天鐵燒結二級控制系統的設計和應用
2014-05-16 06:08:48馬國正
天津冶金 2014年3期
馬國正
(天津天鐵冶金集團第一煉鐵廠,河北涉縣 056404)
天鐵燒結二級控制系統的設計和應用
馬國正
(天津天鐵冶金集團第一煉鐵廠,河北涉縣 056404)
敘述了天鐵燒結二級控制系統的組成和基本功能,針對燒結配料成分、混合料加水量波動大,控制精度低及燒結過程大滯后等問題,通過建立數據庫、采用時序跟蹤預測相結合等方法提高了系統控制精準度,解決了燒結過程連續性和自動控制滯后的矛盾。該系統自投入運行后穩定使用率達到97.9%,燒結各項指標明顯提升,降低了能耗和人工成本費,達到了企業提質降耗的目的。
燒結;二級系統;自動控制系統;設計;應用
1 引言
天鐵煉鐵廠400m2燒結機系統以PLC為核心,結合網絡、視頻等技術,構建了集生產操作、遠程管理與監控為主的管控一體化體系,極大地提高了生產效率。隨著技術的發展,為進一步提高企業信息化水平和管理水平,在原管控一體化的基礎上重點開發了生產過程模糊控制和人工智能控制等技術,將燒結的配料、混合加水、物料平衡及燒結過程的工藝參數優化,使燒結塊礦的生產過程實現了全面控制功能。不僅提高了燒結礦的產量和質量,同時還實現了減員增效,降低工序能耗,節約成本的目的。
2 系統組成和基本功能
2.1 系統組成
二級系統設有2臺計算機,一臺計算機使用OPC協議和一級系統的計算機通訊,通過一級計算機讀取現場數據和下達控制命令,計算機把讀取到的數據存放到另一臺計算機的數據庫中。同時把各種化驗數據和人工輸入數據也錄入到數據庫中,系統中的各種模型根據大量歷史數據和現場實時數據建立強大的專家數據庫[1]。使用神經網絡、模糊控制理論等方法得出最佳操作參數,從而達到燒結生產過程全部受控。一級系統享有控制優先權,二級系統運行異常或出現故障時可無擾切換到一級系統,由一級系統直接控制設備運行。二級系統可以和廠級EMS系統相連,把數據送到廠級三級系統以供生產決策。
2.2 系統基本功能
(1)利用數據庫對重要的工藝參數進行收集處理和儲存[1]。系統的數據采集程序循環采集一級檢測設備檢測到的現場數據,并用事件編程將這些數據存入數據庫。在線分析系統根據現場實際控制電路、檢測信號采集、專家模型和歷史數據建立的數據知識庫進行對比計算,實現了在線自動分析,并將分析結果存儲到數據庫服務器,由服務器向生產操作系統發出指令,同時通過人機界面(HMI)傳輸到主控室,供操作人員參考。
(2)工藝數據實時顯示,實現人機對話并建立了故障信息共享平臺。將故障報警、生產工藝參數及歷史數據等采用圖表的形式直觀顯示,通過網絡在每一個網絡端點和維修班組的計算機上都可以查詢故障信息、各種生產工藝參數數據和歷史曲線,實現了數據傳輸實時性,縮短了故障處理時間,使整個生產過程處于受控狀態。
3 存在問題和相應改進措施
3.1 燒結配料優化控制
傳統的PLC控制技術雖然能夠實現燒結過程自動化,但是在優化原料配比方面,主要還是靠人工經驗來操作,難以做到精準和穩定。本廠含鐵原料的品種比較多,每種料每批次的量較少,導致混合料的成分變化過于頻繁,同時由于配料過程大滯后的特點,使得系統投入初期整個生產過程波動較大,嚴重影響了二級控制系統功能和生產的穩定運行。
經過對其他鋼廠的實地考察和學習,結合我廠實際生產情況,對進場的各種含鐵原料和配料階段的工作做了相應調整,力求原燃料上料組織階段在一個比較長的時間段內使混合料成分不發生大的變化。
