熱軋板坯連鑄機長水口把持器改造
2014-05-16 06:08:54朱建斌
天津冶金 2014年3期
朱建斌
(天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
熱軋板坯連鑄機長水口把持器改造
朱建斌
(天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
針對中包罐車上的長水口把持器在運行中出現的彎曲、變形、斷裂現象,分析出其產生原因,對連鑄長水口把持器進行改造。通過增加水口套壁厚,優化水口套材質等改造方案,提高了把持器、水口套及水口托盤的使用壽命,降低了備件成本,滿足了生產要求。
熱軋;連鑄;把持器;水口套;改造
1 引言
天鐵熱軋有2臺1 650mm板坯連鑄機,設計年生產能力為板坯240萬t。連鑄的生產工藝流程為:大包回轉臺→中包罐車→結晶器振動裝置→扇形段→脫引錠輥道→噴印輥道→出坯輥道。熱軋連鑄主要生產鑄坯厚度為230mm,寬度900~1 650mm,主要生產鋼種為碳素合金鋼、碳素結構鋼、低碳鋼、高碳鋼、汽車大梁鋼、橋梁鋼和SPHC等。
隨著生產的運行,中包罐車上的長水口把持器經常出現彎曲、變形、斷裂,長水口上端碗部與大包滑動水口處產生縫隙而吸入空氣,使鋼水氧化,出現了產品質量問題,嚴重影響到公司的經濟效益。
為此,通過對斷裂、變形等現象進行了分析和探討后,決定對天鐵熱軋連鑄長水口把持器進行改造,改造后解決了長水口把持器存在的問題,使長水口把持器在應用過程中更加靈活、方便、快捷,滿足生產要求,提高了產品的質量。
2 長水口把持器的原理
2.1 把持器的組成
把持器主要由水口套、水口托盤、管筒、油缸、操作盒、擺座和擺梁基礎座構成。
2.2 把持器的功能
長水口把持器就是通過長水口的上端與大包滑動水口相接,下口伸入中間罐鋼水內,從而使鋼水通過長水口注入中間罐。為了防止從上水口與大包滑動水口的連接處吸入空氣,設計了帶吹氬溝槽的鋁碳質鋼包長水口,使鋼包長水口與鋼包下水口呈嚙合連接,并選用氬氣進行密封保護。同時還設計了纖維水口密封圈,放置在鋼包下水口與鋼包長水口碗之間,通過把持器的油缸升降系統擠壓密封圈,防止大包到中間罐澆鑄時鋼水氧化,進一步控制產品缺陷,保證產品質量。
3 長水口把持器存在的問題
3.1 水口套存在的問題
水口套、水口托盤是長水口把持器裝置的主要輔助設施,長水口把持器在應用過程中經過高溫鋼水長時間的烘烤,水口套、水口托盤經常出現開焊、變形、斷裂等故障現象,水口托盤更換頻繁,不能保障生產工序的正常運行。據統計,平均12爐或者一個澆次就要更換一次,更換起來比較麻煩,拆裝不夠快捷方便,需要三四個職工30min以上才能完成更換,造成在澆鑄過程中水口套、水口托盤因變形、斷裂等故障。水口套改造前見圖1。水口托盤改造前見圖2。

圖1 水口套改造前
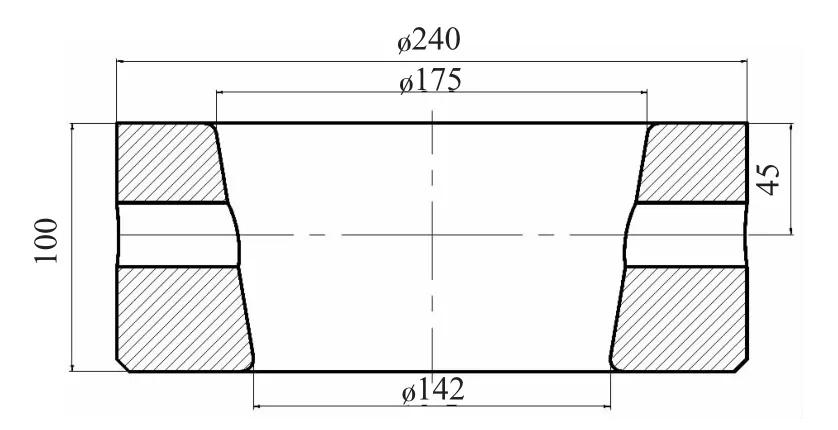
圖2 水口托盤改造前
3.2 管筒存在的問題
現有的長水口把持器平均使用壽命到3 600爐時就會出現管筒彎曲變形的問題,由于管筒和把持器本體無法分體拆卸更換,造成把持器整體報廢,造成公司資金浪費。針對長水口把持器管筒出現的彎曲變形,通過查閱資料和分析,發現管筒直徑小、壁薄、材質耐熱性差。
3.3 操作盒存在的問題
長水口把持器在使用過程中,現有的操作盒只能讓把持器具有上升和下降的功能,不具備對水口托盤的旋轉功能,無法滿足水口快速插裝到位,容易發生鋼水外漏,造成生產事故。
4 長水口把持器的改造
4.1 水口套、水口托盤的改造
4.1.1 水口套改造
經過分析得出結果,并對水口套進行改造,改造方案如下:
(1)增加水口套壁厚。
(2)改變水口套材質,提高水口套強度。水口套壁厚由原來的12 mm改為20mm、材質由16Mn改為鑄鋼件,水口套由焊接件改為沙箱鑄造成型,既提高了水口套的強度,又提高了水口套的耐熱性。在解決快速更換問題時,采取了改造水口套和水口托盤的裝配結構,同時加裝防護裝置,以避免粘鋼時造成的拆卸困難,見圖3。
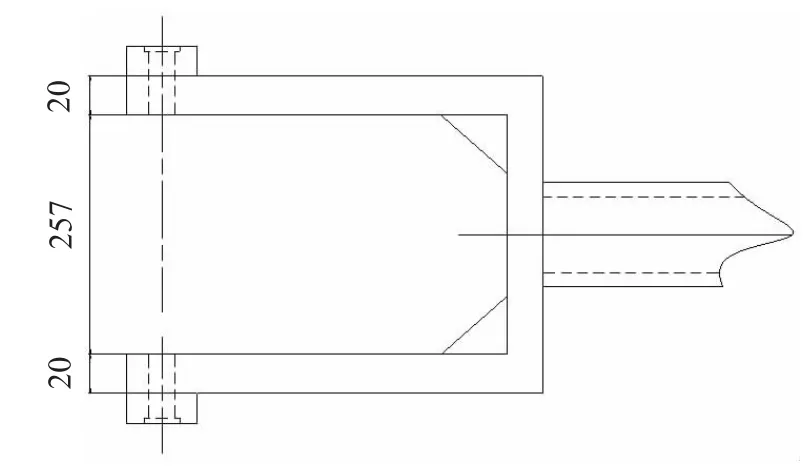
