天鐵高線小規格HRB500E抗震鋼筋研發
2014-05-16 06:08:46郭志強
天津冶金 2014年3期
郭志強,王 震
(1.天津天鐵冶金集團技術中心,河北涉縣 056404;2.天津天鐵冶金集團棒線廠,河北涉縣 056404)
天鐵高線小規格HRB500E抗震鋼筋研發
郭志強1,王 震2
(1.天津天鐵冶金集團技術中心,河北涉縣 056404;2.天津天鐵冶金集團棒線廠,河北涉縣 056404)
介紹了天鐵集團研發小規格HRB500E抗震鋼筋的過程。通過采用V、N微合金化,按照窄成分控制原則設計化學成分,嚴格控制鑄坯內部質量,制定合理的軋鋼工藝,強化煉鋼、連鑄及軋鋼工序的過程控制,解決了風冷線上搭接點對小規格盤條造成的性能波動,開發出符合國標要求的HRB500E抗震鋼筋,取得了國家質檢總局簽發的鋼筋混凝土用熱軋鋼筋生產許可證。
抗震鋼筋;微合金化;力學性能;研發
1 引言
天鐵集團棒線廠于2009年8月5日投產,設計規模 60萬 t/年,設計規格 ?6 mm~?16 mm,生產主要鋼種是冷鐓鋼及熱軋帶肋鋼筋HRB400等。坯料使用天鐵煉鋼廠提供的合格150mm2方坯。煉鋼廠建于1994年,主要裝備有3座45 t氧氣頂吹轉爐,2座45 t LF精煉爐,3座6 m弧方坯連鑄機。隨著建筑工業的迅速發展,建筑結構的安全性、抗震性問題越發受到重視,而提高建筑安全性和抗震性的關鍵是提高鋼筋的強度和綜合性能,采用500MPa級鋼筋相比400MPa級鋼筋可節約用量10%左右,對發展低碳經濟具有積極的推動意義。研制和推廣高強抗震鋼筋對生命財產安全具有重要的意義,是建筑鋼材發展的必然趨勢,具有很大的市場潛力。為響應國家產業政策,擴大產品種類,提高市場競爭能力,天鐵集團進行了HRB500E抗震鋼筋的開發。在市場調查中發現?12 mm及以上規格的HRB500E抗震鋼筋大部分由棒材生產線生產,因此天鐵將HRB500E抗震鋼筋生產規格定位在?6 mm~?10mm的小規格產品。
2 HRB500E抗震鋼筋技術要求[1]
2.1 抗震鋼筋性能特點
抗震鋼筋要求具有良好的綜合機械性能:
(1)高的屈服強度,可以減少建筑結構的截面面積,抵御地震破壞力能力較強。
(2)高的強屈比和優良的延伸率指標,可以吸收更多的地震能量。
(3)好的疲勞性能,能抵抗地震時的高應變低周疲勞破壞。
(4)熱影響區的韌性更優,焊接性能優良,滿足施工需要。
2.2 抗震鋼筋標準要求
在 GB1499.2—2007中對高強抗震鋼筋HRB500E的技術要求如下:
(1)成分要求。高強抗震鋼筋HRB500E化學成分和碳當量(熔煉分析)應符合表1的規定。根據需要,鋼中可加入V、Nb、Ti等元素。
