視覺檢測與激光精密測量在軸承加工檢測中的應用
2014-05-10 07:50:44石煒李俊成蔡春明王永強
機床與液壓 2014年22期
關鍵詞:測量
石煒,李俊成,蔡春明,王永強
(1.內蒙古科技大學機械工程學院,內蒙古包頭014010;2.天津科技大學機械工程學院,天津300222)
機器視覺測量的過程是利用面陣CCD 傳感器拍攝圖像并結合標定算法快速定位到測量起始點,然后通過計算機程序驅動XY二維電動平臺帶動激光位移傳感器沿預定軌跡運動,實現對工件輪廓尺寸的測量。軸承是機械傳動中的重要零件,其制造精度直接影響著整個機械系統的傳動精度。文中利用機器視覺對軸承的外輪廓尺寸進行測量,并利用激光器對軸承的高度進行測量,提高了軸承的檢測精度,并對生產制造中出現的缺陷進行了檢測。
1 測量原理及坐標系轉換
1.1 測量原理[1]
系統的具體測量方案可參見測量系統的測量原理圖,如圖1所示。
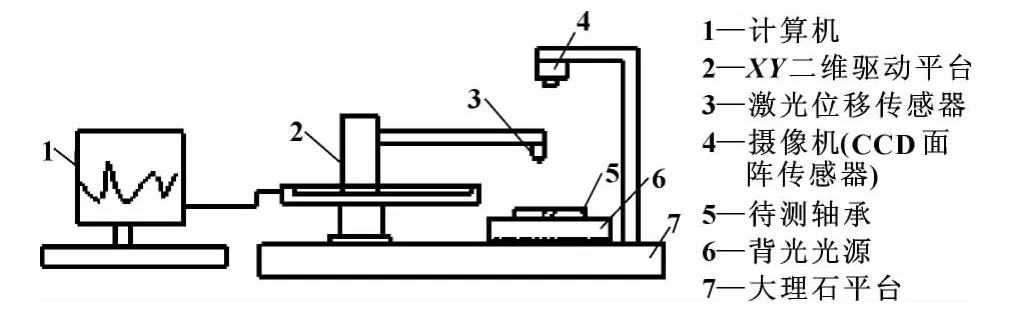
圖1 系統測量原理圖
1.2 坐標系的轉換[4]
該測量系統中涉及到4 個坐標系,分別為世界坐標系XwYwZw、二維驅動平臺坐標系XY、圖像物理坐標系XiYi和圖像像素坐標系uv,如圖2所示。
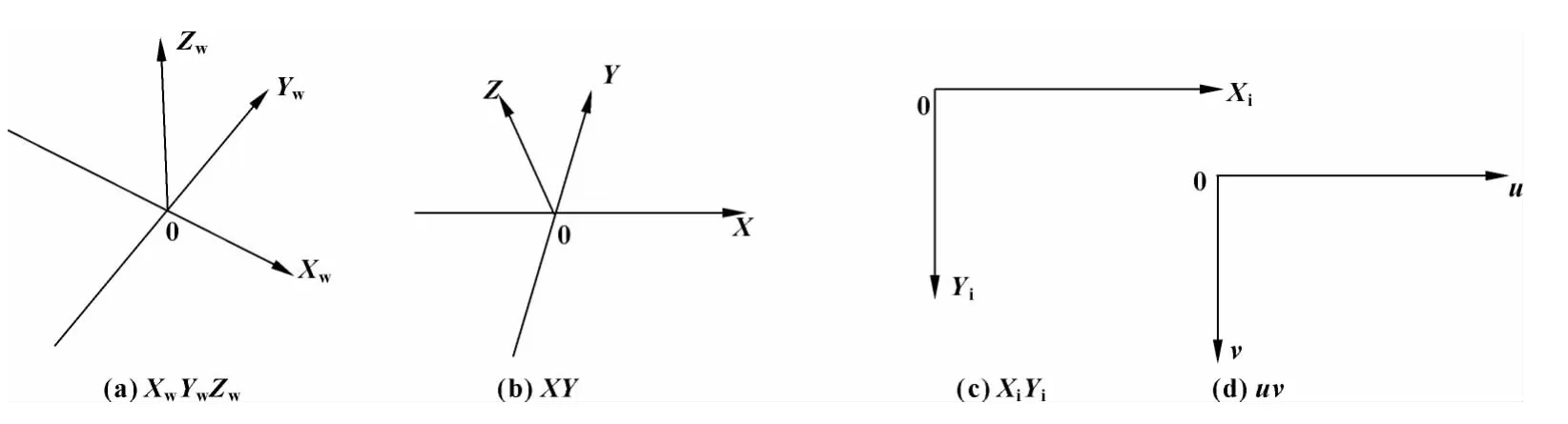
圖2 系統中的4 個坐標系
為了便于計算,該系統是世界坐標系和二維驅動平臺坐標系重合。圖像像素坐標系uv和圖像物理坐標系之間的轉換可通過一個3 ×3 的標定矩陣完成[1]。因此,該系統坐標系之間的轉換便可簡化成驅動平臺坐標系XY和圖像物理坐標系XiYi之間的轉換。由于兩個坐標系的縱軸方向相反,應先經矩陣變換使坐標軸方向統一,然后再經旋轉、平移即可使兩坐標系統一。假設坐標系XY與坐標系XiYi的橫軸之間夾角為θ,兩個坐標系原點之間在X向和Y向上距離分別為a和b。
將式(1)用齊次坐標表示:
利用標定算法,可由圖像像素坐標(u,v)求得圖像物理坐標(xi,yi),再通過式(2)計算,可求得二維平臺坐標(x,y),進而可控制二維驅動平臺按預定測量軌跡帶動激光器運動,完成測量[3]。
2 待測對象及其特殊性和主要測量參數及測量要求
2.1 待測對象
(1)該系統要測量的軸承的實物圖和局部放大圖如圖3所示。