二級系統控制上采用了數據庫、神經網絡預測和時序跟蹤預測相結合的技術,建立燃料-返礦及粉塵優化規則[1],利用燒結礦成分預測與實際結果的偏差進行反饋修正。系統把燒結工藝過程中使用的原料品種、成分、成品礦成分記錄到數據庫管理系統中,完成對新增原料化驗成分的實時錄入及預計變更、成品礦成分的實時錄入及處理以及配方的預計變更。當輸入新的記錄時,系統能發現新記錄并通知相關程序,比如通知配比計算模型重新計算原料配比,優化配料模型后系統自動篩選最佳配比方案,同時根據此方案得出一個成品礦化學成分的預測結果,并自動同成品礦實際的化驗結果進行比較后,計算機根據預測結果和實際化驗結果的偏差進行PID計算,自動修正原料配比方案,如果原料成分發生大的變化時,必須根據原料化驗數據,重新人工輸入原料成分,由系統自動重新計算最佳配比。其優化配料模型關聯圖見圖1。
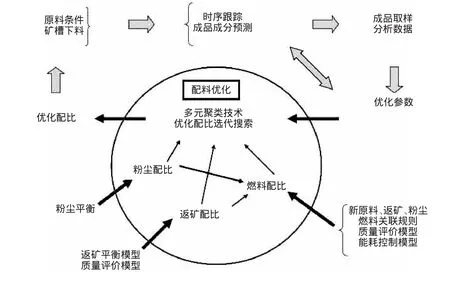
圖1 優化配料模型關聯圖
3.2 混合料加水優化控制
目前絕大多數鋼廠都采用紅外線水分儀來檢測燒結混合料中的水分。紅外水分儀對顏色、空氣中的水蒸氣和外界光源比較敏感。若原料組成有變化會造成原料料面顏色的變化,從而導致對混合料水分檢測的誤差。其次,水蒸氣中水分子的波長非常接近于混合料中水分的波長,會干擾水分儀的測量精度。另外,第一煉鐵廠由于生產和節能降耗的原因在混合機加水階段除了添加清水,還要往混合料中添加鋼泥水。鋼泥是煉鋼工藝的副產物,成分較為復雜,其濃度、流量也難以做到精確控制,導致用于燒結生產的混合料成分變化比較頻繁且水分控制的滯后性比較嚴重。為此采取了一系列改進措施:第一、在配料階段盡量長時間保持混合料成分的穩定,保證了料面顏色在一定時間段基本一致;第二,在水分儀上加防護罩和壓縮空氣吹掃裝置,防護罩有效阻斷了外部光源對水分儀的干擾,而吹掃裝置將水分儀周圍的水蒸氣吹散,減少了水蒸氣對水分儀的影響;第三,原來利用電磁流量計來控制鋼泥水的流量,鋼泥水對電磁流量計的沖刷磨損相當嚴重,每兩個月就要更換一臺電磁流量計。由于鋼泥中含有大量的金屬顆粒物以及其他雜質,超聲波流量計也無法準確測量,經過多次試驗,最后采用了變頻泵對來控制鋼泥水的加入量,取得了很好的效果。
通過以上措施,有效克服了混合料水分大范圍波動的現象。水分的精細調整則由二級系統自動進行調整。當出現水分誤差時,采用了反饋修正,直接在一級或二級系統對目標水分率進行適當修正,就可對現場的水分儀做水分遷移來解決。對于水分率的自適應控制,借鑒了其他鋼廠燒結專家系統中混合料水分模型控制方法來完成。即根據大量歷史數據建立軟測量模型,不斷優化、修正得到最新的入筒水分率(原始水分率),然后通過模糊算法控制加水量。混合加水監控和操作界面截圖和一次、二次混合加水曲線見圖2。

圖2 混合加水監控和操作界面截圖
針對水分控制滯后性,現在二級控制系統采用OPC訂閱方式采集數據,使用多線程技術,充分利用PLC的掃描高速性和服務器存儲量大,運算性能高的特點,改變了以往數據交換都采用查詢的方式,提高了系統運行效率,減緩了加水控制的滯后。
3.3 物料平衡控制
混合料平衡自動控制系統為燒結生產自動控制的重要一環。其核心目的就是控制好燒結機泥輥礦槽的料位(1/3~2/3),保證上料量及燒結過程的穩定維持。當料位計顯示泥輥礦槽中的料位低于下限時,系統會將信號反饋到配料,通過用料量計算出應加的混合料量,自動計算生成配料各個料種應增加的量,并通過信號控制配料稱重系統自動完成各個料種配加工作。人工只需要定期加以校核調整即可。
配料系統的控制分為自動和手動控制兩種方式。這兩種控制方式以互鎖關系存在,即當系統控制切換為其中一種控制時,另一種控制方式便在邏輯上被鎖定。系統中的每一臺設備之間都是互相連鎖的狀態,當某一臺設備發生故障停機時,整個系統會根據PLC的預先設置進行停機操作。故障設備之前的設備立即停車,避免繼續來料積壓在故障設備上,后面的設備依照從前往后的順序依次停車,將設備上的余料繼續輸送至下游的料倉,以減小設備啟動負載。
