影響中厚板成材率因素分析及改進措施
2014-05-12 03:09:48楊霞
天津冶金 2014年6期
關鍵詞:影響
楊霞
(天津天鐵冶金集團有限公司煉鋼廠,河北涉縣056404)
影響中厚板成材率因素分析及改進措施
楊霞
(天津天鐵冶金集團有限公司煉鋼廠,河北涉縣056404)
對影響天鐵煉鋼廠2 500 mm生產線成材率的因素進行了分析。通過強化坯料設計、均衡出鋼、定寬軋制、降低燒損、減少切損、采用負偏差軋制、完善控軋控冷工藝等改進措施,提高了軋制成材率,中間軋廢明顯減少,板型得到了改善,取得了較好的經濟效益和社會效益。
中厚板;成材率;因素;分析;改進
1 引言
成材率是中厚板生產中一項綜合性的技術經濟指標,提高成材率不但可以減少金屬的損耗,對公司取得良好的經濟效益也至關重要。天鐵2 500 mm中厚板生產線由中厚板軋鋼作業區及其輔助設施兩大部分組成,采用熱裝、平面形狀控制、控制軋制和控制冷卻、在線超聲波探傷、滾切式定尺剪剪切、四重十一輥矯直機進行熱態矯直等項新技術。
天鐵中厚板自2009年試投產以來,因為受原料規格、負偏差控制水平及板型控制等限制,成材率一直處于較低水平。通過分析找出了影響成材率的關鍵因素,并制訂了相應的改進措施,對每一個環節的工藝參數進行實時調整,實現了軋制的高成材率。
2 天鐵中厚板生產線現狀
2.1 主要工藝設備
天鐵2500中厚板生產線由中厚板軋鋼作業區及其輔助設施兩大部分組成。中厚板生產工藝簡圖見圖1。主要設備有2座推鋼蓄熱式加熱爐,高壓水除磷系統,1架2 500 mm軋機、四重十一輥矯直機、冷床、圓盤剪、滾切式定尺剪、成品堆垛裝置等。
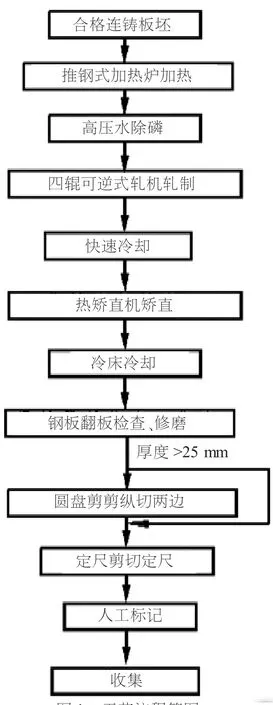
圖1 工藝流程簡圖
2.2 主要技術參數
天鐵2 500 mm中厚板生產線生產規模為50萬t/a。產品厚度:6~40(50)mm。金屬平衡表見表1。生產線綜合生產能力計算見表2。
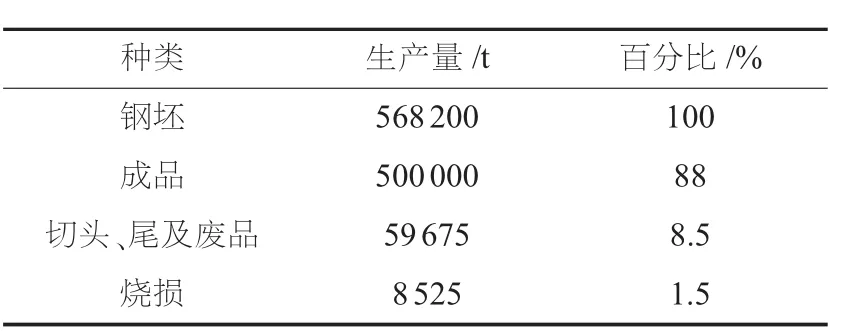
表1 金屬平衡表
3 成材率影響因素分析
中板成材率的影響因素是多方面的,在生產技術方面,主要是品種結構、負偏差軋制水平、板型控制水平、切損量、軋廢以及燒損等。其中產品品種結構由設備條件、市場需求決定,而負偏差軋制水平、坯料設計水平、減少燒損降低切損、板型控制水平、降低軋制廢品為影響成材率的重要因素。
3.1 坯料
坯料存在原始質量缺陷,如果坯料設計富余量過大,會對成材率指標產生不利影響。渣瘤缺陷坯、毛刺缺陷坯、切割斷面不齊缺陷坯是缺陷坯的主要組成。坯料頭尾存在缺陷,會把原始缺陷遺留到軋制的成品板中,使后續精整剪切次數增加,影響軋成率,同時也降低了成材率。
3.2 金屬損失
