鋼管等徑拔制過程有限元仿真研究
2014-05-28 03:16:44寧振宇陳艷波
冶金設(shè)備 2014年2期
關(guān)鍵詞:變形
寧振宇 陳艷波
(中冶京誠(chéng)工程技術(shù)有限公司 北京100176)
等徑拔制是一種較新的鋼管拔制方式,其特點(diǎn)是在減壁的同時(shí)擴(kuò)內(nèi)徑,中徑保持不變,內(nèi)外模采用相同模角,將內(nèi)模芯頭的錐角倒置,形成一種所謂的“倒拔模”工藝[1]。目前對(duì)鋼管等徑拔制的變形過程缺乏系統(tǒng)深入的認(rèn)識(shí),致使生產(chǎn)中常出現(xiàn)尺寸難以控制、鋼管表面橫裂紋等問題。
以某鋼鐵公司冷拔鋼管機(jī)上采用的變形工藝項(xiàng)目為依托,以鋼管拔制過程的仿真為研究對(duì)象,運(yùn)用有限元仿真軟件MSC.SuperForm建立了鋼管拔制過程的二維仿真模型,對(duì)整個(gè)拔制過程進(jìn)行了多次仿真分析,揭示了等徑拔制過程中鋼管內(nèi)部應(yīng)力場(chǎng)分布規(guī)律,并根據(jù)仿真結(jié)果分析了典型工況下的拔制力的變化規(guī)律,從而為提高鋼管質(zhì)量和實(shí)際生產(chǎn)提供理論指導(dǎo)。
1 鋼管等徑拔制有限元仿真模型的建立
等徑拔制的配模方案如圖1所示。其變形過程如下:鋼管前端進(jìn)入外模開始減徑,鋼管內(nèi)壁和內(nèi)模接觸并進(jìn)入變形區(qū),同時(shí)鋼管逐漸減壁,最后鋼管定徑并脫出外模[2]。

圖1 鋼管等徑拔制示意圖
1.1 模型簡(jiǎn)化
假定坯料和模具都為理想的軸對(duì)稱結(jié)構(gòu),且坯料在夾持時(shí)和模具完全同軸,最終把鋼管等徑拔制模型簡(jiǎn)化為二維模型,并做以下處理:
1)根據(jù)截面軸對(duì)稱性取1/2截面建模,單元類型為四節(jié)點(diǎn)平面單元;
2)鋼管處理為彈塑性體,同時(shí)考慮加工硬化和應(yīng)變速率的影響;
