造船龍門起重機大車糾偏控制系統的設計與應用
2014-05-29 09:40:12王吉明西門子工廠自動化工程有限公司上海200030
自動化博覽 2014年5期
王吉明(西門子工廠自動化工程有限公司,上海 200030)
1 引言
隨著我國船舶工業的迅速發展,造船業市場呈現興旺勢頭,所建船舶的噸位越來越大,各地船廠也大都由船臺造船向船塢造船發展,船塢的主要配置設備——大型造船廠龍門起重機的需求也快速增長,起重機的提升能力從600噸增加到1200噸甚至1800噸,跨度也從170米增大到239米。造船龍門起重機由于跨度長、起升高度高等特點,大車兩側的剛腿和柔腿運行一段時間后,會出現行走速度和行走距離不同、大車軌道高低、平行偏差和車輪直徑的偏差、載荷分布不均引起運行阻力的不同、電動機轉速的偏差等情況,因此經常會導致大車偏斜運行現象的發生。偏斜運行主要表現在剛性腿側大車與柔性腿側大車運行不一致使主體部分偏向大車一側,造成輪緣啃軌。一旦偏斜運行現象嚴重,起重機就會失去平衡,使之無法向前開動,同時將會導致造船龍門起重機的鋼結構承受附加載荷而發生側翻等安全事故,給駕駛員的人身安全帶來一定的威脅,同時也給企業造成一定的經濟損失。因此,只有采用合理的技術手段,才能避免大車偏斜運行,保證造船龍門起重機安全穩定的工作。
2 幾種常用糾偏措施
為了避免起重機大車在行進過程中偏斜運行導致啃軌現象的發生,通常采用糾偏技術,將大車在運行過程中,兩側偏斜量的值控制在一定的范圍內。在現有的糾偏技術中,為了保持兩側大車運行速度和位置在造船龍門起重機運行過程中同步運行,采用的糾偏措施雖然不同,但其基本原理是一致的:將編碼器、感應開關、限位開關或傳感器等采集到的信號,通過控制系統輸入到PLC中,進行自動糾偏或手動糾偏。下面是幾種常用的糾偏措施:
2.1 采用增量型編碼器
隨著變頻驅動技術的快速發展,變頻調速控制廣泛應用于造船龍門起重機的大車運行,在剛性腿側和柔性腿側的大車對應的電動機上設置增量型編碼器,測量與比較兩側的實際速度,當這兩臺電動機平均轉速相差一定數值時,根據編碼器輸入PLC的脈沖數量進行糾偏。
2.2 采用絕對值編碼器
檢測輪安裝在剛性腿側和柔性腿側的大車上,在檢測輪上安裝絕對值編碼器(也可以將編碼器安裝在無輪緣的被動車輪上),編碼器的轉數輸入到PLC中,比較剛腿側大車和柔腿側大車實際位置位移量進行糾偏。
2.3 采用磁感應開關和磁塊硬件校驗
平行安裝一些感應磁塊在剛性腿側和柔性腿側的大車軌道旁,兩側的大車上各安裝一套磁感應開關,通過電控系統測量出剛性腿側和柔性腿側的磁感應開關動作的先后,并輸入到PLC中進行糾偏。
2.4 采用位移傳感器或限位開關
當剛性腿側和柔性腿側的大車偏斜運行時,主梁與柔性腿的夾角將發生改變。將位移傳感器或限位開關安裝在柔性腿頂部,通過傳感器或限位開關輸出的信號進行糾偏。
3 大車糾偏控制系統功能設計
造船龍門起重機的大車跨距(大車剛腿與柔腿之間的距離)一般在200米左右,跨距非常大。大車的剛腿與主梁是剛性聯結,柔腿與主梁的聯結可以有小范圍的旋轉,以保證大車運行時如有偏差不會導致鋼結構受到擠壓而損壞。但大車高速行走時剛腿與柔腿之間的位置偏差不能超過1米,如果超過好幾米,柔腿將被扭斷,整臺龍門起重機將倒塌,從而發生安全事故。
