無孔型軋制工藝開發與應用
2014-05-12 03:09:48卞江偉江彩利任學利
天津冶金 2014年6期
關鍵詞:工藝
卞江偉,江彩利,任學利
(天津天鐵冶金集團崇利制鋼有限公司,河北涉縣056404)
無孔型軋制工藝開發與應用
卞江偉,江彩利,任學利
(天津天鐵冶金集團崇利制鋼有限公司,河北涉縣056404)
敘述了崇鋼公司棒材線粗軋無孔軋制技術的開發及應用情況。對應用過程中出現的軋制時軋件歪扭、脫方現象進行了深入分析,通過對進出口導衛和軋制工藝進行修正和優化后,實現了備用軋機的互換,提高了作業效率,大幅度降低了軋輥消耗。
無孔軋制;棒材軋機;導衛裝置
1 引言
天鐵集團崇鋼公司高強棒材線粗軋原為有槽軋制,前兩道次為箱型孔,其余由橢圓-圓孔型系統構成,軋機導衛采用旋轉導衛設計形式。生產中,換輥、換槽時需對進出口導衛重新拆裝、調整,造成在線換輥、換槽時間長,影響作業率的提升,另外各機架備用軋機相互獨立,備用較多,同時,軋輥消耗大,機加工任務繁重。由于無孔軋制技術是軋件在兩個平輥間軋制,具有軋輥車削簡單、減少備用軋輥量、能耗低、軋輥壽命高、不會出現耳子缺陷等優勢,同時配合粗軋進出口的旋轉導衛,可以顯著減少換輥、換槽時間,是當前棒線材生產的新軋制技術之一,因此在當前形勢下,有必要探索無孔軋制技術在棒材粗軋機組中的應用,并逐步推廣至中軋、甚至精軋個別機架。
2013年12月以來,為了保證過鋼順暢,技術人員在粗軋機組上逐步進行了無孔軋制技術的開發實踐,經過半年多的現場檢驗,顯著降低了軋輥消耗,提高了作業率,經濟效益可觀。目前,粗軋1#~ 5#軋機已全部應用無孔軋制技術,效果良好,下一步計劃在保證產品質量的前提下,無孔軋制向中軋道次逐步應用。
2 無孔軋制工藝開發
2.1 工藝現狀
2.1.1 棒材生產線平面布置
天鐵集團崇鋼公司棒材生產線由加熱、軋制、精整三大主要工序組成,全線采用平立交替布置,實現軋件無扭全連續軋制。軋機選用二輥高剛度短應力線軋機,1#~8#軋機進出口采用旋轉導衛底座固定進出口導衛。主要產品有Φ16~Φ32 mm熱軋圓鋼,棒材線平面布置圖見圖1。
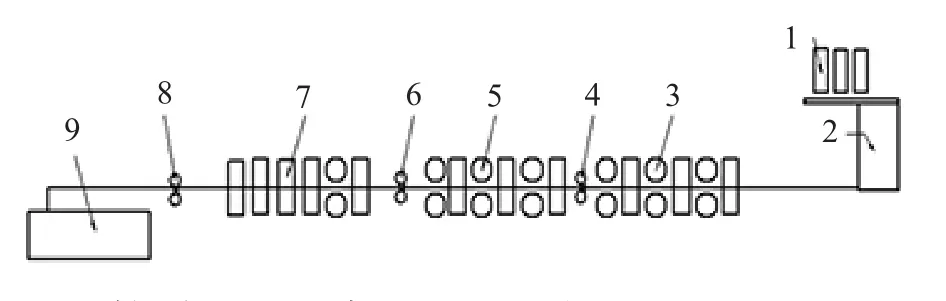
圖1 棒材線平面布置圖
2.1.2 粗軋孔型系統布置及其特點
粗軋延伸孔型除1#、2#采用箱型孔以外,其他架次選用橢圓-圓孔型系統,導衛設計為摩根旋轉導衛,實現了與軋機的分離,粗軋孔型系統圖見圖2。

圖2 粗軋孔型系統圖
有槽軋制相較于無孔軋制的主要優點是軋件整體變形比較均勻,軋件斷面形狀在橢圓道次和圓道次能夠平滑的過渡。
缺點是圓孔型對來料尺寸的波動適應性差,易出耳子,鋼材容易形成折疊缺陷。另外,由于進出口導衛在孔型內安裝靠近軋槽,所以換槽時拆裝較為繁瑣;對于軋槽的加工時間和工作量均較大,軋機備用同時也相應增加,而通過無孔軋制工藝的開發,結合摩根旋轉導衛的使用,可以有效解決上述問題。
2.1.3 無孔軋制工藝的基本思路
無孔軋制技術是在兩個平輥直接使軋件得到加工,其主要應用于粗中軋延伸孔型,天鐵集團崇鋼公司棒材線計劃應用在1#~5#。通過對進出口導衛的重新設計和壓下規程的合理制定,使原料150方坯能夠在粗軋平輥中完成變形,并且保證各道次軋制順暢,保證矩形坯料各道次面積與有槽軋制基本保持一致,速度調整滿足正常堆拉關系。由于1#、3#、5#為平輥,2#、4#為立輥,所以應用順序定為先平后立,逐架次上線應用,以便崗位工能夠逐步熟悉該工藝操作。