(2)力學性能要求。鋼筋力學性能特征值應符合表1規定。

表1 GB1499.2—2007中HRB500E化學成分和力學性能要求
(3)冷彎、反彎性能良好。
(4)焊接性能符合相關行業標準的規定。
(5)鋼筋金相組織主要是鐵素體加珠光體,不得有影響使用性能的其他組織(如基圓上出現回火馬氏體組織)存在。
(6)抗震鋼筋的特殊要求。抗震鋼筋除了必須滿足上述要求外,還應滿足以下抗震性能指標:①鋼筋實測抗拉強度與實測屈服強度之比R0m/R0el不小于1.25;②鋼筋實測屈服強度與標準中表2規定的屈服強度之比R0m/R0el不大于1.30;③鋼筋的最大力總伸長率Agt不小于9%。
3 HRB500E抗震鋼筋生產工藝設計
要實現鋼筋性能的嚴格穩定控制,必須嚴格控制冶煉、連鑄和軋制等整個工藝流程,保證成分穩定性、潔凈度、鋼坯內部質量和金相組織,同時還應考慮負差率和搭接點對力學性能的影響。根據天鐵生產裝備情況,設計HRB500E抗震鋼筋的生產工藝路線如下:
45 t氧氣頂吹轉爐→吹氬→150方坯連鑄→雙蓄熱步進梁加熱爐→摩根5代高速線材生產線軋制→穿水冷卻→吐絲→斯太爾摩風冷線→集卷→檢驗→打包。
3.1 HRB500E抗震鋼筋成分設計
根據抗震鋼筋的技術要求,鋼筋不僅要有高的強度,同時要有良好的塑性;而且屈服強度設有上限要求,還要有好的強屈比。因此必須采用微合金化路線。
(1)C、Mn、Si元素的確定。C、Si、Mn 元素都可以提高鋼的強度,考慮到鋼的焊接性能和塑性要求,碳當量不宜太高,應控制在0.53%以下。在影響相同強度性能情況下,Mn元素增加成本要遠遠高于C元素,因此采用高碳低錳的設計原則。為保證鋼筋的性能穩定性,必須實行窄成分控制。
(2)微合金元素的確定。目前國內生產HRB500E抗震鋼筋微合金元素主要為Nb、V、Ti。Nb微合金化工藝要求最為苛刻,冶煉工序需要嚴格控制N含量以增加Nb的固溶強化效果,連鑄工序的連鑄坯裂紋傾向大,軋鋼工序需要根據Nb含量來確定加熱工藝和控冷工藝,易導致鋼筋性能不穩定,甚至出現冷彎開裂或脆斷現象。就本公司煉鋼、軋鋼的工藝裝備水平而言,Nb微合金化工藝很難達到抗震鋼筋的性能要求。Ti存在收得率不穩定情況,也很難被采用。V微合金化工藝相對簡單,對連鑄工藝、鋼坯加熱和控軋控冷工藝均沒有苛刻的要求。氮作為微合金化,可通過優化釩的析出和細化鐵素體晶粒,充分發揮細晶強化和沉淀強化兩種強化方式的作用,顯著改善鋼的強韌性配合。采用V-N微合金化技術,可明顯減少釩的含量,降低生產成本。不同V微合金化方式對鋼筋力學性能影響的回歸結果可定性參考表2[2]。
由表2可看出,V微合金化對強度貢獻值依次為氮化釩>氮化釩鐵>釩鐵,同時釩微合金化會降低鋼筋強屈比,氮化釩鐵>氮化釩>釩鐵。因此,選擇VN合金來實現HRB500E抗震鋼筋的微合金化工藝是最經濟合理的。