3)由于模具在拔制中彈形變形很小,所以處理為剛體;
4)由于等徑拔制時(shí)外模及內(nèi)模定徑帶長(zhǎng)度對(duì)拔制過程的影響不大,這里取為定值,一般取為10mm;
5)利用相對(duì)運(yùn)動(dòng)原理,將坯料設(shè)為不動(dòng),模具運(yùn)動(dòng)。
1.2 載荷及約束的處理
1)對(duì)稱面施加位移邊界條件;
2)鋼管前端面節(jié)點(diǎn)的拔制方向的位移進(jìn)行捆綁;
3)在一個(gè)載荷步內(nèi)對(duì)外模及芯棒施以一定位移直至行程結(jié)束,使其能夠反映不同的拔制速度。
二維鋼管等徑拔制仿真模型如圖2所示。
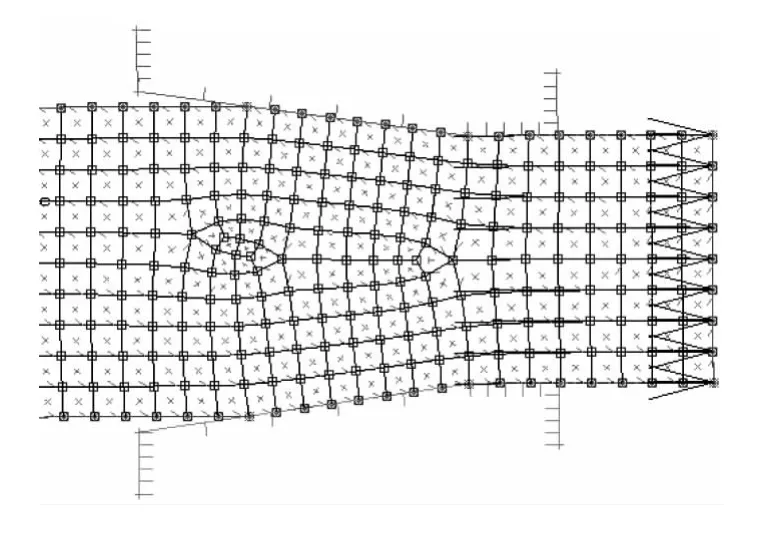
圖2 二維鋼管等徑拔制仿真模型
2 鋼管等徑拔制仿真分析結(jié)果
針對(duì)等徑拔制過程共進(jìn)行了多次各種工藝參數(shù)下的仿真分析,從中提取一組典型實(shí)例分析管坯在拔制過程中的應(yīng)力分布規(guī)律。表1為等徑拔制變形過程模擬實(shí)例。
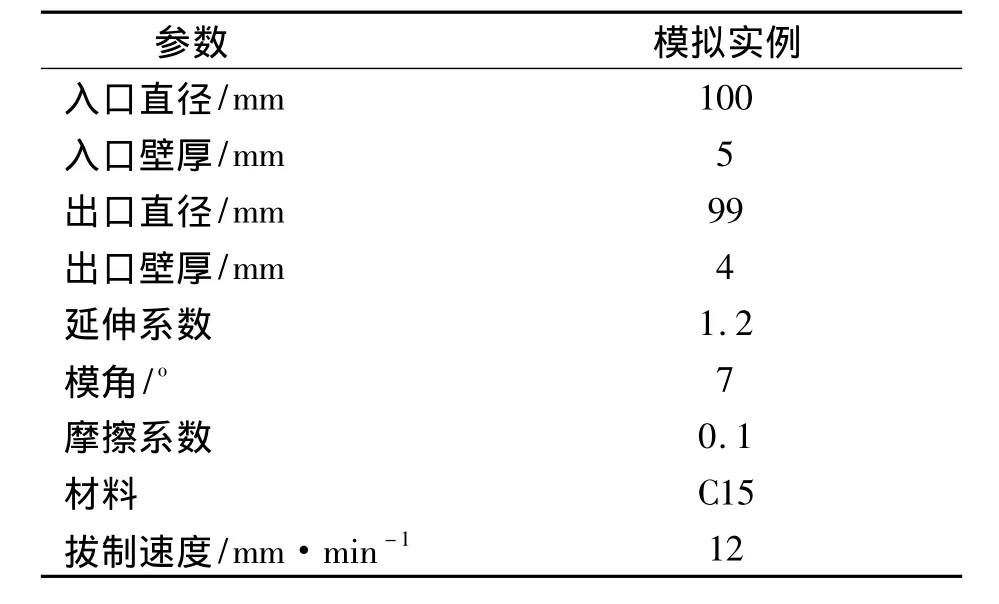
表1 等徑拔制變形過程模擬實(shí)例
2.1 軸向應(yīng)力分布規(guī)律
由模擬結(jié)果可以看出,定徑區(qū)和鋼管拔出后區(qū)域的軸向應(yīng)力基本表現(xiàn)為拉應(yīng)力狀態(tài),其中鋼管外壁及內(nèi)壁為高拉應(yīng)力區(qū),最大拉應(yīng)力出現(xiàn)在定徑帶出口區(qū)域的鋼管外壁處,當(dāng)該應(yīng)力超過某一臨界值時(shí),鋼管外壁將產(chǎn)生橫向裂紋,這從力學(xué)角度給出了等徑拔制時(shí)鋼管外壁易產(chǎn)生橫裂缺陷的根本原因;鋼管存在著3個(gè)明顯的壓應(yīng)力區(qū)域,即將進(jìn)入減徑帶的鋼管中間層有個(gè)大面積的壓應(yīng)力帶,而在鋼管即將進(jìn)入定徑區(qū)的內(nèi)外管壁附近也存在兩個(gè)明顯的壓應(yīng)力區(qū)域,最大壓應(yīng)力處于這三個(gè)區(qū)域內(nèi)部。