2.2 無孔軋制工藝開發
無孔軋制工藝的難點有:軋件兩側無孔型側壁夾持,極易發生軋件歪扭、脫方現象;經多道次平輥軋制,軋件角部容易出現尖角,而使后續道次形成折疊。因此,無孔軋制工藝能否成功實施,必須解決以上主要問題,才能保證軋制順利進行。
2.2.1 軋輥的車削與確定
由于軋機徑向調整量的限制,改進無孔后,其工作輥徑必然要變小,根據實際機架中心距限制,1~4架的600軋機,改造無孔后的軋輥直徑由原來Φ610~Φ550 mm,改為Φ530~Φ470 mm,經過計算發現咬入角沒有問題。同樣根據以上原則,第五架次500軋機的輥徑確定為Φ490~Φ430 mm。
另外,在前期的應用過程中可以選用3#橢圓孔下線的舊輥,重新車平后上線使用。優點:節約軋輥備件;缺點:軋輥表面使用層硬度發生變化,磨損較快,容易發生斷輥事故,但試生產可以考慮應用。2.2.2 導衛改造,解決脫方扭轉問題
要實現無槽軋制工藝,首先要解決的是軋機的進、出口導衛問題,因為有槽軋制工藝的孔型能有效控制軋件的寬展并對軋件的運行方向有一定的控制力,而無槽軋制工藝中軋件的運行軌跡完全靠進、出口導衛控制,因此對導衛對軋件的夾持力的適宜性提出了更高的要求。
天鐵集團崇鋼公司粗、中軋機組的導衛分滾動導衛和滑動導衛。在本次1~5架次無孔軋制工藝開發中,僅4#進口為滾動導衛,其改造內容為:由于輥徑發生變化,4#入口導衛箱燕尾與軋輥中心距發生變化,因此對4架進口滾動導衛箱體尺寸進行重新確定。另外,根據料型需要,4#導輪改為平導輥,橢圓口夾板改進為方口導板,保證軋件平穩咬入。
其他進出口滑動導衛改造以1#為例進行說明,見圖3。
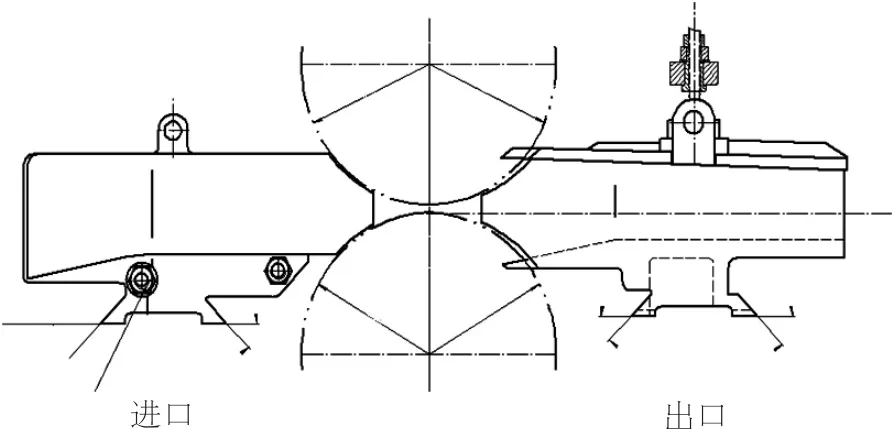
圖3 1#進出口導衛圖
以第一架導衛出入口為例進行說明:坯料尺寸為150方,1#進口耐磨襯板處的間隙僅為156 mm,防止入口間隙過大,造成頂出口堆鋼現象。而出口應盡可能的接近入口,以便實現順利過鋼。滑動導衛分為上下兩部分,前用燕尾槽后用螺栓固定,形成一個整體,進口間隙可通過調整進出口耐磨襯板間隙進行調整,但同時由于軋件對導衛側壁的磨損會成倍增加,其更換耐磨襯板會相應比較頻繁。
2.2.3 壓下規程設計
設計原則:不改變原有金屬秒流量,保證前后堆拉關系,并且經過經過咬入計算,具體設計料型數據見表1。
從表1可看出,各道次延伸系數基本保持不變,各機架軋輥轉速根據實際生產情況主控臺做出微調。
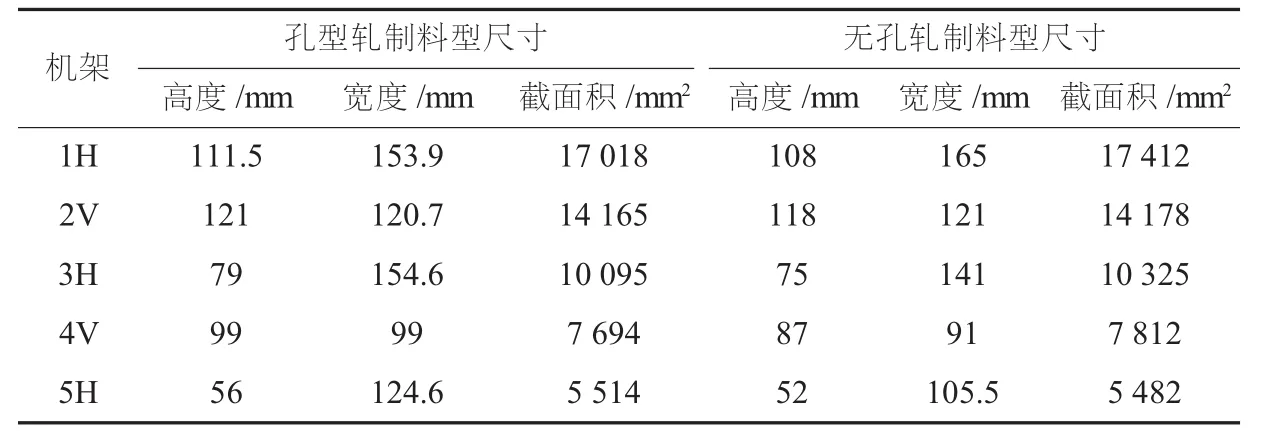
表1 料型尺寸對比表
3 無孔軋制工藝應用
通過半年多以來的摸索改進,粗軋1#~5#無孔軋制工藝全部得到了較好的應用,針對應用中存在的問題,下面給出了具體的解決措施,匯總分析如下。
3.1 存在問題一
3.1.1 現象
頂導位出口卡鋼。
3.1.2 解決措施
導位進出口應盡可能地接近軋輥,實踐中對導位進口間隙做了嚴格要求,滑動導位進口,其前端直線段耐磨襯板與軋件間隙不大于5 mm,可保證較高的穩定性,防止頂出口卡鋼。第四道次入口滾動導位則未出現一次卡鋼現象。
3.2 存在問題二
3.2.1 現象
立式軋機軋件扭轉較嚴重。
3.2.2 解決措施
立式軋機應密切注意兩側輥縫偏差,粗軋由于軋件寬度較大,輥縫偏差大則會造成鐮刀彎,出現脫方、扭轉卡鋼現象。輥縫偏差盡量控制在0.3 mm以內。