天鐵燒結廠配料室共有17個料倉,利用圓盤給料機進行配料,每臺圓盤給料機均由變頻器控制。下設配料秤,其精度達到≤±0.5‰FS;料倉稱重料位計采用德國賽多利斯稱重傳感器,精度達到≤±1‰FS。配料秤具有檢測瞬時流量、累積流量等功能。生產過程中,二級控制系統會根據生產情況給出一個目標值,系統將配料秤提供的實際瞬時流量與目標值進行比較,并將比較結果反饋到控制系統,由變頻器控制圓盤給料機的速度。同時每隔5 s,配料秤會將單位時間內實際檢測的累積流量值反饋給系統,與目標設定值進行比較調節,從而達到配料系統的總體穩定性。為了進一步提高配料的精確度,二級系統在數據采集環節采用了延時采集法。即每臺配料稱的瞬時流量數據采集時間都比前一臺稱延遲5 s[2],使得在一個下料周期內,只要配料的總數不發生變化,就會準確跟蹤各種不同料種的配比,實現精確配料的目的。另外,我廠模仿專家系統,給操作相關的工藝值一個極限值,一級檢測系統的相關數據和計算的工藝值被收錄到系統數據庫中以后,系統會進行連續監測,如果發現某一個數據超出了極限值,系統會發出報警,并將其發送到日志記錄中,并通過人機接口(HMI)供操作人員瀏覽[1]。
3.4 燒結過程優化控制
天鐵二級系統的燒結過程優化控制環節主要包括透氣性計算模型、燒結機參數的動態跟蹤、BTP控制模型、燒結橫向厚度控制。系統剛投入生產,基本能完成整個過程的自動操作,但是對于系統燒結BTP的判斷始終存在一定的誤差。經過反復的生產實踐發現,主要問題是我們只在燒結機最后3個風箱設置測溫點來檢測廢棄溫度,而且測溫元件安裝在小格平臺這一層的風箱彎管上,距離燒結機臺車距離較遠,由于人員差異、設備老舊等原因,經常會出現料面不均勻和系統漏風等情況,致使廢氣溫度測定值和實際值存在偏差,從而影響到二級系統對燒結終點的判斷失真。
為了使溫度檢測更接近于實際溫度,首先將用于測溫的熱電偶安裝位置上移,安裝在距離臺車底面30cm處,使測溫點更接近燃燒的燒結礦,提高了測量值的準確性。同時在所有風箱設置測溫點,其中后面9個風箱上面,每個風箱設置6個測溫點(其數量與輔門數量一一對應),且均勻分布,測溫點形成一個矩陣模型,如圖3所示。
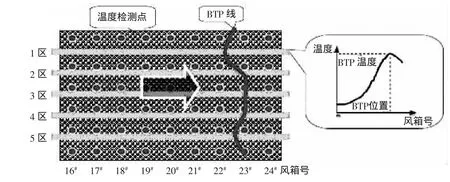
圖3 風箱溫度檢測示意圖
后面9個風箱的溫度變化通過溫度點矩陣形成橫向燒透點曲線,來判斷燒透點,進一步提高了測量值的精確程度。安裝在風箱上的熱電偶將料溫信號傳送至系統,系統數據庫根據料溫信號判斷燒結BTP。同時通過PLC將判斷結果傳送到燒結機主輔料門控制系統,主輔料門控制系統下達調整命令。如果是整體燒透點提前,則通過提高機速或提高料層來解決;若滯后,則要通過控制燒結機主料門進行控制,降低機速或降低料層來解決。如果是燒結機臺車橫向有燒透點不均勻的情況,則要通過控制相應輔料門進行控制。為了使料門的開度更為精確、故障率更低,將以前的電動調節裝置更換為控制精度更高的液壓控制系統。液壓控制系統控制精度高,反應靈敏,有效地解決了燒結機上料面的平整度和橫向松緊度的問題。
由于燒結過程的連續性和大滯后特點,如果只是一味地通過調節機速和料門開度,勢必會影響到后續的正常生產。因此機速、BTP、料門開度、料面高度、泥輥礦倉料面等信號組成一個閉環控制系統,同時該閉環系統又和整個上料系統、水分控制系統、燃料控制系統組成一個大閉環[3]。二級系統會根據燒結數據跟蹤模型和歷史數據,分析溫度變化曲線,得出一個燒透時間的預測值,然后通過BTP控制模型和燒結過程狀態的診斷來控制燒結機的速度,并給上一級生產控制系統發出信號,保證泥輥及鋪底料礦倉的料位始終保持在合理范圍內。
4 應用效果
天鐵第一煉鐵廠對自動控制二級系統進行改進后,系統的穩定性使用率達到了97.9%,并使燒結礦的成本每噸降低2.23元,使用前后生產技術指標對比情況見表1。
5 結束語