表2 鋼筋力學性能與化學成分回歸統計結果
(3)鋼水中的P、S作為雜質元素,含量高時,鋼的脆性增大,根據本公司鐵水和冶煉工藝實際情況,要求降低到0.030%以下。
綜合以上因素,確定HRB500E抗震鋼筋的內控化學成分應符合表3規定。
3.2 煉鋼連鑄工藝要點
天鐵為氧氣頂吹轉爐,在現有工藝下脫P能力有限,煉鋼首先應把好原料質量關,鐵水中P含量不能超過100×10-6,廢鋼P含量不超過35×10-6。轉爐鋼水的終點碳控制在0.09%以上,出鋼過程嚴格控制下渣。由于采用不過LF精煉爐工藝,氬站必須保證吹氬攪拌時間不小于8 min,保證夾雜物上浮時間。均勻后取樣進行成分分析,等成分出鋼。連鑄要做到全程保護澆注,控制好中間包液面高度和過熱度,拉速不宜過高。
3.3 軋鋼工藝要點
軋鋼工藝是微合金化的一項重要內容,大量實踐表明,軋鋼工藝對性能的影響比V含量對性能的影響更為明顯,體現在對產品的內部組織和V的析出強化影響上,合理的軋鋼工藝是保證產品性能的主要因素。
3.3.1 溫度制度
對于微合金化鋼來說,合理制定加熱溫度是性能穩定的關鍵,為保證V、N溶入奧氏體并且均勻化,加熱溫度必須控制在固溶溫度以上,考慮到微合金元素充分固溶需要擴散時間等因素,加熱溫度要比理論上高一些,相關的資料[3]指出,為了確保V的作用充分發揮,加熱一般控制在1 150~1 200℃。但是加熱溫度的提高,會相應提高吐絲溫度,不僅能夠導致晶粒尺寸長大,影響產品性能,還可能使線材材表面加重氧化,影響了產品的外觀質量。因此,一方面通過控制終軋溫度來控制吐絲溫度,另一方面對線材適當進行弱水冷。由于小規格線材冷卻速度較快,為抑制貝氏體產生,冷卻速度控制在10℃/s。這樣吐絲溫度可控制980℃左右,不會對V的析出造成較大影響。
根據規格不同,制定軋鋼過程溫控如表4所示。
表3 HRB500E抗震鋼筋內控化學成分 /%
3.3.2 負公差軋制對力學性能的影響
鋼筋負公差軋制是指鋼筋按照標準規定的負公差尺寸進行生產,對下游用戶、中間商和生產企業都有積極的意義。但是負公差軋制會造成力學性能的變化,GB 1499.2—2007標準中第8.2.2條明確規定“計算鋼筋強度用截面面積采用表2所列公稱截面面積”。由于帶肋鋼筋采用負公差軋制,實際截面面積會小于公稱截面面積,在鋼坯成分和軋制工藝不變的情況下,勢必會造成強度指標性能下降,因此帶肋鋼筋進行負公差軋制必須具有一定的強度過剩值,設計成分和軋鋼工藝時必須考慮增加強度指標20~30MPa左右。
3.3.3 搭接點對力學性能影響
