天鐵集團棒線廠45#硬線盤條研發
2014-05-16 06:08:48王震
天津冶金 2014年3期
王 震
(天津天鐵冶金集團棒線廠,河北涉縣 056404)
天鐵集團棒線廠45#硬線盤條研發
王 震
(天津天鐵冶金集團棒線廠,河北涉縣 056404)
天鐵棒線廠為增加線材產品的新品種,研發出45#硬線盤條。對研發過程中存在的脫碳、晶粒粗大、混晶現象等缺陷的原因進行分析,改進了原生產工藝方案,采用新方案軋制,消除了原工藝生產過程中的幾種缺陷,成功生產出了符合國標要求的45#硬線盤條,滿足了市場對硬線鋼的需求,提高了經濟效益。
硬線盤條;控制冷卻;金相組織;研發
1 引言
隨著經濟的發展,市場對硬線鋼的需求也在逐漸增加。為適應市場發展形勢,促進天鐵棒線廠產品結構調整,轉變經濟增長方式,創造利益增長點,我公司決定開發45#硬線盤條產品。
在研發45#硬線鋼盤條的過程中,針對產品性能檢測出現的脫碳、晶粒粗大、混晶等缺陷原因進行深入分析,找出了缺陷產生的根本原因,通過制定合理的工藝生產方案,解決了原工藝生產過程中的幾種缺陷,成功研發出合格的硬線盤條產品,為公司45#鋼硬線盤條的批量生產和其它硬線盤條產品的研發奠定了基礎。
2 45#硬線盤條產品研發關鍵
45#硬線鋼盤條的軋制不僅要滿足表面質量和力學性能要求,還要滿足產品對金相組織晶粒的大小和組織成分的要求。為滿足以上條件,要求我們在原料、加熱、軋制過程、控制冷卻等工序制定嚴格的工藝制度,確保滿足其要求。
2.1 原料
連鑄坯中的夾雜物、有害元素偏析、盤條通條性能不均勻及中心疏松,是造成硬線產品深加工拉拔過程中斷絲的主要原因。為此,研發45#硬線盤條的連鑄坯必須是經過精煉爐,且成分要求嚴格控制的合格連鑄坯。本廠對45#鋼連鑄坯化學成分控制執行GB/T699-1999《優質碳素結構鋼》標準,45#硬線鋼的化學成分應滿足表1的要求。

表1 45#鋼化學成分要求
2.2 加熱
45#鋼含碳量較高,加熱的重點是解決好脫碳的問題,脫碳會嚴重影響產品的硬度、耐磨性、疲勞強度、沖擊韌性等,拉拔過程中易斷且成品性能達不到要求。因此,為嚴防脫碳現象的發生,應制定合理的加熱制度,嚴格控制加熱溫度過高和鋼坯在高溫區的停留時間。
2.3 軋制過程
45#鋼被廣泛應用與拉拔加工,為了使拉拔過程中均勻受力,減少應力集中和減少模耗,就要求產品有較好的表面質量和較高的尺寸精度。除此之外,要注意細小的均勻組織,在保證低溫開軋的同時,對軋制過程中軋件的溫升也要進行嚴格控制,以便獲得細小的晶粒組織。本廠對此次?6.5規格45#硬線盤條的尺寸精度嚴格按照國標C級控制要求執行。
2.4 控制冷卻
控制冷卻可以說是整個生產環節中的最重要一環。45#鋼是中碳鋼,冷卻時間過短,對鋼材冷卻效果不明顯,易造成晶粒粗大;冷卻時間太長,又容易引起脆斷,產生貝氏體、馬氏體等其他組織,對鋼材的拉拔加工變形帶來不利影響。因此,對鋼材的冷卻既要保證必要的強制冷卻,以達到吐絲溫度的要求,又要保證組織轉變過程中不會產生除鐵素體和珠光體之外的其它組織。
3 軋制工藝控制及檢測結果分析
軋制45#鋼盤條規格為6.5 mm,連鑄鋼坯均為過精煉爐且表面質量良好的鋼坯,軋制爐號為L1-01832、L1-01830兩爐,所選取爐次化學成分符合GB/T699-1999要求。
3.1 改進前工藝控制及檢測結果分析
改進前的工藝分兩組:(1)鋼坯爐內加熱二段溫度控制(960±20)℃,均熱段溫度控制(1060±20)℃,爐內控制弱氧化氣氛;進精軋溫度控制在(900±20)℃;吐絲溫度控制在(930±20)℃;輥道速度因受末段輥道速度影響,首段輥道速度設定為0.5 m/s,末段輥道速度0.72 m/s;風機開啟量為:1~4臺風機開啟100%;保溫罩全開。(2)其它加熱制度同第一組,吐絲溫度控制改為(880±20)℃;風機開啟量改為:1臺風機開啟50%,2臺風機開啟30%,3臺開啟30%;其他工藝制度不變。
抽檢試樣結果顯示:兩組試樣屈服強度、抗拉強度和斷面收縮率均滿足國標要求,但伸展率接近或略低于國標要求(國標要求伸展率不低于16%);兩組試樣均存在邊部或心部晶粒度較粗大,局部晶粒度低于8級;邊部檢測均能發現有不同程度的脫碳現象;需要注意的是,第二組試樣在組織中發現除鐵素體和珠光體外,還含有極少量的魏氏組織。力學性能參數見表2。
試樣2金相組織見圖1。

