YBCO涂層導體用哈氏合金C-276基帶電化學拋光*
2014-05-29 00:37:35吳向陽彭東輝徐靜安
化工機械 2014年4期
朱 海 吳向陽 彭東輝 韓 婕 徐靜安
(上海化工研究院)
哈氏合金C-276是高溫涂層導體基帶的主要材料之一,但是由于軋制水平的限制,目前進口的哈氏合金C-276基帶表面粗糙度較大,其表面均方根粗糙度在25μm×25μm范圍內(nèi)為40~60nm,無法達到直接外延生長緩沖層和超導層的要求。盡管目前尚未有系統(tǒng)的有關(guān)表面粗糙度及表面清潔度影響的實驗數(shù)據(jù),但可以認為,任何表面缺陷都將會影響膜的附著力及膜的外延生長,必須通過后續(xù)的表面處理技術(shù)改善基帶的表面質(zhì)量。
電化學拋光(也稱電解拋光)技術(shù)是在一定的外加電壓下,將直流電流通過電解池使金屬工件在特定的電解液中發(fā)生陽極溶解,從而使其表面粗糙度下降,并產(chǎn)生一定金屬光澤的表面光整技術(shù)。電化學拋光能夠有效降低帶材的表面粗糙度,而且效率高,安全易控。目前,從理論上還不能確定某種金屬或合金最適宜的拋光液組成和比例,大多采用反復試驗來確定合適的拋光液成分,試驗工作量大,耗時、費力。高鎳合金拋光液組成類似于不銹鋼,主要參考鎳和不銹鋼配方體系。硫酸-磷酸體系電解拋光液是通用性較好的酸性拋光液[5]。筆者以磷酸-硫酸及適量比例添加劑作為電解拋光液,采用均勻試驗設(shè)計安排試驗,綜合考察影響拋光效果的各工藝參數(shù),如溶液組成、拋光時間及拋光電流密度等,通過DPS數(shù)據(jù)處理軟件對試驗結(jié)果進行逐步回歸優(yōu)化,確定了哈氏合金C-276基帶電化學拋光最佳工藝條件,并通過試驗驗證,取得了較好的拋光效果。
1 試驗研究
1.1 試驗裝置
試驗裝置如圖1所示,以純鎳片作為陰極,哈氏合金基帶作為陽極。其中,陽極試樣尺寸為10mm×10mm,陰、陽極面積比為4∶1,極間距為15mm,拋光溫度為25±1℃,拋光電源為LPS303D型0-30V/0-30A直流電源。試驗前,試樣首先用丙酮脫脂,再在自制凈洗劑中超聲波清洗2min,然后依次用自來水和去離子水沖洗,無水乙醇脫水,風機吹干待用。試驗結(jié)束后,試樣依次用自來水沖洗、去離子水超聲波清洗2min,無水乙醇脫水、風機吹干。樣品表面粗糙度分析采用MicroNano D5A型原子力顯微鏡進行表征。

圖1 電化學拋光裝置示意圖
1.2 試驗方案

表試驗方案及結(jié)果
2 結(jié)果與討論
采用二次多項式逐步回歸分析方法用于試驗數(shù)據(jù)處理,可以分析出影響因變量的各主要因素和各因素之間是否存在交互作用,以及交互作用的強弱,并且可以得出最優(yōu)回歸方程的F(x)表達式。同時,對預測的最高指標值進行試驗驗證,可以對回歸模型進行不斷優(yōu)化,從而得到最佳結(jié)果。筆者為滿足回歸方程最高指標值時擬合條件,以Rms的倒數(shù)Y,即平整度作為評價指標,擬合后回歸方程為:
Y=0.02225285755+0.13757981486X5-
0.15568224617X5×X5-0.00014478387710X2×X3+0.003284477769X2×X5+0.008028140045X4×X5
相關(guān)系數(shù)R=0.9285,調(diào)整后的相關(guān)系數(shù)Ra=0.8995;P=0.0001<0.05;Df(5,13),F(xiàn)=16.2593,查f分布(α=0.05),F(xiàn)=3.03<16.2593;最大擬合誤差為0.0260,與剩余標準偏差S=0.0125的比值為2.08,可以認為該回歸方程非常顯著。對偏回歸系數(shù)進行t值檢驗時,由∣t∣大者對應的偏回歸系數(shù)(表2)可知,因素主次順序為:X2X5>X2X3>X5X5>X4X5>X5,且交互項X2X5、X2X3對應的P值為0.0001<0.01,故X2X5和X2X3對表面粗糙度影響高度顯著。可得在試驗范圍內(nèi)硫酸含量與電流密度以及與添加劑I的交互作用對基帶表面粗糙度的影響高度顯著。
從地理位置來看,中東歐國家處于非常特殊的地位,它與歐盟眾多國家接壤,因此對中國來說,它是我國與歐盟開展經(jīng)濟貿(mào)易交往的重要陸路交通渠道,是中國經(jīng)濟融入歐盟,實現(xiàn)與歐盟順利對接的紐帶和橋梁。另一方面,中東歐國家港口、車站、機場等交通運輸條件都相對較好。這些天然的區(qū)位優(yōu)勢、交通基礎(chǔ)設(shè)施以及較低的運費均為我國向歐盟眾多國家出口商品,實現(xiàn)物流配送提供了良好的基礎(chǔ)。因此,中東歐國家地理位置的天然優(yōu)勢為我國對中東歐國家以及歐盟其他國家開展跨境電商零售出口提供了便利。
從表2回歸系數(shù)表還可看出,每個自變量的顯著性概率P值都小于0.05,說明所有5個自變量都是顯著有效的,可以認為該回歸方程是最佳方程。

