方/圓坯拉矯機液壓系統(tǒng)改造
2014-05-16 06:08:52李文濤
天津冶金 2014年3期
李文濤
(天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
方/圓坯拉矯機液壓系統(tǒng)改造
李文濤
(天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
介紹了天鐵熱軋3號方/圓坯連鑄機的拉矯機液壓升降系統(tǒng)改造過程。針對送引錠桿打滑、拉坯時鑄坯下滑、鑄坯不圓度超差等故障,分析出產(chǎn)生原因。對拉矯機壓下液壓系統(tǒng)進行了改造,提高了熱坯壓力控制的精度,消除了故障點,為安全生產(chǎn)提供了可靠保障。
拉矯機;液壓系統(tǒng);熱坯壓力;控制管路;改造
1 引言
天鐵熱軋板有限公司現(xiàn)有一臺弧形半徑R13 m的一機八流方/圓坯連鑄機,年產(chǎn)合格連鑄坯約135萬t。拉矯機位于扇形段III后面,每流設有5個拉矯機,共計40個拉矯機,由一個調(diào)壓閥臺對所有拉矯機冷坯壓力和熱坯壓力進行調(diào)節(jié),每個拉矯機上由一套液壓閥組控制壓力切換和液壓缸壓下,用于夾持引錠桿由電機減速機驅動將引錠桿送入結晶器和引出鑄坯,并將鑄坯矯直后,送入輥道上進行切割。在其運行過程中時常出現(xiàn)冷坯壓力和熱坯壓力控制不穩(wěn)定現(xiàn)象,造成送引錠桿打滑,起步引錠桿下滑易造成漏鋼事故、圓坯不圓度超差、裂紋等鑄坯質量問題,嚴重影響了連鑄機正常運行生產(chǎn),給公司造成極大的經(jīng)濟損失。通過對該故障現(xiàn)象分析研究后,決定對拉矯機液壓系統(tǒng)進行改造。
2 拉矯機液壓系統(tǒng)存在問題分析
拉矯機液壓系統(tǒng)由液壓泵、蓄能器組、調(diào)壓閥臺(見圖1)、油缸壓下控制閥組(見圖2)、差動缸及輔助元件組成。動力源正常由液壓泵提供,事故時由事故蓄能器組提供。
2.1 送引錠桿打滑
在生產(chǎn)準備送引錠時,油缸控制閥組電磁換向閥1電磁鐵b得電,將油缸工作壓力切換至冷坯壓力 P1,P1設定為 16 MPa(見圖 1),電磁換向閥 2 電磁鐵a得電,拉矯機液壓缸實現(xiàn)差動壓下夾持住引錠桿,由電機驅動,將引錠桿輸送至結晶器下口。通過生產(chǎn)實踐發(fā)現(xiàn),在送引錠桿過程中,若8個流40個拉矯機同時動作送引錠桿時,檢測液壓系統(tǒng)冷坯壓力P1壓力在8~15.7 MPa范圍內(nèi)波動,直至40個拉矯機液壓缸全部壓下時冷坯壓力P1恢復至系統(tǒng)設定值15.7 MPa,引錠桿在拉矯機內(nèi)會出現(xiàn)打滑現(xiàn)象,導致引錠桿跟蹤位置滯后,影響生產(chǎn)節(jié)奏。
2.2 開機時鑄坯下滑
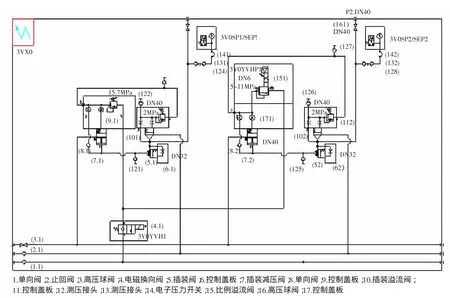
圖1 改造前拉矯機調(diào)壓閥臺示意圖

圖2 改造前拉矯機升降控制示意圖
開機時單流拉矯機油缸壓下控制閥組的控制過程:引錠桿由1~3號拉矯機液壓缸冷坯壓力P1壓下保持其位置狀態(tài),開機起步后,拉矯速度由0.2 m/min逐步升至1.1 m/min;在拉坯過程中,引錠桿經(jīng)過4號拉矯機后,4號拉矯機壓下控制閥組(見圖2)電磁換向閥1電磁鐵a得電,切換至冷坯壓力P1,電磁換向閥2電磁鐵a得電,液壓缸壓下夾持引錠桿,有電機減速機驅動實現(xiàn)拉坯,同時1號拉矯機壓下控制閥組電磁換向閥1電磁鐵a得電,切換為冷坯壓力P1,電磁換向閥2電磁鐵b得電,1號拉矯機液壓缸上升,夾緊輥抬起,逐次類推;熱坯拉至1號拉矯機時,電磁換向閥1電磁鐵b得電,切換至熱坯壓力P2,電磁換向閥2電磁鐵a得電,1號拉矯機液壓缸壓下。
