熱軋廠粗軋機(jī)寬度測(cè)量系統(tǒng)的改進(jìn)和優(yōu)化
2014-05-12 03:09:52王亞
天津冶金 2014年6期
王亞
(天津天鐵冶金集團(tuán)熱軋板有限公司,河北涉縣056404)
熱軋廠粗軋機(jī)寬度測(cè)量系統(tǒng)的改進(jìn)和優(yōu)化
王亞
(天津天鐵冶金集團(tuán)熱軋板有限公司,河北涉縣056404)
針對(duì)天鐵熱軋廠粗軋區(qū)域?qū)挾葴y(cè)量系統(tǒng)在生產(chǎn)過(guò)程中部分道次無(wú)測(cè)量數(shù)據(jù)的問(wèn)題,分析了其產(chǎn)生原因,通過(guò)對(duì)寬度測(cè)量系統(tǒng)激光測(cè)速光學(xué)傳感器支架的進(jìn)行重新設(shè)計(jì)和改造,徹底解決了該問(wèn)題,為帶鋼在線寬度監(jiān)測(cè)提供了有力的保障。
熱連軋線;測(cè)寬;激光測(cè)速
1 引言
天鐵熱軋廠粗軋區(qū)域?qū)挾葴y(cè)量系統(tǒng)在生產(chǎn)過(guò)程中突然出現(xiàn)寬度測(cè)量在粗軋第四、五道次沒(méi)有測(cè)量數(shù)據(jù),但沒(méi)有發(fā)現(xiàn)任何的系統(tǒng)故障和異常。結(jié)合現(xiàn)場(chǎng)實(shí)際生產(chǎn)情況和速度測(cè)量模塊工作原理,通過(guò)放大測(cè)速傳感器高度調(diào)整空間,延長(zhǎng)安裝支架調(diào)整孔長(zhǎng)度,設(shè)計(jì)新的速度傳感器支架并重新安裝、調(diào)整,對(duì)測(cè)速儀與輥道表面標(biāo)高進(jìn)行了測(cè)量,重新確定標(biāo)高為2 100 mm。通過(guò)對(duì)速度測(cè)量模塊的優(yōu)化,從根本上解決了該問(wèn)題,有力地保障了測(cè)速儀設(shè)備的正常運(yùn)行。
2 寬度測(cè)量系統(tǒng)的結(jié)構(gòu)及原理
2.1 寬度測(cè)量系統(tǒng)的結(jié)構(gòu)
為保證帶鋼在軋制過(guò)程控制的穩(wěn)定性和準(zhǔn)確性,需要對(duì)帶鋼進(jìn)行在線寬度監(jiān)測(cè),進(jìn)而為系統(tǒng)控制提供數(shù)據(jù)基礎(chǔ)。天鐵熱軋板有限公司粗軋機(jī)前的寬度測(cè)量系統(tǒng)能夠在線實(shí)時(shí)檢測(cè)帶鋼的實(shí)際長(zhǎng)度、寬度、溫度等數(shù)據(jù),為粗軋機(jī)的軋制控制過(guò)程提供基準(zhǔn)控制參數(shù)。
該寬度測(cè)量系統(tǒng)主要包含速度測(cè)量模塊、寬度測(cè)量模塊和溫度測(cè)量模塊。速度測(cè)量模塊用于檢測(cè)帶鋼當(dāng)前速度并擬合出長(zhǎng)度,結(jié)合寬度測(cè)量模塊檢測(cè)出的實(shí)時(shí)寬度數(shù)據(jù)就可以得到帶鋼的整體寬度數(shù)據(jù)。溫度模塊用以檢測(cè)帶鋼實(shí)時(shí)溫度數(shù)據(jù),進(jìn)而對(duì)其進(jìn)行溫度補(bǔ)償,從而得到冷/熱態(tài)的帶鋼整體寬度數(shù)據(jù)。
2.2 寬度測(cè)量系統(tǒng)的原理
速度測(cè)量模塊以ACCUBAND激光測(cè)速儀為技術(shù)核心。該激光測(cè)速儀將一束激光通過(guò)內(nèi)部固定的光學(xué)組件分成同源的兩束激光,再導(dǎo)向匯聚到被測(cè)物體表面產(chǎn)生干涉條紋,然后通過(guò)傳感器內(nèi)部的光電檢測(cè)器接收從被測(cè)物表面散射的光線,并轉(zhuǎn)化為光學(xué)信號(hào),從中可以提取速度與長(zhǎng)度數(shù)據(jù)。原理如圖1所示。
當(dāng)被測(cè)物在測(cè)量區(qū)域中時(shí),干涉圖案在被測(cè)物表面形成了明暗相間的干涉條紋。被測(cè)物不規(guī)則表面散射干涉條紋的光線,位于激光頭內(nèi)的光電檢測(cè)器采集這些信號(hào),并輸出一個(gè)信號(hào),代表收到光線的強(qiáng)度。每一個(gè)輸出信號(hào)的周期τ對(duì)應(yīng)于被測(cè)物移動(dòng)了一個(gè)條紋間距的距離,因此光電檢測(cè)器的調(diào)制與被測(cè)物速度和條紋圖案間距成正比。
根據(jù)公式:
式中:v為被測(cè)物體速度;λ為入射激光波長(zhǎng);τ為輸出信號(hào)周期;α為入射激光角度。
由公式可以看出,條紋圖案僅與激光的波長(zhǎng)(λ)與角度(α)兩個(gè)激光激光測(cè)速光學(xué)傳感器的光學(xué)特性有關(guān)。通過(guò)計(jì)算光電檢測(cè)器輸出信號(hào)的周期數(shù),計(jì)算被測(cè)物通過(guò)的測(cè)量區(qū)域的條紋間距的數(shù)目,即可判斷被測(cè)物物體的速度和長(zhǎng)度。
由于速度傳感器中用于激光分束的光學(xué)組件在傳感器內(nèi)部已經(jīng)固定,一方面保證了激光入射角度α的固定,但另一方面也制約了空間中兩束激光干涉的區(qū)域(高度方向)固定。在本次案例當(dāng)中,激光干涉區(qū)域被固定在200 mm以內(nèi),超出范圍將不能得到干涉條紋。天鐵熱軋板有限公司來(lái)料板坯厚度(冷態(tài))一般為230 mm,四道次中間坯厚度大約在35~40 mm(熱態(tài)),板坯厚度變化區(qū)間在190~195 mm,理論上處于速度傳感器檢測(cè)范圍內(nèi)。由于考慮到中間坯溫度(1 100~1 200℃)對(duì)其厚度的影響,傳感器的初始安裝高度較高。因此,當(dāng)輥道磨損后,被測(cè)中間坯(第四及第五道次)上表面距離速度傳感器探頭的相對(duì)高度產(chǎn)生變化,超出傳感器測(cè)量范圍,進(jìn)而導(dǎo)致速度測(cè)量模塊沒(méi)有測(cè)量數(shù)據(jù)。
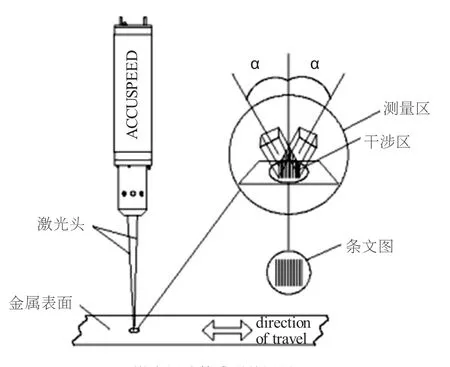
圖1 激光測(cè)速傳感器的測(cè)量原理
3 故障原因分析
在帶鋼軋制的生產(chǎn)過(guò)程中,近期出現(xiàn)帶鋼在粗軋軋制期間經(jīng)常出現(xiàn)第五道次沒(méi)有寬度測(cè)量曲線,第四道次有時(shí)會(huì)出現(xiàn)沒(méi)有寬度測(cè)量曲線的情況。經(jīng)過(guò)現(xiàn)場(chǎng)的檢查,粗軋前的寬度測(cè)量系統(tǒng)本身沒(méi)有任何報(bào)警,分體工作模塊沒(méi)有報(bào)警,現(xiàn)場(chǎng)設(shè)備也沒(méi)有任何異常狀況發(fā)生,設(shè)備冷卻系統(tǒng)正常,工作溫度正常,現(xiàn)場(chǎng)水汽環(huán)境影響等也可以接受。利用標(biāo)定器具檢查設(shè)備工作狀態(tài),各項(xiàng)指標(biāo)符合設(shè)計(jì)要求。
因?yàn)樵O(shè)備檢查和標(biāo)定都沒(méi)有發(fā)現(xiàn)設(shè)備本身有任何故障和異常,因此可以排除系統(tǒng)本身的原因,初步確定問(wèn)題原因應(yīng)該在軋制過(guò)程本身。
通過(guò)對(duì)軋制過(guò)程中系統(tǒng)運(yùn)行狀況和數(shù)據(jù)的監(jiān)測(cè),發(fā)現(xiàn)異常現(xiàn)象:第一道次到第三道次的數(shù)據(jù)完全正常,但第四道次的速度數(shù)據(jù)時(shí)有中斷,第五道次的數(shù)據(jù)中斷更加頻繁,而且第四道次數(shù)據(jù)出現(xiàn)異常后,第五道次數(shù)據(jù)出現(xiàn)異常的概率相當(dāng)大。
在對(duì)系統(tǒng)各分項(xiàng)工作模塊進(jìn)行在線監(jiān)測(cè)后,發(fā)現(xiàn)寬度測(cè)量模塊和溫度測(cè)量模塊的檢測(cè)都沒(méi)有問(wèn)題,有正常的檢測(cè)數(shù)據(jù),但速度測(cè)量模塊有數(shù)據(jù)異常,且異常狀況發(fā)生的時(shí)間點(diǎn)和系統(tǒng)異常的時(shí)間點(diǎn)完全吻合。
因此,系統(tǒng)異常狀況的原因被鎖定在速度檢測(cè)模塊。但在對(duì)速度測(cè)量模塊各元器件進(jìn)行檢查和測(cè)試后沒(méi)有發(fā)現(xiàn)異常。經(jīng)過(guò)討論,懷疑粗軋入口輥道由于磨損導(dǎo)致半徑變小,從而使得速度測(cè)量傳感器與板坯相對(duì)距離變大,超出傳感器正常工作所需的范圍,進(jìn)而使得傳感器無(wú)法取得板坯測(cè)量數(shù)據(jù)。
4 改進(jìn)和優(yōu)化過(guò)程
第一步,為了檢驗(yàn)故障原因,利用檢修時(shí)間將速度傳感器位置進(jìn)行調(diào)整下移。在隨后的生產(chǎn)過(guò)程中觀察發(fā)現(xiàn),系統(tǒng)出現(xiàn)異常的概率降低,可以初步確定故障判定方向正確。