影響中厚板成材率的主要原因是生產過程中的各種金屬損失。金屬損失是中厚板生產中最重要的消耗,通常金屬損失占產品成本的一半以上,降低金屬損失對節約金屬,提高中厚板成材率有重要意義。中厚板生產過程中金屬損失有兩種類型:第一類是物理損耗,包括切頭、切尾、切邊,過程廢品、取樣損失;第二類是化學損耗,包括鋼坯在加熱和軋制過程中產生氧化鐵皮。燒損與加熱時間、加熱溫度、爐氣氣氛和鋼的化學成分有關,加熱溫度越高,在高溫下停留時間越長,爐內氧化氣氛越強,金屬的燒損就越多。影響切頭、切尾、切邊損失的因素有鋼材品種、坯料種類及坯料尺寸的精度等。表面清理損耗主要與鋼種、清理方法以及對成品鋼材的要求有關。
3.3 負偏差軋制
影響負偏差軋制的因素有很多,包括軋制力的波動、軋輥的熱膨脹、軋輥的磨損、軋機剛度、軋輥的偏心運轉等。軋制力的波動是主要影響因素,加熱溫度的不均勻和軋制過程中溫降的不一致都會引起軋制力的波動。
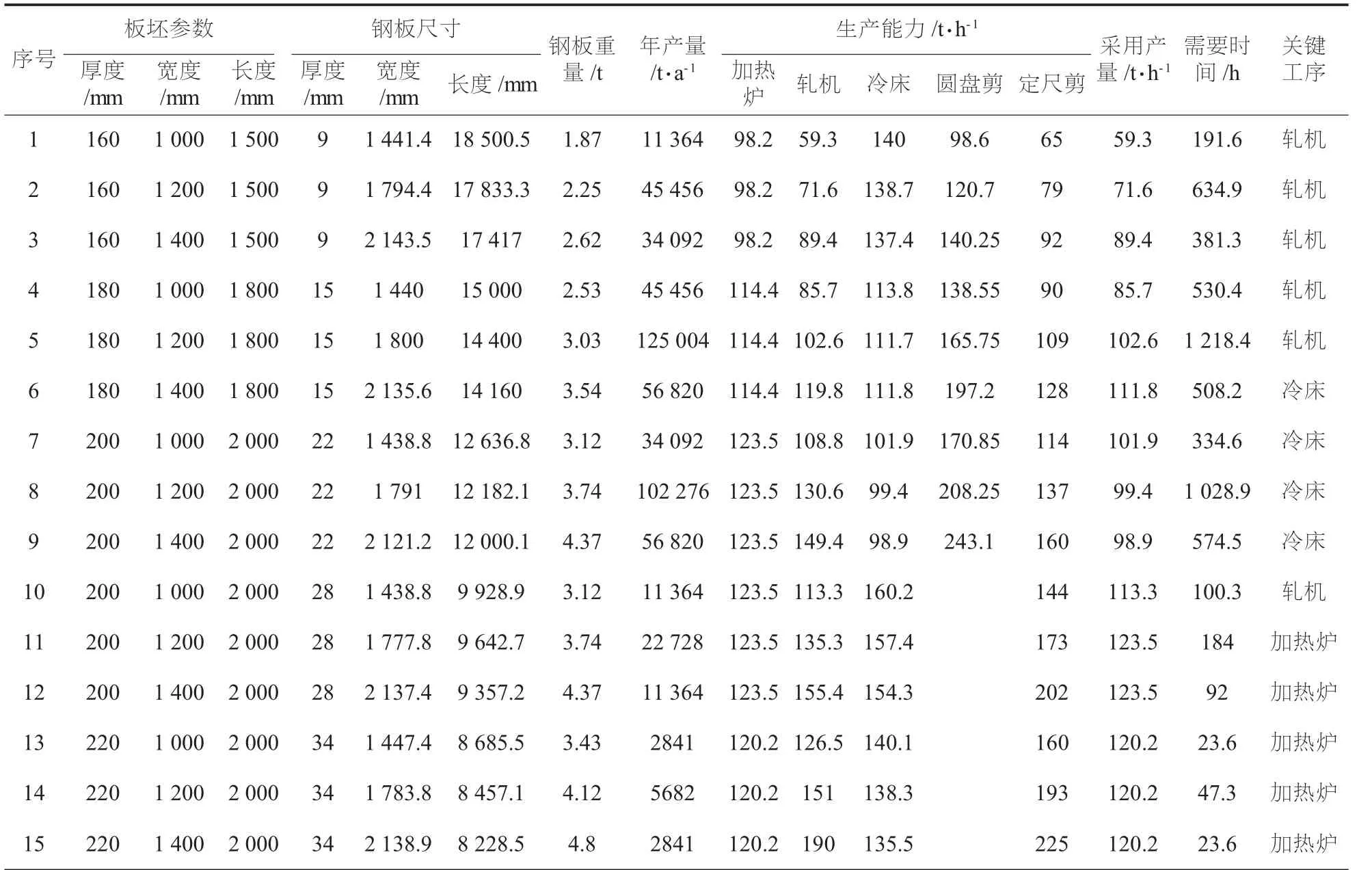
表2 綜合生產能力
3.4 軋制廢品
軋制廢品是指未完成軋制,或軋后要求不合格而產生的廢品,包括軋損、瓢曲、麻點等,通常是由于設備故障軋制節奏不當及操作失誤導致。
4 提高成材率措施
4.1 強化坯料設計
在生產中,中厚板有多種規格產品,因此中板產品的坯料設計應滿足品種多、批量小、多張成品子板”組合在同一塊板坯上等特點。根據現場生產實際,優化計算方法確定坯料的設計,做到了少浪費。選用合理的板坯設計規格,以單重最大、產量最高、成材率最佳為首選。
4.2 均衡出鋼
控制出鋼的可操作性,規定小時出鋼量,出鋼節奏一致。按新的出鋼規定執行后,加熱爐的加熱能力進一步改善,加熱質量明顯提高,鋼板溫度均勻,使燒損降低。
4.3 定寬軋制
中厚板在軋制過程中對毛寬的控制范圍比較大,導致了切邊量大,也會對成材率產生不利影響。為確保定寬軋制工序,對軋機和圓盤剪操作崗位制訂了相應職責范圍。
4.4 降低燒損
及時測量、清理和檢查坯料,以防因原料不夠或有結疤造成鋼板短尺,嚴格控制爐內氣氛,防止有過熱和過燒、粘爐等情況發生,保障鋼溫的均勻性,及時調整加熱溫度,避免脫碳。
4.5 減少切損
控制鐮刀彎形,提高整體板型,確保輥系的穩定性。通過在軸承座加墊子減小埤坊與軸承座的間隙,確保滑板間隙理論值工作輥位置在1 mm左右,支撐輥位置在2 mm左右。
針對舌頭燕尾的情況,通過合理調整PVPC參數,將 TongueLength(舌頭長度)、TongueLengthconst.Part(舌頭長度系數)、TongueWidth(舌頭寬度)值控制在所定的范圍內,降低了鋼板的切損。
翹頭現象控制:選擇相應軋輥上下配比,將前期的上下輥速比由±5%提高到±10%,使鋼板翹頭現象得到了改善。
4.6 采用負偏差軋制
目前很多鋼板的交貨方式為理論重量,但如果厚度接近于上偏差 肯定會虧噸,往往還會造成鋼板短尺,成材率肯定會大大降低。為提高成材率,采用負偏差軋制,尺寸精度是關鍵,因此,操作人員要做到勤檢查、勤卡量和勤調整,發現問題及時糾正,避免批量不合格。
4.7 完善控軋控冷工藝
增加High Draft Selection功能,應用High Draft Selection功能時,粗軋第三階段(二次轉鋼以后的道次)的壓下率及軋制負荷依次遞增,以改善鋼板內部組織提高性能,并規定探傷板、高性能要求的品種鋼必須選擇大壓下模式,降低了鋼板性能的不合格率。控軋控冷技術的應用減少了氧化鐵皮的生成。
