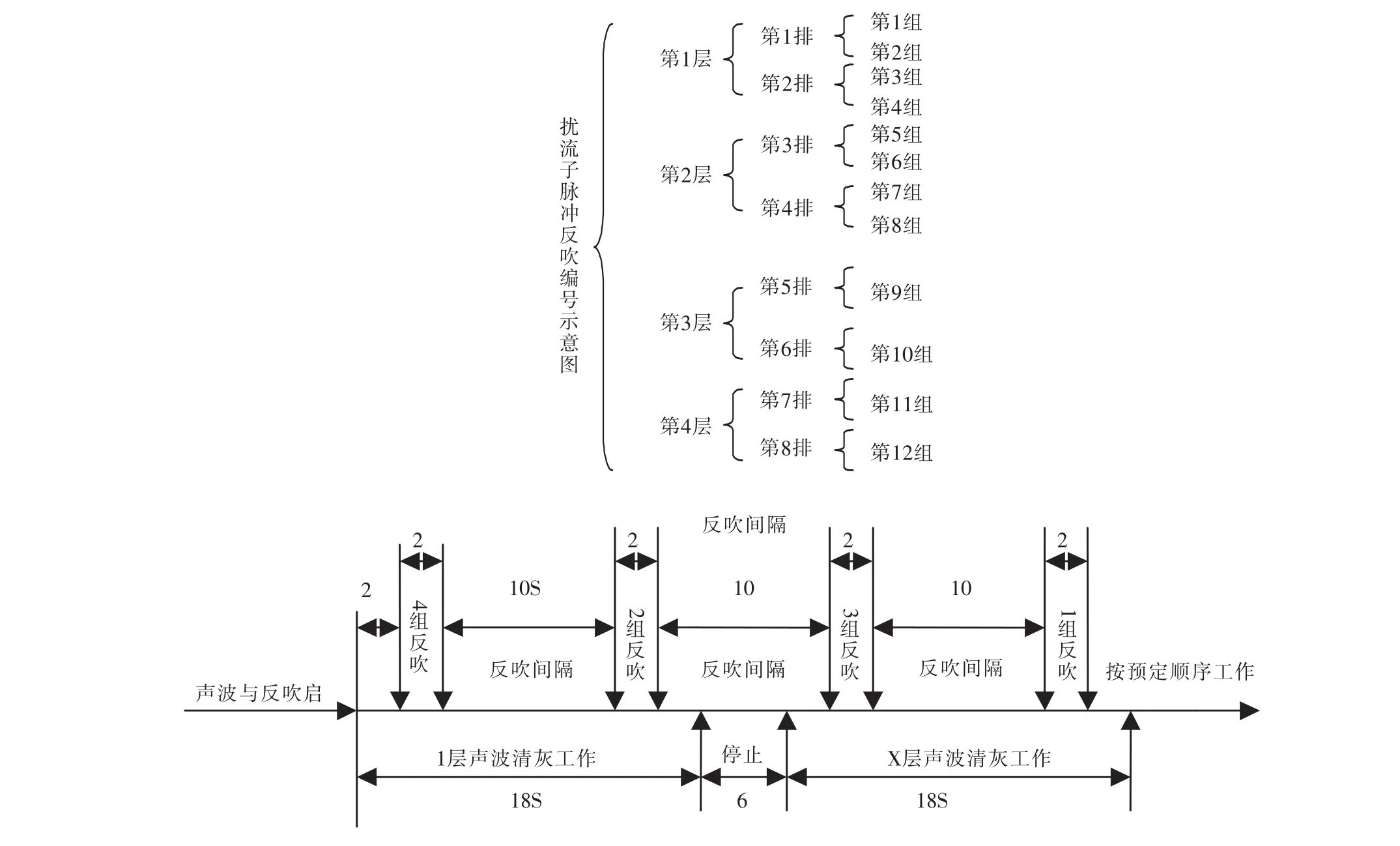
圖2 擾流子反吹程序控制示意圖
(5)在冶煉過程中,針對電爐煙氣溫度的高低,及時調整二次燃燒室處的助燃風機鼓風量的大小,盡量降低進入擾流子的溫度,避免粉塵在高溫下發生燒結,減少擾流子堵塞。
(6)在擾流子換熱器操作制度上,要求每班崗位人員對擾流子進行至少一次卸灰,避免擾流子錐體部位因積灰堵塞,造成負壓不好控制,影響電爐生產。
4 實施效果
(1)實現生產長周期運行,冶煉指標得到改善和提高。改造后,2#、3#電爐擾流子換熱器故障清灰時間得到了有效的控制,月清灰頻次由4-5次降到1-2次,將運行周期由3-5天延長到了15-35天,大大延長了清灰的周期,保證了電爐生產的連續性,提高了電爐設備作業率,改造完成后2#、3#電爐設備作業率達到96.5%和96.39%,遠高于設計的85%。
(2)爐況得到了明顯改善,生產順行,節約了因停爐產生焙燒電極及對爐膛加溫的電耗。
(3)保證了造球干燥系統的供熱需求和長周期運行,提高了余熱利用率。
5 結束語
擾流子除灰自凈功能的改進只是延長了設備的清灰周期,維持了設備的延續使用,并沒有徹底解決換熱器充當除塵器的問題。目前高溫煙氣余熱利用技術和手段很多,如生產中壓蒸汽、煙氣洗滌后煤氣收集再利用等新技術已在實際中使用。在氣-氣介質熱值交換的設備方面,擾流子換熱器無疑是勝任的,但是前提是必須控制好煙氣的含塵量,新的觀點認為:對熱源氣含塵進行預除塵處理,通過工藝改進更能保證設備的穩定運行。
[1]莫畏,鄧國珠,羅方承.鈦冶金[M].冶金出版社,1998,6.
[2]楊紹利,盛繼孚.鈦鐵礦熔煉鈦渣與生鐵技術[M].冶金出版社,2006,6.
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年2期)2019-05-11 09:12:16
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
測控技術(2018年2期)2018-12-09 09:00:52
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
設備管理與維修(2015年12期)2015-04-09 06:57:00