圖3 水口套改造后圖
4.1.2 水口托盤的改造
經過分析得出的結果,對水口托盤進行改造,改造方案如下:
(1)增加水口托盤壁厚。
(2)改變水口托盤材質,提高水口托盤強度。水口托盤最大厚度由44 mm改為56 mm,材質由Q-235B改為45號鋼,見圖4。通過對水口托盤的改造,提高了水口托盤的強度和耐熱性,解決了水口托盤由于變形而導致長水口密封不嚴,造成鋼水二次氧化,或者鋼水外漏導致水口套、水口托盤粘鋼事故。
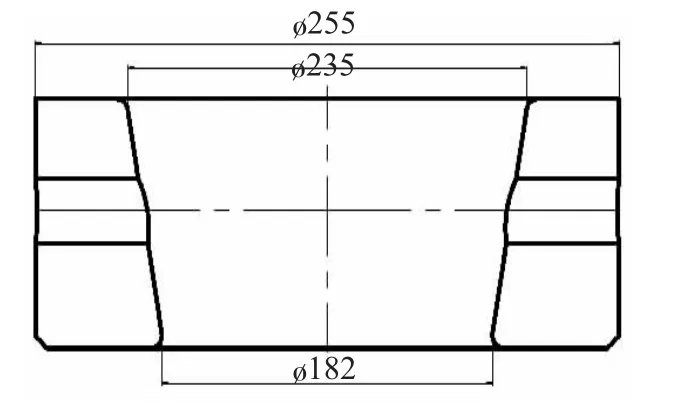
圖4 水口托盤改造后圖
4.2 長水口把持器管筒的改造
提高管筒強度是解決彎曲變形問題的有效途徑,管筒強度的提高是加大管筒的直徑,這樣就降低了把持器的保持力。為了進一步提高把持器的保持力,在確定管筒的材質和尺寸大小以后,計算出水口操作需要的力,根據原有油缸的安裝尺寸要求,選出合適的油缸型號,這樣就能提高管筒承受徑向力的能力,另一方面優化管筒的結構。通過對管筒實施改造,實現了管筒在彎曲時的單體更換,提高了設備使用率,降低了備件成本。
4.3 操作盒的改造
因為蝸輪蝸桿機構可以實現兩個空間上成直角旋轉運動的傳遞,根據生產工藝特點,在現有把持器上加裝蝸輪蝸桿機構是可行的。在分析了現有把持器的圖紙后,加裝位置選擇在操作盒加裝并配裝手輪。在插裝水口需要旋轉時操作手輪即可完成對水口托盤的旋轉動作。水口的操作到位問題得以解決。
5 改造效果
通過對長水口把持器的改造,解決了長水口把持器存在的問題,使長水口把持器在應用過程中更加靈活、方便、快捷,滿足了生產要求,提高了產品的質量。尤其在鋼鐵市場不景氣的情況下,進一步滿足了客戶對產品的要求,取得了良好的經濟效益和社會效益。
6 結束語
通過對長水口把持器的改造,長水口把持器在現場使用過程中更加靈活、方便可靠,操作更加簡單,降低了工人的勞動強度和備件成本,提高了檢修效率,降低了生產過程中的不安全因素,解決了把持器存在的一些問題,把持器裝置的整體使用效率和使用壽命大幅提高,實現了這次改造的目標。
Improvement of Shroud Holder at Slab Caster of Hot Rolling Mill
ZHU Jian-bin
(Hot Rolling Plate Mill,Tianjin Tiantie Metallurgical Group,She County,Hebei Province056404,China)
In order to address the problems of bending,deformation and breakage of shroud holder onboard tundish car in running,analysis was made on the causes and shroud holder modified.Improvement of increasing shroud wall thickness and optimizing shroud material was made to prolong the service life of holder,shroud and shroud tray,reduce the cost of spare part and meet production requirement.
hot rolling;continuous casting;holder;shroud;improvement
10.3969/j.issn.1006-110X.2014.03.014
2014-01-13
2014-02-05
朱建斌(1981—),男,主要從事設備技術方面的工作。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉民(2017年6期)2018-01-31 02:22:28
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