5 效果
通過采取以上幾項措施后,使鋼板切邊量明顯減少,提高了加熱質量,鋼溫均勻,燒損降低,負偏差軋制達到一個新水品,提高了中厚板成材率,成材率達到90%以上。
6 結束語
通過對天鐵2 500 mm中厚板生產線成材率影響因素的分析和改進措施的實施,中間軋廢明顯減少,板型得到了改善,降低了鐮刀彎發生頻率,減少了切邊量,采用負偏差軋制,降低了短尺率,對煉鋼廠的發展具有重要的意義。
[1] 王國棟.中國中厚板軋制技術與裝備[M].北京:冶金工業出版社,2009.
[2] 李曼云,孫本榮.鋼的控制軋制和控制冷卻技術手冊[M].北京:冶金工業出版社,1998.
[3] 崔鳳萍,孫偉.中厚板生產與質量控制[M].北京:冶金工業出版社,2008.
Analysis on Factors Influencing Plate Yield and Improvement Measures
YANG Xia
(Steel-making Plant,Tianjin Tiantie Metallurgy Group,Co.,Ltd.,She County,Hebei Province 056404,China)
The author analyzes the factors influencing the plate yield of 2 500 mm plate production line at Tiantie Steel-making Plant.Improvement measures are taken such as enhancing stock design,balancing slab discharging,adopting fixed width rolling,lowering burning loss,reducing cutting loss,adopting negative deviation rolling and improving controlled rolling and cooling.Rolling yield is improved with much less intermediate rolling cobble and so is plate shape.Thus good economic and social benefits are obtained.
medium and heavy plate;rolling yield;factor;analysis;improvement
10.3969/j.issn.1006-110X.2014.06.007
2014-06-12
2014-06-28
楊霞(1986—),女,主要從事鋼鐵冶金技術管理工作。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00