在開機生產(chǎn)時,8個流1號~5號拉矯機油缸壓下控制閥組同時進行壓力轉換時,冷坯壓力在7~15.7 MPa之間波動。壓力波動較大時,油缸夾持力不夠,造成引錠桿突然下滑一段,同時熱坯隨之下滑。當下滑距離超過3 cm時,極易造成漏鋼事故,對設備造成嚴重損壞,影響正常生產(chǎn)節(jié)奏,給公司帶來巨大經(jīng)濟損失。
2.3 鑄坯不圓度超差和內(nèi)部裂紋
熱坯壓力由圖1中的比例溢流閥15在0~10V范圍內(nèi)通過PLC控制調(diào)整,根據(jù)生產(chǎn)需要自動輸入不同的電壓值來設定P2(熱坯壓力)。壓力開關14.2帶模擬量輸出,輸出量折算成壓力值后同現(xiàn)場實際值校正。
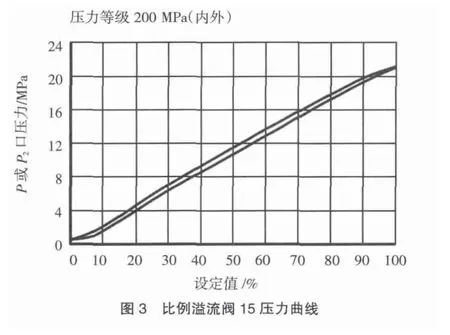
由圖3比例溢流閥15的壓力曲線可知,它的調(diào)整范圍下限在0.8~1.5 MPa,調(diào)整下限是由比例溢流閥本身性能所決定的。
在生產(chǎn)圓坯時所需熱坯壓力P2需要在0.8~1.5 MPa范圍內(nèi)調(diào)整,在生產(chǎn)圓坯時,熱坯壓力最小可穩(wěn)定控制在1.2 MPa,而在0.8~1.2 MPa之間調(diào)整時波動大,無法實現(xiàn)穩(wěn)定控制。由于熱坯壓力過大,拉矯機油缸壓下時鑄坯變形,導致不圓度超差,產(chǎn)生內(nèi)部裂紋等鑄坯質量缺陷,給公司造成巨大經(jīng)濟損失。
2.4 升降控制閥組安裝位置存在安全隱患
拉矯機升降控制閥組在其本體油缸上安裝,在生產(chǎn)時由于拉矯機所處環(huán)境溫度過高(約在150℃左右),液壓元件極易老化,發(fā)生泄漏,致使拉矯機液壓升降控制系統(tǒng)極其不穩(wěn)定,容易發(fā)生液壓油泄露及著火事故,造成設備嚴重損壞,甚至報廢,增加了設備的維護成本,制約正常生產(chǎn)的順利進行。
3 改造方案
通過以上分析可知,送引錠桿打滑和開機時鑄坯下滑兩個問題都是由于冷坯壓力P1不穩(wěn)定所造成,問題可合并解決;鑄坯不圓度超差和內(nèi)部裂紋是由于熱坯壓力P2小壓力范圍內(nèi)調(diào)整時波動大,無法實現(xiàn)穩(wěn)定控制所造成;閥組安裝位置需要外移。具體改造方案如下:
3.1 冷坯壓力穩(wěn)壓改造
經(jīng)過現(xiàn)場論證分析計算,在拉矯機液壓系統(tǒng)重新設計及配管施工時,在40個拉矯機油缸上腔A口至升降控制閥臺A口之間增加每個油缸增加1組2 L的活塞式蓄能器13,如圖4所示,共計40組蓄能器。
3.2 熱坯壓力調(diào)壓閥組改造
如圖4所示,在每個升降控制閥組上串聯(lián)一組比例減壓閥7,共計40組。該比例減壓閥7通過輸入0~10V控制電壓,設定不同的熱坯壓力,測試時與壓力傳感器14的模擬輸出的壓力值進行校正,調(diào)節(jié)范圍設置為0.5~5 MPa。
3.3 油缸升降控制閥組外移改造
拆除40臺拉矯機液壓缸上面的升降控制閥組,留出壓下缸上腔(A口)和下腔(B口)連接管接頭,將升降控制閥組串聯(lián)到壓力控制閥臺上,安裝至工況環(huán)境較好的指定位置,保證了液壓缸升降控制系統(tǒng)的穩(wěn)定性。
從改造方案和生產(chǎn)現(xiàn)狀得知,拉矯機液壓系統(tǒng)改造要保證以下4點:
(1)液壓系統(tǒng)控制元件的安裝位置要滿足其工況環(huán)境要求。
(2)壓力動態(tài)響應要滿足工藝生產(chǎn)要求。
(3)發(fā)生事故時要保持一定壓力,既能壓住鑄坯,又不能壓得太死(即變形太大)。
(4)降低生產(chǎn)成本。
改造后的拉矯機液壓系統(tǒng)原理見圖4。
4 拉矯機液壓系統(tǒng)改造后使用效果
4.1 冷坯壓力穩(wěn)壓改造使用效果