大車的糾偏有2種方式:
自動糾偏:在PLC程序里通過位置環控制,自動實現,是正常運行時的糾偏模式;
手動糾偏:通過單邊動作(只低速移動剛腿或柔腿)來糾正偏離,非正常狀態時使用。
3.1 位置檢測和位置閉環控制
3.1.1 位置檢測
從功能上來看,PLC獲取的位置值是否精確是位置控制能否達到要求的關鍵因素,因為位置值是通過傳感器測量,位置環控制都是在PLC程序里面實現,而PLC程序出錯的概率非常低,因此大車位置的測量非常重要。
為了確保測量的位置值準確反映大車的位置值,在PLC程序中采用2種方法同時計算位置值:
(1)絕對值編碼器
分別在大車剛腿、大車柔腿安裝絕對值編碼器,方便剛腿側和柔腿側位置值的測量。
(2)高速計數模塊
高速計數模塊 FM450-1/FM350-1接收大車剛性腿和柔性腿電機的脈沖(增量)編碼器信號,通過高速計數模塊計算脈沖編碼器的脈沖數,來計算各自的位置。其原理是:電動機每旋轉一圈,對應機構的移動距離是固定的,而電機轉一圈,脈沖編碼器發出1024個脈沖,這樣每個脈沖就對應于一個固定的機構移動距離。
在PLC程序中對以上2種方法測量的位置值進行比較,如沒有偏差,則位置計算正確;如有偏差,則位置測量有誤,不允許大車同步操作。
同時為了進一步確保位置值的精確,還設計了位置限位開關對位置值進行設置和檢測,具體為:
在大車軌道旁邊每隔25米安裝一塊磁鐵,大車鋼結構上相應位置安裝一塊磁力開關。調試時先將這些磁力開關觸發時當前大車的位置值記錄在rPOS_X中(X表示第幾個開關),運行時當大車通過這些時,將PLC程序計算的位置值POS與rPOS_X 相比較:POS - rPOS_X = Pdif
當 Pdif < 1000mm ,將偏差Pdif 補償到POS
當 Pdif ≥ 1000mm,大車停止,進行低速單邊動作(只移動剛腿或柔腿),手動糾偏,將位置偏差消除,然后才能繼續行走大車。這樣大車每行走25米,位置值以及偏差可以校正一次,從而保證大車兩側行走一致。
標準程序功能塊如下:
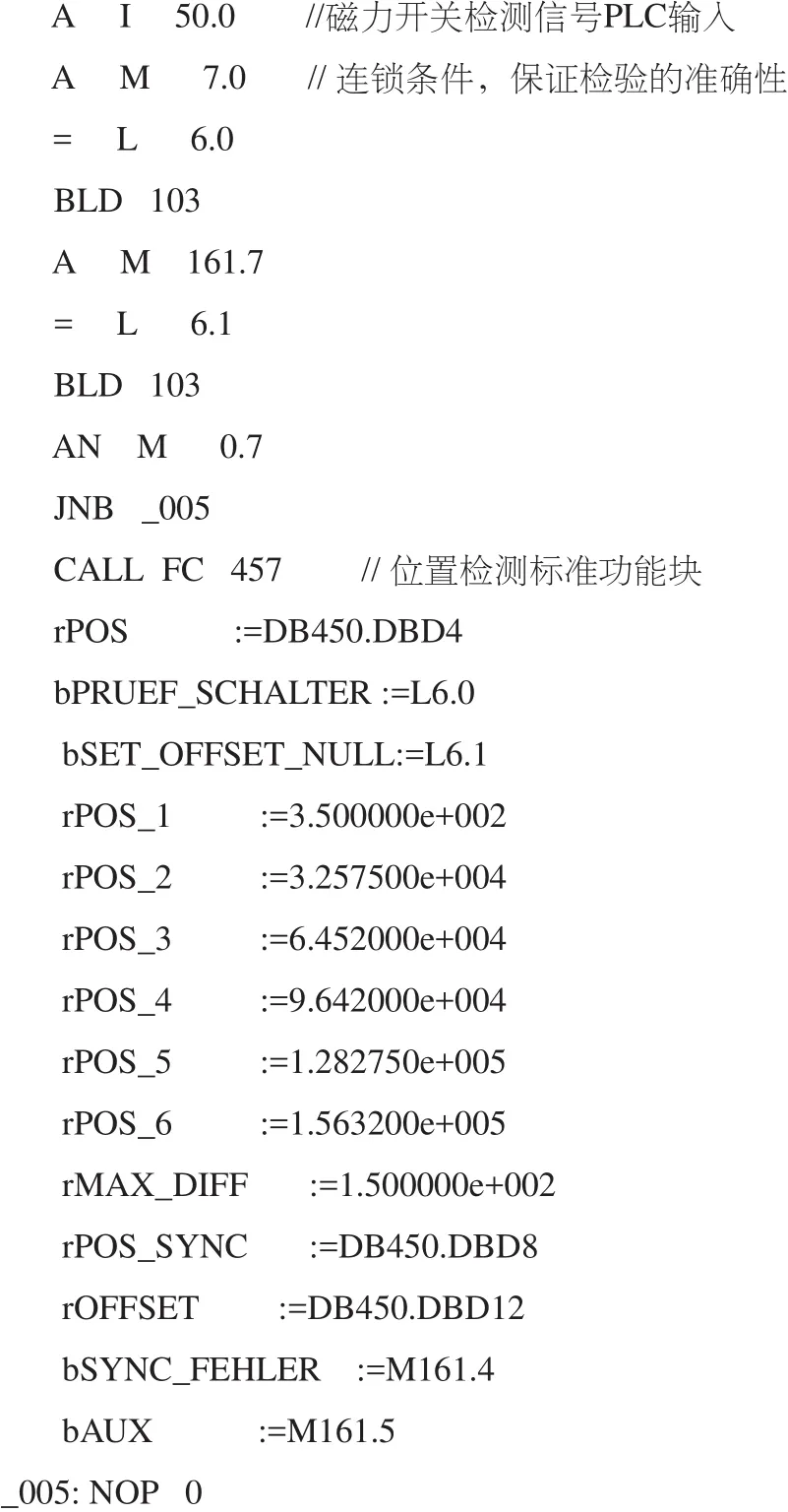
通過上面的2種測量方法和一種檢測方法,獲取的位置值非常精確,保證同步操作的準確和安全。圖1所示為位置檢測過程的程序框圖。
3.1.2 位置環閉環控制
大車剛腿和柔腿在同步操作時位置偏差的允許范圍是:剛腿和柔腿車之間< 1000 mm。如果位置偏差太大,將導致柔腿的扭斷從而使整個起重機倒塌。

圖1 位置檢測的程序框圖
為了達到位置同步,需要增加位置控制。在速度環之外增加一個位置閉環控制,即大車柔腿有三個閉環控制:驅動器里面的電流環和速度閉環控制,PLC程序的位置環閉環控制,具體為:
(1)計算運行前大車剛腿和大車柔腿的位置偏差值ΔS。
(2)以大車剛腿為主,大車柔腿為從,組成主從控制,大車剛腿只有電流環和速度環閉環控制,大車柔腿速度閉環外還有位置環控制。
(3)當運行時,將同樣大小的速度給定Vset發送給大車剛腿和大車柔腿,大車剛腿以這個速度給定運行,大車柔腿側的速度給定是(Vset+Vadd)。