通過數據庫及神經網絡預測等技術應用,建立燃料-返礦及粉塵優化規則,實現了燒結配料優化控制。采用前反饋加串級調節修正水分誤差等方法控制混合料加水量,利用數據庫對燒結生產指標進行挖潛,獲得工藝參數的最佳區間,使得指標參數以最大概率落入理想區間中,然后用最佳區間來控制燒結過程。系統自投入運行以來,燒結各項經濟技術指標得以提升,有效節約了人工成本,實現了企業的清潔生產,促進了集團公司提質降耗活動的深入開展。
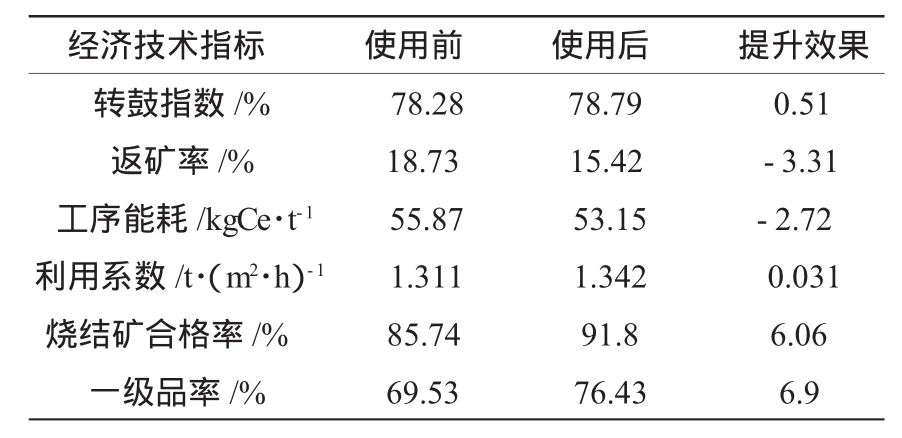
表1 400m2燒結機使用系統前后生產技術指標對比
[1] 宋正中.專家系統在燒結工藝中的應用[J].科技情報開發與經濟,2007(22):204-205.
[2] 公維娥,張新寧,田美.265 m2燒結機自動控制系統的三電一體化設計[J].國內外機電一體化技術,2008(1):15-16.
[3] 范曉慧,王海東,李桃,等.燒結生產自動控制新技術(下)[J].燒結球團,2002(4):3-4.
Design and Application of Tiantie Sintering Level 2 Control System
MA Guo-zheng
(Iron-making Plant 1,Tianjin Tiantie Metallurgical Group,She County,Hebei Province056404,China)
The paper describes the constitution and basic functions of Tiantie Sintering Level 2 control system.Aiming at the problems of big fluctuation of sinter blending composition and water addition for mixing material,low control precision and long lag of sintering process,methods of establishing database and adopting time sequence tracking prediction were taken to improve system control precision and remove contradiction between the continuity and automation control lag of sintering process.The availability of the system after being putting into operation reached 97.9%and all indices of sintering remarkably went up.Energy consumption and labour cost were lowered and the goal that the enterprise improved quality and lowered consumption was hit.
sinter;level 2 system;automatic control system;design;application
10.3969/j.issn.1006-110X.2014.03.007
2014-01-01
2014-01-25
馬國正(1978—),男,工程師,主要從事冶金控制技術管理工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
財經(2017年15期)2017-07-03 22:40:49
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