第二步,利用檢修時(shí)間再次對(duì)速度傳感器位置進(jìn)行下移調(diào)整,此時(shí),下移調(diào)整量已達(dá)設(shè)備調(diào)整極限。但隨后的監(jiān)測(cè)效果表明,系統(tǒng)異常的原因已經(jīng)找到,系統(tǒng)異常現(xiàn)象發(fā)生概率進(jìn)一步降低,故障現(xiàn)象變?yōu)榕紶柊l(fā)生。
第三步,在結(jié)合現(xiàn)場(chǎng)實(shí)際生產(chǎn)情況和速度測(cè)量模塊工作原理之后,決定放大測(cè)速傳感器高度調(diào)整空間,延長(zhǎng)安裝支架調(diào)整孔長(zhǎng)度,設(shè)計(jì)新的速度傳感器支架,出圖并委托機(jī)加工車(chē)間制作,示意圖如圖2所示。
第四步,協(xié)調(diào)機(jī)械檢修人員利用檢修時(shí)間對(duì)速)度傳感器支架進(jìn)行重新焊接、更換。
第五步,調(diào)整傳感器高度,記錄高度數(shù)據(jù)。
通過(guò)隨后的生產(chǎn)監(jiān)測(cè)和調(diào)整后發(fā)現(xiàn),寬度測(cè)量系統(tǒng)檢測(cè)異常狀況已經(jīng)消失,系統(tǒng)工作恢復(fù)正常。
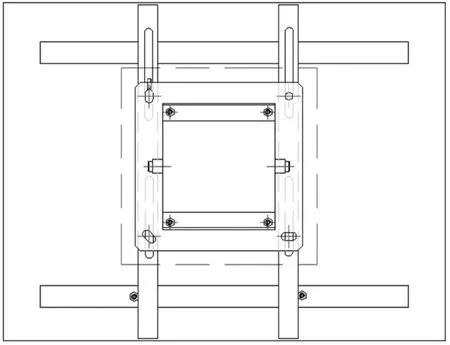
圖2 測(cè)速傳感器安裝支架示意圖
5 改進(jìn)和優(yōu)化效果
通過(guò)1個(gè)月的數(shù)據(jù)監(jiān)測(cè),未再發(fā)現(xiàn)寬度測(cè)量系統(tǒng)出現(xiàn)沒(méi)有數(shù)據(jù)的異常現(xiàn)象。寬度測(cè)量系統(tǒng)的適應(yīng)性改造效果良好,得到了軋鋼各方面人員的肯定。新的支架也為以后的調(diào)整工作帶來(lái)了方便。
6 結(jié)束語(yǔ)
通過(guò)對(duì)寬度測(cè)量系統(tǒng)激光測(cè)速光學(xué)傳感器支架的重新設(shè)計(jì)和改造,從根本上解決了粗軋寬度測(cè)量系統(tǒng)在軋鋼運(yùn)行中出現(xiàn)第四、五道次沒(méi)有測(cè)量數(shù)據(jù)這一問(wèn)題,為我公司帶鋼在線寬度的監(jiān)測(cè)提供了有力的保障。同時(shí),較寬的支架調(diào)整范圍使得軋鋼作業(yè)人員可以挖掘更多的設(shè)備潛力,延長(zhǎng)粗軋入口輥道的使用壽命,間接地支持了公司節(jié)能降耗。
Improvement and Optimization of Roughing Mill Width Measuring System of Hot Rolling Mill
WANG Ya
(Plate Hot Rolling Co.,Ltd.,Tianjin Tiantie Metallurgy Group,She County,Hebei Province 056404,China)
The paper analyzes the cause for the problem that there are no measuring data for partial passes during the operation of width measuring system at the roughing mill area of Tiantie Hot Rolling Mill.The supports for the laser speed-measuring optical sensor of width measuring system are redesigned and modified. The problem is solved thoroughly and the system provides strong guarantee for strip online width measurement.
hot continuous rolling mill,width measuring,laser speed measurement
10.3969/j.issn.1006-110X.2014.06.019
2014-06-10
2014-06-27
王亞(1987—),女,主要從事儀表維護(hù)工作。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45