圖3 被測軸承的整體與局部放大圖
(2)軸承結構圖
一般軸承的結構圖見圖4。
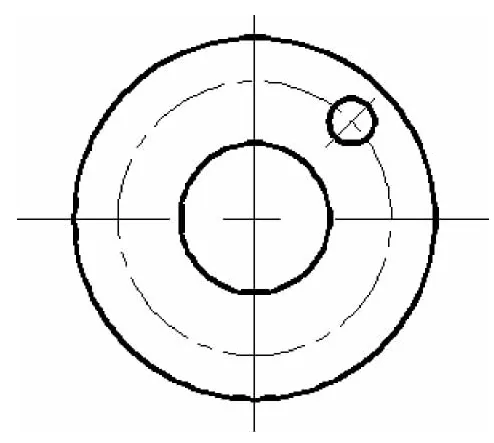
圖4 一般軸承的簡略圖
2.2 要測量的軸承主要參數和測量要求
(1)軸承的外輪廓尺寸,如圖5 中尺寸D。
(2)軸承需要定位的圓心位置,如圖6 中尺寸C。
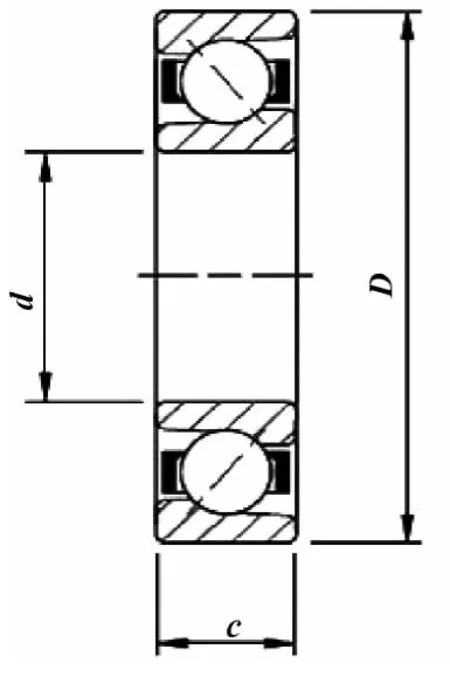
圖5 軸承截面圖
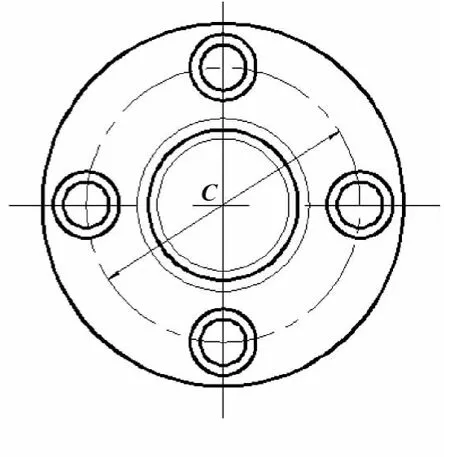
圖6 軸承參數尺寸圖
(3)測量要求
圖5 中給出了軸承的3 個重要尺寸,其中D、d、c分別為軸承的外徑、內徑和厚度,具體的數值應根據軸承直徑的大小而定。如果假設軸承圓心為點C,被測軸承的圓心軌跡必須經過圓點C,或者由軌跡確定出圓點C,這決定了軸承圓心定位的重要性。圖6為測量截面中的視圖,可根據圖6 進行軌跡的測量。
3 圓心定位方法和測量路徑規劃
3.1 軸承圓心定位方法
(1)微角步進法搜索軸承邊緣
為獲得輪廓清晰的軸承圖像,采用LED 背光光源,利用攝像機拍攝到的圖像如圖7所示,利用VC++6.0 軟件編寫程序對其進行圖像處理,通過搜索軸承圖像的外圈邊緣獲得邊緣位置在圖像像素坐標系uv下的位置點,再通過最小二乘圓擬合法求得軸承圓心坐標。為了精確找到軸承的輪廓線,對其邊緣進行檢測定位,找到圓心。針對此測量情況提出一種微角步進搜索法,以便獲得理想邊緣點的坐標。