此外在變形區(qū)任意截面上軸向應(yīng)力均呈不均勻的分布狀態(tài),由此可見傳統(tǒng)的解析法所作的平截面假設(shè)與實(shí)際情況存在很大差距,這也是傳統(tǒng)解析法的局限性所在[3]。軸向應(yīng)力分布云圖可見圖3。
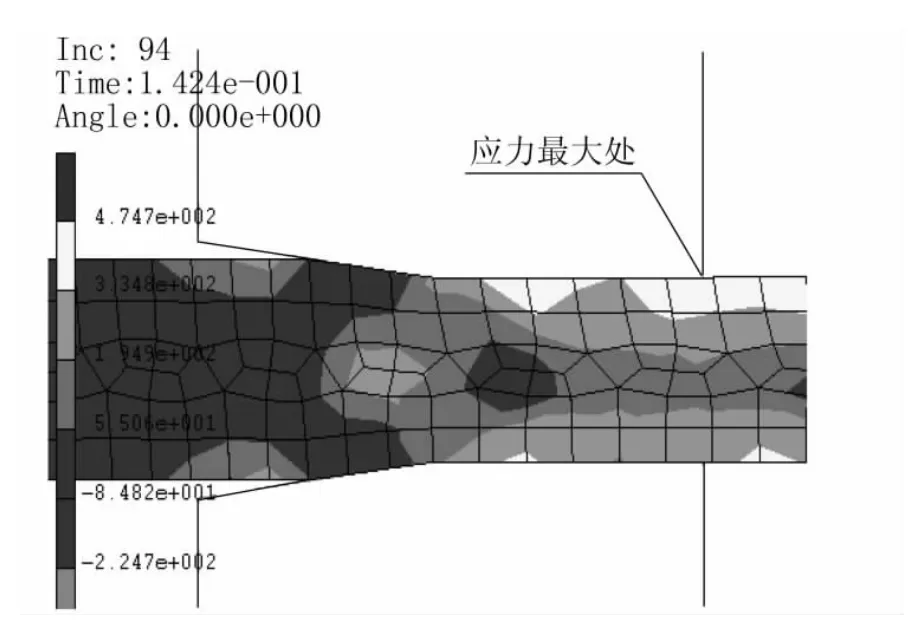
圖3 軸向應(yīng)力分布云圖
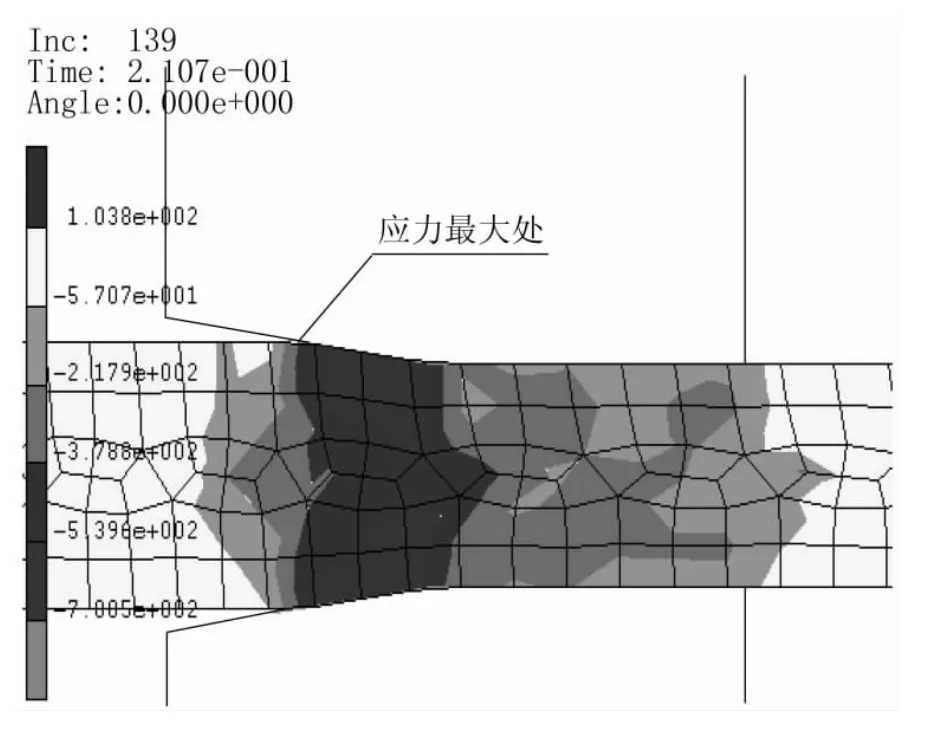
圖4 徑向應(yīng)力分布云圖
2.2 徑向應(yīng)力分布規(guī)律
圖4為徑向應(yīng)力分布云圖。可以看出,徑向壓力的分布情況相對(duì)軸向壓力要簡(jiǎn)單,在變形區(qū)內(nèi)主要表現(xiàn)為壓應(yīng)力,這是因?yàn)殇摴茉谶@部分區(qū)域同時(shí)受到內(nèi)外模的擠壓以完成減壁工作。咬入?yún)^(qū)和錐角過渡區(qū)呈高壓應(yīng)力狀態(tài),因此該區(qū)域模具磨損最快。通過優(yōu)化工藝參數(shù)和模具形狀,可以減少這種區(qū)域性不均勻磨損,從而提高模具壽命。
2.3 等效應(yīng)力分布規(guī)律
圖5為等效應(yīng)力分布云圖。可以看出變形區(qū)等效應(yīng)力表現(xiàn)為拉應(yīng)力狀態(tài),其分布層次比較清晰,減徑區(qū)與定徑區(qū)交接處為最大應(yīng)力區(qū)域,應(yīng)力自此向鋼管兩側(cè)逐漸減小。最大應(yīng)力點(diǎn)位于鋼管內(nèi)外表面。

圖5 等效應(yīng)力分布云圖
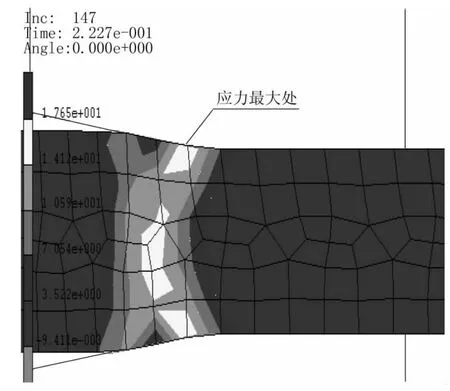
圖6 等效塑性應(yīng)變速率場(chǎng)的分布云圖
2.4 等效塑形應(yīng)變速率的分布規(guī)律