3.3 存在問題三
3.3.1 現象
無孔軋槽冷卻不均。
3.3.2 解決措施
無孔軋制實施后,寬展加大,軋槽冷卻較差,因此對軋槽冷卻水管由原來環形圓水管改為箱型水管,并盡量貼近軋機出口,保證軋槽第一時間得到冷卻。
3.4 角部變形說明
由于軋件在無孔平輥中進行變形,屬于自由寬展,因此,軋件在加工的過程中,呈輕微雙鼓型。由于翻平寬展的作用,軋件的角部每道次都發生了變化,特別是在軋輥摩擦系數較大的情況下,其翻平寬展更大,并且軋件角部在軋制中始終呈鈍角形態,不會給后續軋制造折疊缺陷,能夠避免角部裂紋的出現[1]。
4 應用效果
1#~5#無孔型軋制開發應用以來,軋制狀態較為穩定,過程中出現的問題也得到了較好的解決。該工藝配合摩根旋轉導位底座的使用,方便了換輥和換槽。換槽時間由原來的50 min縮短至10 min,作業率提升較為明顯。另外,粗軋軋輥年消耗為40萬元左右,改造平輥后,可節約一半以上資金,且刀具費用年可節約3萬元。同時,由于無孔型軋制沒有孔型側壁的限制,氧化鐵皮脫落干凈,對軋線粉塵相應減少,鋼材表面質量也得到明顯提高。
5 結語
通過無孔型軋制工藝的開發和應用,對應用過程中出現的問題進行了分析和探討。通過對進出口導衛和軋制工藝進行修正和優化后,消除了軋件軋制時歪扭脫方的現象,實現了備用軋機的互換、提高了作業效率,同時在軋輥消耗方面也有了大幅度降低。
[1] 胡彬.型鋼孔型設計[M].北京:冶金工業出版社,2010:8.
Development and Application of Grooveless Rolling Process
BIAN Jiang-wei,JIANG Cai-li and REN Xue-li
(Chongli Steel Co.,Ltd.,Tianjin Tiantie Metallurgy Group,She County,Hebei Province 056404,China)
The paper describes the development and application of grooveless rolling technology at the roughing mill of bar mill at Chonggang and deeply analyzes the twisting and rhomboidity problems of the stock during rolling.After entry and exit guides and rolling process are corrected and optimized,the spare stands are interchangeable with improved availability and substantially lowered roller consumption.
grooveless rolling;bar mill;guide
10.3969/j.issn.1006-110X.2014.06.006
2014-06-13
2014-06-28
卞江偉(1985—),男,主要從事棒材軋制工藝技術管理工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52