圖7 背光光源下的軸承圖像
根據傳統測量方式,按像素行、列排序搜索方法所搜索的線路是一條水平線(按行)或是一條豎直線(按列)[2],文中提出的微角步進搜索法可以按任意斜率的直線搜索軸承的邊緣,可滿足測量需要。具體實現方案如下[4]:
(1)利用傳統的搜索方法搜索軸承的最上、最下、最左和最右4 個邊緣,即作出軸承邊緣的大概尺寸把它看作微小的正方形,求出正方形的中心作為軸承的粗略圓心O1,記下其在圖像像素坐標系uv下的坐標(Ou1,Ov1)。
(2)如果已知直線上一點(x0,y0)和直線的斜率k,即可確定直線的方程:

其中:α 為直線與坐標系橫軸正向的夾角。開始搜索時使α=0,沿此直線搜索軸承的外邊緣,然后每次搜索時都使上一次搜索的直線轉過一個微小的角度θ,即使直線的斜率發生微小變化。

將式(5)中計算所得不同的αi和ki分別代入式(3),同時將軸承粗略圓心O1的坐標(Ou1,Ov1)代入式(3),即可求得一組斜率不同且都過O1的直線:y- Ov1=ki(x- Ou1)。由于正切函數具有周期性,可以同一斜率分別從軸承兩側搜索,當αi≥π時,即可結束搜索(直線不存在斜率的特殊情況可采用傳統的按列搜索方法)。此時可得到均勻分布在軸承外圈圓周上的像素點的位置坐標。
(3)由步驟(2)所得的軸承邊緣點坐標并非都在同一圓上,所以必須對數據進行過濾。計算所有邊緣點與軸承粗略圓心O1之間的距離,并循環比較,找出其中最小距離點Di(Dui,Dvi)的距離之Disi:

然后設定一個閾值σ,其他邊緣點距離軸承粗略圓心O1的距離Disj,當Disj-Disi>σ 時,便將其過濾掉,經過濾后剩下的點便可作為有效邊緣點去擬合軸承的外輪廓圓。
(4)利用最小二乘法擬合軸承的圓
圓的標準方程為:

設經過步驟(3)濾波后剩余的數據點為Di(ui,vi),點Di(ui,vi)距離圓心距離為ri,以ri為半徑的圓面積為Si,標準圓面積為S,兩圓的面積誤差為:

誤差的平方和函數為:

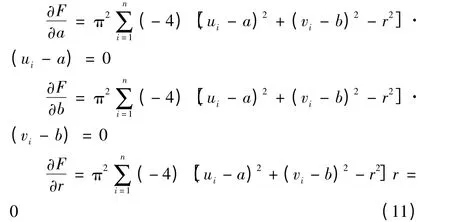
根據最小二乘原理,求取使F(a,b,r)最小時a、b和r的值,即對F(a,b,r)求偏導,且使之為零,即:

即:
求解式(11)可得:

其中:
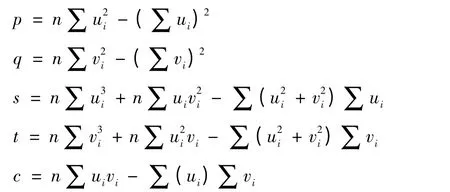
再令:

則有:

因此,可求出軸承精確圓心坐標(Ou,Ov)。
(5)利用VC++6.0 實現擬合算法,軸承外輪廓擬合效果如圖8所示。

圖8 算法擬合圖像的外輪廓圓
測量過程:
由圖1 可以觀察到:攝像機(面陣CCD 傳感器)固定在測試臺的上方不動,用事先做好的標定板對測試區域進行尺寸標定。激光位移傳感器安裝在傳動臺的導軌上,它會沿著測試平臺垂直和平行地移動。
軟件會根據編輯好的程序驅動激光器和攝像機對軸承進行不同參數的測量,激光器的運行軌跡會垂直于被測面,所以會記錄軸承的內徑與外徑軌跡,但由于其精度較高但位移速度有限,所以軸承的平面二維尺寸由攝像機完成。在標定好尺寸的測試臺上一次拍攝即可得到軸承的內徑與外徑尺寸,再利用擬合圓心的算法得到新的圓心點坐標。根據圓心定位可以利用激光器對其進行精度校驗。激光器可以在軸承的中心軸線上對軸承進行高度測量。
圖9所示為軸承的高度測量軌跡。
3.2 測量過程與測量數據

圖9 軸承高度測試軌跡
此時,便可驅動XY二維電動平臺帶動激光器按預定軌跡完成測量,利用激光器記錄下軸承的高度信息(Z坐標),配合固定速度運動的XY平臺,即可完成軸承截面的測量。
軸承整體測試數據見表1。
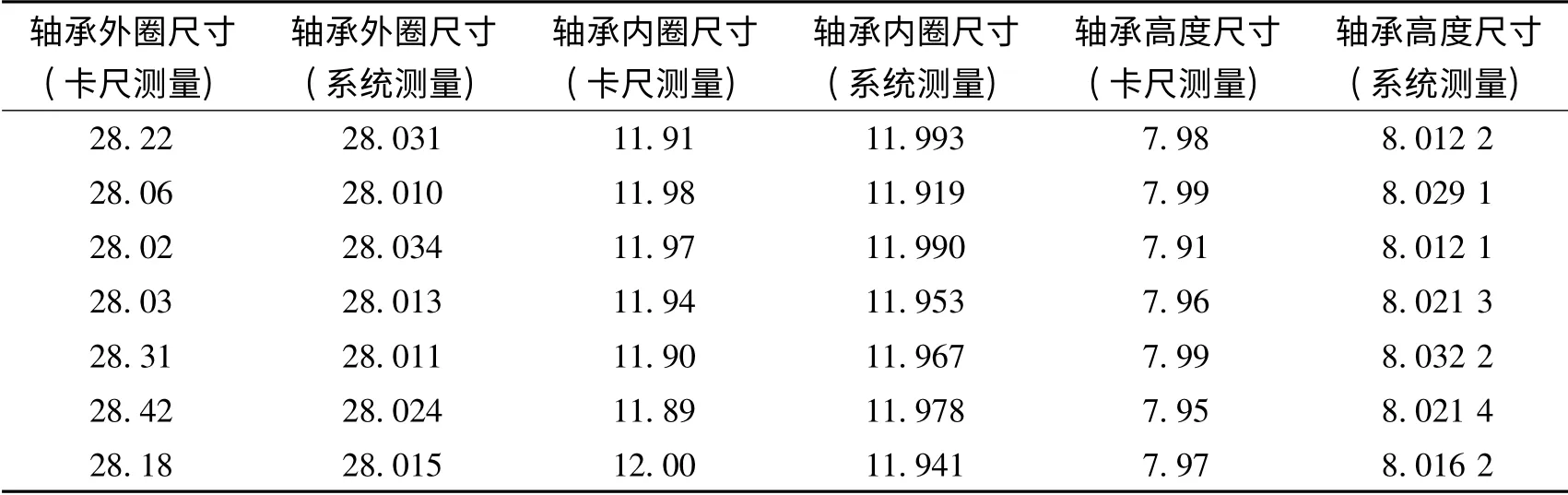
表1 軸承參數測試結果 mm
4 實驗數據和誤差分析
4.1 實驗數據
被測軸承的尺寸非固定,但是軸承輪廓尺寸的測量涉及多個尺寸信息,由于加工工藝的問題,在有些(比如軸承內圈)主要結構為二維信息構成的平面,可通過測量標準件的高度和寬度來確定系統的測量精度。分別測量高度為4 和5 mm 標準量塊的高度,接著測量寬度為4 和5 mm 標準量塊的寬度,具體測量結果如表2 和表3所示。