如圖6所示,等徑拔制的等效塑性應(yīng)變速率場(chǎng)的分布與其它拔制方式有很大的區(qū)別,在整個(gè)變形過程中,應(yīng)變速率場(chǎng)的分布沒有很明顯的變化。都是存在典型的內(nèi)核區(qū)和“×”型變形區(qū),在內(nèi)外模咬入處與靠近定徑帶處的瞬時(shí)塑性變形最為劇烈,這主要是因?yàn)殇摴艿膹澢冃渭皟?nèi)外模作用的結(jié)果,尤其在靠近定徑區(qū)的影響最為突出。這也說明了內(nèi)外模的這幾處地方在拔制中受力最復(fù)雜,因而也最易磨損。
3 拔制力影響因素及規(guī)律研究
拔制力是整個(gè)鋼管冷拔生產(chǎn)過程中至關(guān)重要的一個(gè)參數(shù),研究拔制力的變化規(guī)律對(duì)優(yōu)化鋼管冷拔工藝有著重要作用。
一般認(rèn)為拔制力P由三部分力組成
P=P1+P2+P3
式中 P1—基本變形需要的力;
P2—克服摩擦所需要的力;
P3—消耗于不均勻變形的力。
其中P1和P2占主導(dǎo)地位,凡與上述三方面有關(guān)的各種因素都會(huì)影響拉拔力的大小。主要對(duì)模角、摩擦系數(shù)對(duì)拔制力的影響進(jìn)行仿真分析。從而找出相對(duì)較優(yōu)的工藝參數(shù)。
3.1 模角對(duì)拔制力的影響規(guī)律
以表1實(shí)例數(shù)據(jù)為例,將模角調(diào)整為5°~14°之間的多個(gè)數(shù)值,分別計(jì)算出拔制力,得出圖7拔制力隨模角變化曲線。由圖可以看出,曲線基本呈“V”形,當(dāng)模角為7°時(shí)拔制力最小。當(dāng)模角較小時(shí),P2是影響拔制力的主要因素,拔制力隨模角的增大而減小;當(dāng)模角較大時(shí),P1是影響拔制力的主要因素,拔制力隨模角的增大而增大。綜合考慮拔模錐角取6°~8°較為合適。

圖7 模角對(duì)拔制力的影響曲線
3.2 摩擦系數(shù)對(duì)拔制力的影響規(guī)律