表2 力學性能參數
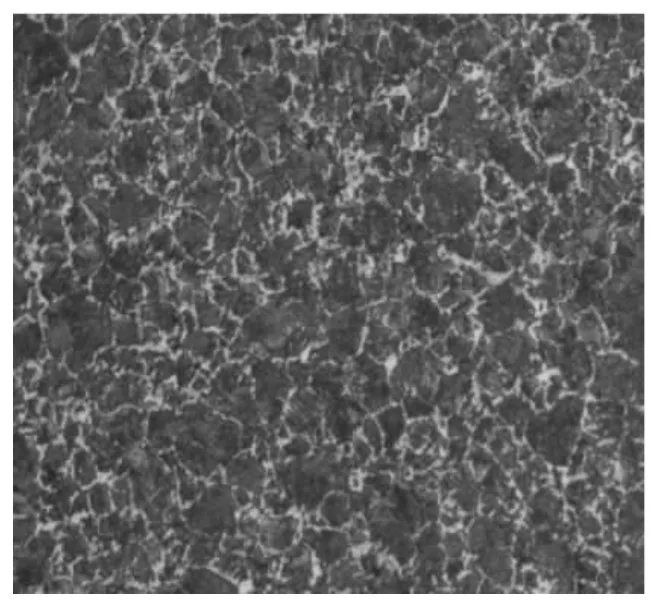
圖1 試樣2金相組織 100X
檢測結果分析:因加熱二段溫度控制偏高,鋼坯在加熱二段和均熱段兩段高溫區停留時間較長,導致鋼坯邊部發生脫碳現象;鋼坯在高溫區停留時間較長和較高的終軋溫度,會引起軋件內部晶粒組織粗大,粗大的晶粒間結合力減弱,造成軋件延伸率偏低的現象;另外,試樣2檢測邊部含有極少量的魏氏說明,通過兩組試樣對比,發現鋼坯在高溫區加熱溫度過高和停留時間較長,造成晶粒粗大,粗大的晶粒在快速冷卻的條件下,易發生先共析的鐵素體或滲碳體從奧氏體晶界上沿著奧氏體的一定晶面向晶內生長,呈針狀析出,即形成了魏氏組織,這種組織會使鋼的力學性能,尤其是塑性和沖擊韌性顯著降低,同時使脆性轉折溫度升高,該組織對拉拔加工會產生極其不利的影響。總之,較高的加熱溫度、較長的在爐時間、較高的終軋溫度及快速的冷卻控制工藝是產生上述缺陷的直接原因。
3.2 改進后工藝控制及檢測結果分析
改進后工藝控制:鋼坯爐內加熱二段溫度控制(910±20)℃,均熱段溫度控制(1030±20)℃,爐內控制弱氧化氣氛;進精軋溫度控制在(900±20)℃;吐絲溫度控制在(880±20)℃;輥道速度相同;風機開啟量為:1臺風機開啟50%,2臺風機開啟30%,3臺開啟30%;保溫罩全開。
抽檢試樣結果顯示:屈服強度、抗拉強度、伸展率和斷面收縮率均達到GB/T699-1999《優質碳素結構鋼》的要求,且指標良好;試樣金相組織顯示組織結構為鐵素體和珠光體,無其它組織出現;試樣邊晶粒度較細小,級別為9.5級或10級;邊部檢查沒有脫碳現象的發生。力學性能參數見表3,金相組織見圖2。

表3 力學性能參數

圖2 金相組織 100X
檢測結果分析:通過以上可以看出,通過降低加熱二段和均熱段溫度,減少了鋼坯通過高溫區的時間,降低了開軋溫度,有效地控制了鋼坯在爐內脫碳現象的發生;較低的開軋溫度和較低的終軋溫度也有效地控制了晶粒的粗大化,保證了成品內部晶粒組織細小化,保證了產品有較良好力學性能。另外,通過改變加熱溫度和終軋溫度,合理地控制了冷卻速度,有效避免了魏氏組織的產生,改善了產品的組織和性能。
4 結論
45#鋼含碳量較高,加熱過程中極易造成鋼坯脫碳現象,在加熱的過程中應對其鋼坯表面的脫碳進行一定的控制,減少加熱爐的正壓,降低加熱爐溫度和減少鋼坯在高溫區的停留時間是控制鋼坯脫碳的有效辦法。
45#硬線盤條的軋制過程中冷卻速度的控制是得到良好組織的關鍵,對冷卻速度的控制既要保證能得到細小的珠光體,又要防止冷卻速度過快,產生馬氏體、魏氏體等其他對拉拔加工影響不利的組織。
45#硬線盤條的成功研發,為天鐵棒線廠線材產品增加了新品種,開拓了市場,也為今后繼續研發其它硬線盤條提供了寶貴的經驗。
Research and Development of 45 Graded High Carbon Wire Rod at Tiantie Group Wire and Rod Mill
WANG Zhen
(Wire and Rod Mill,Tianjin Tiantie Metallurgical Group,She County,Hebei Province056404,China)
In order to add a new grade to wire product,Tiantie Wire and Rod Mill developed 45 graded high carbon wire rod.The defects of decarburization,coarse grain and grain mixing in product development were analyzed.The mill improved original production process,adopted new rolling plan,eliminated the defects in the original process and successfully produced 45 graded high carbon wire rod which was in accordance with national standard.The requirement of market on high carbon steel was met and economic benefit increased.
high carbon wire rod;controlled cooling;metallographic structure;research and development
10.3969/j.issn.1006-110X.2014.03.006
2014-01-11
2014-01-30
王震(1984—),男,主要從事冶金工藝技術管理工作。