冷坯壓力穩(wěn)壓改造完成后,在送引錠和開機鑄鋼過程中,40個拉矯機液壓缸同時壓下時,每個拉矯機油缸通過蓄能器補充壓力,保證了在液壓缸壓下動作時壓力穩(wěn)定,解決了送引錠打滑、開機鑄鋼時鑄坯下滑問題,避免了生產(chǎn)事故的發(fā)生,節(jié)約了生產(chǎn)成本,保證了生產(chǎn)節(jié)奏的順利進行。
4.2 熱坯壓力調(diào)壓閥組改造使用效果
熱坯壓力調(diào)壓閥組改造完成后,在生產(chǎn)圓坯時,熱坯壓力調(diào)整滿足了工藝生產(chǎn)的使用要求,很好地控制了鑄坯的外形尺寸,不圓度滿足供貨要求,鑄坯內(nèi)部質量大為改觀,提高了鑄坯成材率。
4.3 油缸升降控制閥組外移改造使用效果
通過油缸升降控制閥組外移改造,很好地解決了高溫對液壓控制閥組所造成的影響,延長了液壓件的使用壽命,使得液壓系統(tǒng)運行穩(wěn)定、可靠,避免了火災事故的發(fā)生,節(jié)約了備件費用,為工藝生產(chǎn)長周期穩(wěn)定順行提供了設備保障。
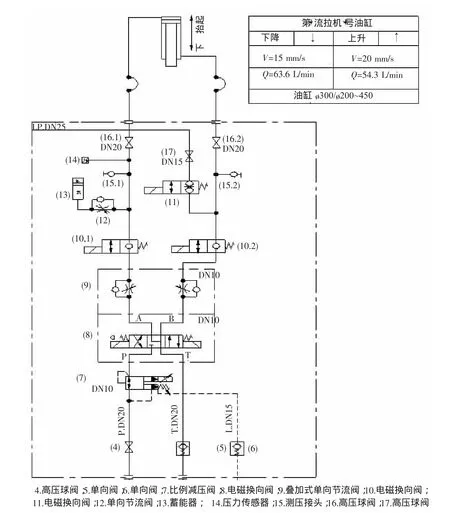
圖4 改造后拉矯機液壓系統(tǒng)示意圖
5 結束語
通過對拉矯機液壓系統(tǒng)的成功改造,工藝所需的冷坯壓力、熱坯壓力動態(tài)響應和其控制精度都得到了大幅度提高,解決了送引錠桿打滑、開澆時引錠桿下滑、生產(chǎn)時圓坯不圓度超差等問題,設備可靠性得到了進一步增強,而設備運行成本和維修成本也顯著下降。
[1] 路甬祥.液壓氣動技術手冊[M].北京:機械工業(yè)出版社,2002.
[2] 陳中凱.異型坯連鑄機拉矯機液壓系統(tǒng)分析與改進[J].流體傳動與控制,2004(5):9.
Modification of Hydraulic System of Square/Round Billet Withdrawal and Straightening Unit
LI Wen-tao
(Hot Rolling Plate Company Limited,Tianjin Tiantie Metallurgical Group,She County,Hebei Province056404,China)
The paper expounds the modification process of hydraulic lifting system of withdrawal and straightening unit of Tiantie Hot Rolling square/round billet caster 3.Analysis was made on faults of dummy bar sliding,billet slippage during withdrawal and exceeding out-of-roundness tolerance.Modification was carried out on the depressing hydraulic system of withdrawal and straightening unit,the precision of hot billet pressure control was improved,the faults removed and the reliable guarantee for safe production provided.
withdrawal and straightening unit;hydraulic system;hot billet pressure;control piping;modification
10.3969/j.issn.1006-110X.2014.03.010
2014-01-12
2014-02-02
李文濤(1978—),男,工程師,主要從事生產(chǎn)、技術、設備管理工作。