表2 高度為4 和5 mm 標準量塊測量結果 mm

表3 寬度為4 和5 mm 標準量塊測量結果 mm
分析表2 和表3 中的數據可知:高度的最大測量誤差為0.032 7 mm,寬度最大測量誤差為0.055 mm,且寬度測量誤差大于高度測量誤差。
4.2 誤差成因
(1)激光器利用激光三角法測量原理進行測距,即利用不同高度位置在接收器上的成像不同,借助像移和位移關系進行測距。該系統中激光器置于二維平臺上一根橫桿,相當于一個懸臂梁,運動過程中不可避免產生振動,會對接收器接收到的像移產生影響。
(2)該系統中激光器只能夠采集高度信息,測量工件寬度時是利用工件與載物臺在工件的兩個邊緣處形成高度差,利用激光器采集到兩個高度差之間的數據點數,根據激光器采樣頻率換算成時間,再配合平臺運動速度進而計算出工件寬度。由于平臺的運動精度低于激光器的精度,同時計算中可能產生誤差,所以該系統測量寬度的精度低于測量高度的精度。
(3)整個系統裝配時,會產生系統誤差。
5 結論
結合面陣CCD 傳感器和激光位移傳感器的優點,提出了一種利用視覺定位進行精密測量的方法,同時可以應用到實際生產加工在線檢測中。在具體應用中,改進了過去測量時需要繁瑣的人力并使用相對誤差較大的卡尺逐個測量的情況。該系統無需大量的勞動量,可以自動定位、測量不同型號的軸承尺寸,且一次可測量同一軸承上的多個尺寸,實現了測量的多樣性,并且提高了測量精度與測量效率。
[1]許增樸,于德敏.光—象平面自動標定方法的研究[J].天津輕工業學院學報,1993(S1):14-21.
[2]武東生,劉秉琦.小波變換在CCD 圖像邊緣檢測中的應用[J].應用學,2004,25(2):48-50.
[3]張新華,許増樸,王永強.基于激光測距的非接觸式齒輪倒角輪廓測量系統[J].天津科技大學學報,2011(3):51-54.
[4]許増樸,蔡春明,王永強,等.快速兩級視覺3D 表面輪廓精密測量方法的研究[C]//第十六屆全國圖像圖形學學術會議暨第六集立體圖像技術學術研討會論文集.北京:清華大學出版社,2012:318-322.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