通過對盤螺生產情況進行統計,存在力學性能波動大的問題,同卷強度差可達40~60MPa,顯然無法滿足HRB500E抗震鋼筋的生產要求。造成這種現象主要原因,一是鋼坯加熱溫度不均,二是風冷輥道上搭接點與中部的溫度差,其中搭接點的影響尤為嚴重,在同一圈上就可以造成高達60MPa左右的性能差。由于高線吐絲的生產特點,再加上小規格鋼筋散熱快,目前還沒有特別行之有效的方法來解決搭接點造成的性能差。經過多次試驗后,優化了風冷輥道速度,采用先慢后快的方式,使鋼筋在風冷輥道上盡量被拉開;合理設定風機開啟數量、開口度,保溫罩開合方式,加靈裝置開度等各項參數,確保鋼筋均勻冷卻,可以減少搭接點的影響。經過不斷調整,鋼筋的通條性能差成功控制在30MPa以內,滿足了抗震鋼筋的生產需要。
4 產品實物質量
4.1 產品性能指標(見表5)
由表5可以看出,?6 mm規格相對?8 mm和?10mm規格鋼筋性能穩定性要差一些,最大力總伸長率Agt相對國標不小于9%的要求,富余量不是很大,這與小規格盤條軋后溫度控制相對困難有關。
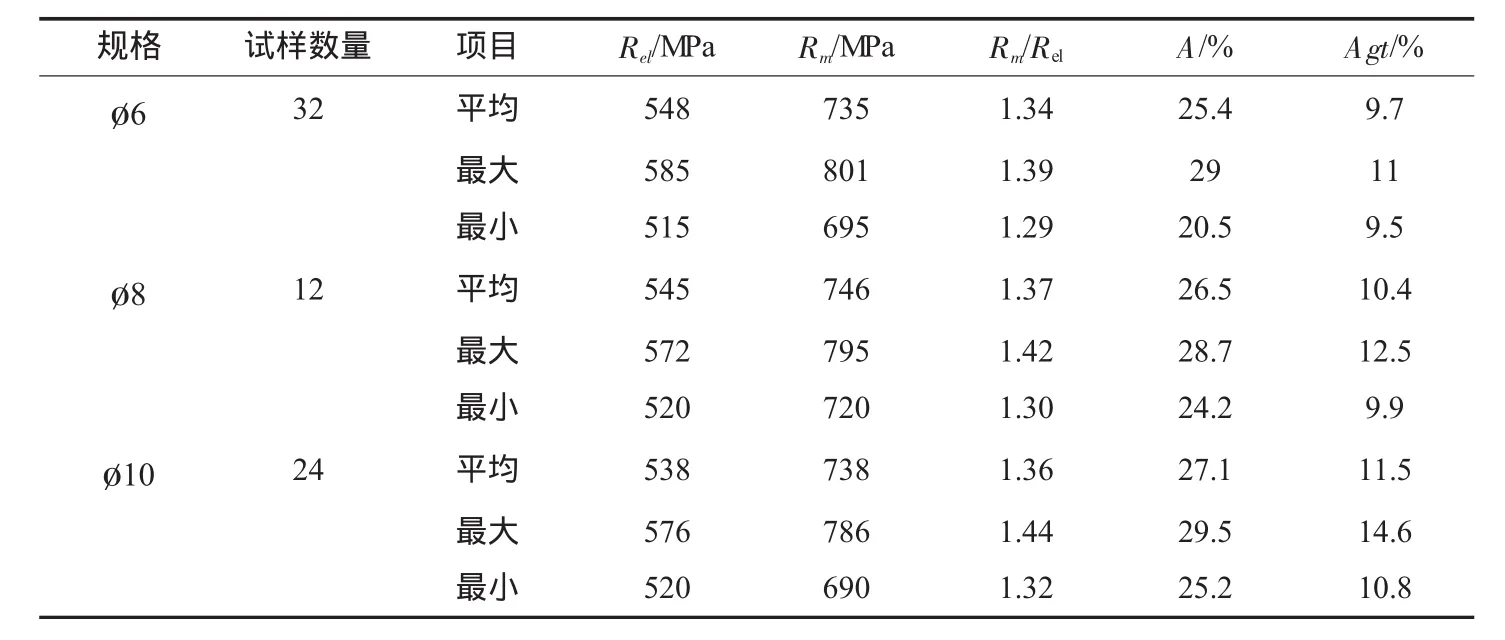
表5 HRB500E抗震鋼筋力學性能統計
4.2 內部組織
對HRB500E抗震鋼筋內部組織進行檢測,全部為鐵素體加珠光體(見圖1),晶粒度9.5~11級,滿足國標GB1499.2-2007要求。
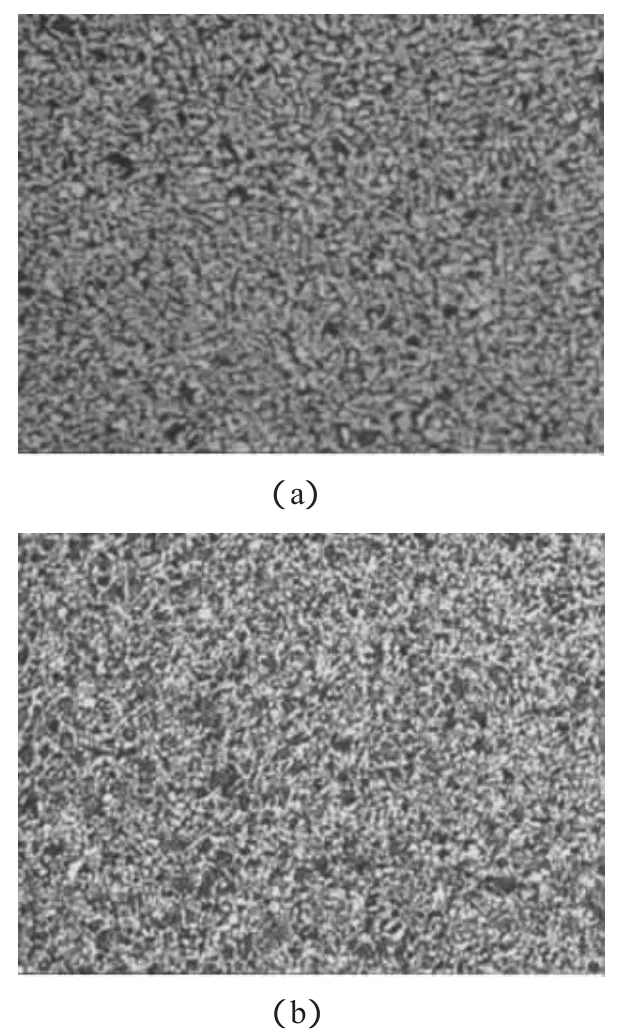
圖1 HRB500E抗震鋼筋金相組織
4.3 鋼筋的焊接性能
對成品鋼筋進行焊接型式試驗,在不同焊接方法下,試樣接頭力學性能、拉伸斷裂位置、端口特征和彎曲性能等指標全部合格。
5 結論
天鐵在現有裝備工藝條件下,通過嚴格控制煉鋼、連鑄、軋鋼等工藝環節,采用VN微合金化、合理的工藝參數,有能力生產出HRB500E抗震鋼筋,各項性能指標滿足國標GB1499.2—2007的要求,并于2013年11月順利取得生產許可證。
HRB500E抗震鋼筋采用VN微合金化,化學成分設計合理,生產工藝要求相對簡單,在保證了產品性能的同時,又兼顧了生產成本,符合大批量生產的要求。
通過HRB500E抗震鋼筋,解決了鋼筋通條性能差問題,為其他產品開發奠定了基礎。
HRB500E抗震鋼筋用于建筑工程,不僅可以增加建筑物安全儲備,而且可以減少鋼材用量,節約資源,緩解環境壓力,具有很大的經濟效益和社會效益。HRB500E抗震鋼筋的成功開發不僅提高了天鐵的產品檔次和技術含量,更提高了天鐵的市場美譽度。
[1]GB1499.2—2007,鋼筋混凝土用鋼第2部分熱軋帶肋鋼筋[S].
[2] 趙徹,孟憲珩,齊宏智.不同釩微合金化方式對鋼筋屈強比的影響[J].中國冶金,2009(7):9-12.
Research and Development of HRB500E Aseismic Reinforcement of Small Size at Tiantie High Speed Wire Rod Mill
GUO Zhi-qiang1and WANG Zhen2
(Technology Center1and Wire and Rod Mill2of Tianjin Tiantie Metallurgical Group,She County,Hebei Province056404,China)
The process that Tiantie Group developed small size HRB500E aseismic rebar is introduced.After taking measures such as adopting V and Nmicro alloying,designing chemical composition with the principle of narrow composition range control,strictly controlling billet internal quality,formulating reasonable rolling process and enhancing the process control of steel making,casting and rolling,solving the problem of big performance fluctuation of small sized wire rod caused by lapping points on air cooling line,HRB500E aseismic rebar in accordance with national standard was developed and the production permit for hot rolled bar for the reinforcement of concrete issued by AQSIQ acquired.
aseismic rebar;micro alloying;mechanical property;research and development
10.3969/j.issn.1006-110X.2014.03.003
2014-01-15
2014-02-20
郭志強(1978—),男,工程師,主要從事品種研發及軋鋼工藝研究工作。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