以表1實(shí)例數(shù)據(jù)為例,將摩擦系數(shù)調(diào)整為0.05~0.14之間的多個(gè)數(shù)值,分別計(jì)算出拔制力,得出圖8拔制力隨摩擦系數(shù)變化曲線。由圖可知,隨著摩擦系數(shù)的增加,拔制力幾乎呈線性增大,鋼管發(fā)生橫向裂紋的幾率也隨之增大。因此在生產(chǎn)中改善摩擦條件,對(duì)降低拔制力,提高鋼管質(zhì)量有很大意義。
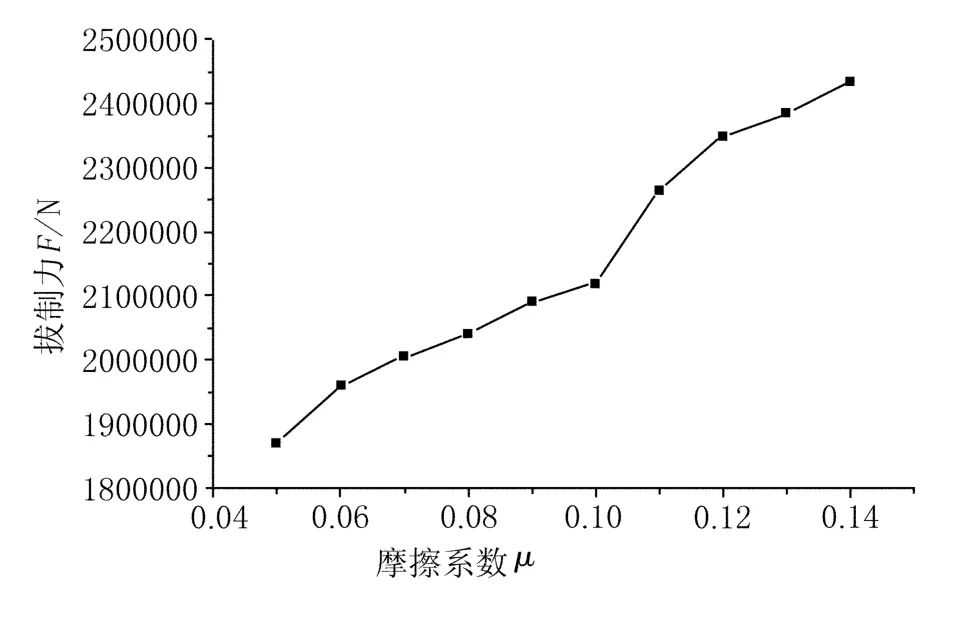
圖8 摩擦系數(shù)對(duì)拔制力的影響曲線
4 總結(jié)
1)軸向應(yīng)力沿鋼管壁厚呈不均勻分布狀態(tài),在定徑帶鋼管內(nèi)外表面呈強(qiáng)拉應(yīng)力狀態(tài),這給出了鋼管表面易產(chǎn)生橫裂現(xiàn)象的力學(xué)解釋;徑向應(yīng)力分布較為簡(jiǎn)單規(guī)則,咬入?yún)^(qū)和錐角過渡區(qū)呈高壓應(yīng)力狀態(tài),因此該區(qū)域模具磨損最快;
2)等效塑性應(yīng)變速率場(chǎng)存在典型的內(nèi)核區(qū)和“×”型變形區(qū),在內(nèi)外模咬入處與靠近定徑帶處的瞬時(shí)塑性變形最為劇烈;
3)隨著摩擦系數(shù)的增加,拔制力幾乎成線性增大,較高的摩擦系數(shù)會(huì)使鋼管在拔制過程中產(chǎn)生橫向裂紋;
4)隨著模角的增大,拔制力會(huì)先減小后增大,呈“V”形曲線變化,拔模錐角以6°~8°為宜。
[1]楊海波等.相似理論在鋼管冷拔計(jì)算機(jī)仿真中的應(yīng)用[J].北京科技大學(xué)學(xué)報(bào),1999(3).
[2]韓寶云等.鋼管蘇式模空拔過程的計(jì)算機(jī)有限元模擬[J].鋼鐵研究學(xué)報(bào),2001,Vol.13(6):19 ~22.
[3]陳艷波.鋼管拔制過程的數(shù)值模擬分析[C].北京科技大學(xué)碩士學(xué)位論文,2007,02.
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