表2 回歸系數(shù)表
通過對回歸方程求取最優(yōu)值,所得最高指標時各因素組合條件為:
X1=27.0533mL
X2=50.0000mL
X3=10.0000mL
X4=6.5000mL
X5=1.1000A/cm2
X6=90.8159s
Y=0.1509
Rms=6.627nm
按照以上工藝條件對哈氏合金C-276基帶進行電解拋光驗證試驗,利用原子力顯微鏡(AFM)對基帶表面進行表征,如圖2所示,同時與原始基帶進行對比分析(圖3)。

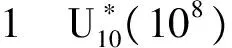
圖2 拋光后C-276基帶表面AFM形貌(Rms=4.986nm)
圖3 拋光前C-276基帶表面AFM形貌(Rms=4.986nm)
結(jié)果表明,拋光前基帶表面均方根粗糙度為41.151nm,拋光后降到了6.144nm。拋光后試樣表面光滑、平整,冷軋過程中產(chǎn)生的溝槽效應已基本消失,說明在此工藝條件下,對哈氏合金C-276基帶電解拋光能夠獲得較好的基帶表面,且不影響基帶立方織構(gòu)比例,可滿足超導隔離層和YBCO層的外延生長。而拋光前試樣表面十分粗糙,軋制方向上具有較為明顯的輥印和劃痕,形成了較為直觀的溝槽效應,且表面呈現(xiàn)明顯的凹凸不平狀態(tài)。
對回歸方程進行實驗驗證后,得到拋光后的哈氏合金C-276基帶表面均方根粗糙度分別為:6.741、 4.986、6.705nm,平均值6.144nm,試驗驗證值比預期結(jié)果還要好。而模型預測值與試驗驗證的平均值相對誤差為7.86%,說明回歸方程正確可信。
3 結(jié)束語
采用磷酸-硫酸及適量比例添加劑體系作為電解拋光溶液,利用均勻設(shè)計方法安排試驗,對哈氏合金C-276基帶進行了電解拋光,通過應用DPS數(shù)據(jù)處理軟件對拋光結(jié)果進行回歸優(yōu)化。在確定的最優(yōu)拋光工藝條件下,哈氏合金C-276基帶在25μm×25μm范圍內(nèi),表面均方根粗糙度降低到10nm以下。在本試驗中,電解拋光液組成為磷酸(85%)、硫酸(98%)、添加劑I、添加劑II,體積比為27∶50∶10∶6.5,拋光電流密度為1.1A/cm2,拋光時間為90s時,哈氏合金C-276基帶能夠獲得較好的表面狀態(tài),可滿足超導帶材對基帶表面質(zhì)量要求。
參考文獻
[1] 張其瑞. 高溫超導電性[M]. 杭州: 浙江大學出版社,1992.
[2] Iijima Y, Tanabe N, Kohno O, et a1. In-Phane Aligned YBa2Cu3O7-xThin Films Deposited on Polycrystalline Metallic Substrate [J]. Applied Physics Letters, 1992,60(6):769~771.
[3] He Q, Christen D K, Budai J D, et al. Deposition of Biaxially Oriented Metal and Oxide Buffer-Layer Films on Textured Ni Tapes: New Substrates for High-Current,High-temperature Superconductors [J]. Physical, 1997, 275(1/2): 155~161.
[4] Norton D P, Goyal A, Budai J D, et a1. Epitaxial YBCO on Biaxially Textured Nichel(001): An Approach to Superconducting Tapes with High Critical Current Density [J]. Science, 1996, 274(5288): 755~757.
[5] Chen S C, Tu G C, Huang C A. The Electrochemical Polishing Behavior of Porous Austenitic Stainless Steel (AISI 316L) in Phosphoric-sulfuric Mixed Acids [J]. Surface and Coatings Technology, 2005, 200(7):2065~2071.