(4)在運行過程中計算大車剛腿和大車柔腿的位置偏差值ΔS1。
(5)運行過程中計算Vadd= F*(ΔS1-ΔS),即運行中位置偏差值折算成一個附加速度給定值給大車柔腿,使大車柔腿和大車剛腿之間沒有相對運動,動態調節位置偏差,達到ΔS1=ΔS。
(6)系數F的取值:根據經驗值,大車柔腿取0.85,為經驗值,根據響應速度適當調整 。
(7)F和Vadd 需要在現場調試時取一個合適的值,即不要太靈敏也不要太遲鈍;即運行過程位置偏差在允許范圍內,同時從動機構的運行速度不要頻繁大范圍波動。
(8)從動機構的故障和停止信號對主從都起作用,確保同時運行或停止。
圖2所示為位置閉環控制的程序框圖。
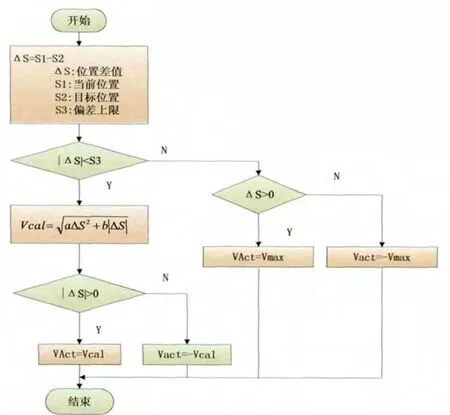
圖2 位置閉環控制的程序框圖
3.2 機械限位保護
在柔腿和主梁聯結處安裝位置偏離限位開關共6個,做硬件偏差保護;限位開關動作順序如下:
(1)前偏離急停:柔腿往前偏離>1000mm,大車停止,必須手動糾偏。
(2)前偏離停止:柔腿往前偏離>500mm,大車停止,必須手動糾偏。
(3)前偏離減速:柔腿往前偏離>300mm,大車只能低速運行,可以自動糾偏。
(4)后偏離急停:柔腿往后偏離>1000mm,大車停止,必須手動糾偏。
(5)后偏離停止:柔腿往后偏離>500mm,大車停止,必須手動糾偏。
(6)后偏離減速:柔腿往后偏離>300mm,大車只能低速運行,可以自動糾偏。
限位開關的設置與PLC程序一起,達到硬件和軟件的雙重保護,確保安全。
3.3 糾偏控制程序
大車糾偏控制的程序框圖如圖3所示:
其中,大車運行速度給定VRef,剛腿速度VF=VRef,柔腿速度VFL=VRef+Vadd

4 結語
大車糾偏控制系統的應用對龍門起重機的安全運行具有至關重要的作用,一旦大車行走出現偏差則會引起嚴重后果。該系統已經在廣州龍穴造船有限公司2臺600噸/200米和2臺600噸/176米大型造船龍門起重機項目中得到實際應用,大車以40m/min的速度運行時剛腿和柔腿的位置偏差在250mm以內,即大車糾偏功能良好,目前4臺設備安全穩定運行。
[1] Rudnik, Siegfried. Container cranes Top performance with standard systems[J]. Energy Autom, 1990, 12 (2) : 4 - 7.
[2] SIEMENS. 西門子變頻器SIMOVERT MASTERDRIVES矢量控制使用大全[Z]. 1999.
[3] 肖自立. 西門子控制系統在船廠龍門吊起重機上應用及其兩機聯機操作特殊功能實現[z]. 西門子專家會議, 2008: 254 – 261.
[4] 王吉明. 大型鑄造起重機的全交流驅動系統的解決方案[J]. 起重運輸機械, 2009 (3) : 50 – 54.
[5] 曹新, 朱勁, 蔣平. 大跨度龍門起重機的精確位置控制[J]. 機械與電子,2006, (8) : 17 – 19.
[6] 何光. 起重機自動糾偏系統控制[D]. 武漢: 武漢科技大學, 2008.
