差動傳動式微型注塑機注射系統的設計與開發*
2014-05-29 00:37:40黃慶達許忠斌施優優周巨棟張本西劉國林
化工機械 2014年4期
黃慶達 許忠斌 王 玨 施優優 周巨棟 張本西 劉國林
(1.浙江大學化工機械研究所;2.浙江申達機器制造股份有限公司)
隨著以微/納米技術為代表的微機電系統(MEMS)的發展,市場對微型制品的需求量呈幾何級數增加。在微型制品的加工中,塑料因能滿足多方面的需求,占有越來越重要的地位。但是常規的注塑機并不適用于微型塑料制品的批量化生產加工,不僅因為其螺桿直徑大,單次塑化量高,還在于精密微細結構制品的注射需要較高設計要求的模具流道來實現,且流道內塑料浪費大,增加生產成本,而且難以精確控制單次的微小注射量,無法保證制品的成型品質和效果。
在塑料微型制品成型領域中,微注塑成型技術有著獨特的技術優勢,能夠降低加工成本,實現微小零件的高效、高精度、大批量生產,已成為精密微小零件成型加工技術的研究熱點之一[1]。然而,國內關于微注塑成型機的研發還處于起步階段,與發達國家相比存在較大的差距。為此,筆者借鑒國外先進技術,研制了一種差動傳動的微型注塑成型機的注射方法及其相關裝置,解決了微注塑過程中難以控制微小注射量和注射精度的問題,對于我國微注塑成型機的發展具有借鑒意義。
1 國內外研究現狀分析
1985年,首臺專門用于加工微型塑料制品的注塑裝置Micromelt在德國研發成功[2]。隨后其他國家開發的不同類型的微注塑機也相繼問世,微注塑成型技術從此進入了快速發展階段。近年來,各公司及其研究機構都在不斷改進其注射技術,完善其控制技術,旨在實現更高的注射精度。目前,市場上的微注塑成型按照驅動方式可分為液壓/氣壓式驅動、全電式驅動和油電復合式驅動;按照注射系統的結構設計分類,可分為單階型、雙階型及三階型等[3]。
1.1單階型
日本發那科(Fanuc)株式會社研發的Roboshot全電動系列注塑機,通過檢測波形的重疊程度來判斷射出的穩定性,而且逆流監視能顯示逆流防止環的密封和磨損狀況,進行最佳成型條件的調整。同時在注射單元里,螺桿與高精度、高分辨率數字測力傳感器的組合可獲得高響應射出和高精度的壓力控制[4]。其中Roboshot S-2000i15B型號的注塑機螺桿最小能達到14mm,合模力為150kN,最大注射速度能達到700mm/s的規格。
1.2雙階型
螺桿-螺桿式,德國阿博格Arburg公司研制的微注塑機采用液壓驅動方式,并設計了注射螺桿和預塑螺桿呈45°空間布置的雙螺桿注塑單元。微型注塑單元將直徑8mm的注射螺桿和可以有多種規格選擇的預塑螺桿(如直徑為12mm或15mm)組合在一起進行注射工作,并根據先入先出原則進行最佳備料。同時該注塑單元還配備有止逆閥和密封裝置以避免物料的回流,可用于加工質量小于1g的微細精密制品。
柱塞-柱塞式,西班牙Cronosplast公司生產的一款液壓驅動的Babyplast 6/10P型微注塑機,合模力為62.5kN,注射柱塞直徑有10~18mm等多規格的組合,尤其適合加工重量0.01~5.00g的微小型產品。其金屬球塑化系統設計,解決了物料在螺桿式塑化系統中的剪切破壞和過熱降解問題;活塞式注射系統設計,在減小了熔體在機筒內滯留時間的同時保證了較高的注射精度[4]。
螺桿-柱塞式,德國的Maenner公司研制的一款合模力為50kN的Micro-maen 50型微注塑機采用全電動注射方式。具體驅動是由伺服電機驅動直徑為14、16、18mm等型號的螺桿進行預塑,然后遵循先進先出原理將熔料輸送到注射腔內,并通過精密的控制系統利用柱塞進行注射(柱塞直徑最小能達到4mm)。
1.3三階型
德國的WITTEN Battebfeld公司研發的Micro Power 5-15t型微注塑機將塑化、計量、注射等模塊分塊設計,然后再組合裝配成整機[5]。物料通過直徑為14mm的螺桿均勻塑化后注入計量模塊,然后直徑為5mm的注射活塞推動物料前行達到精密注射的效果(圖1)。同時為降低壓力損失、提高注射精度,采用了短流道設計和動態壓力控制,使得注射精度可達0.001cm3。
2 微注塑成型機的注射系統
通過分析國內外微注塑機的研究現狀可知,現有市場上的微注塑成型過程最小注射量的控制大都利用高精密度、高靈敏度的傳感器配合伺服電機來實現,不僅結構復雜而且成本高,不利于微注塑機的進一步發展和商業化應用。
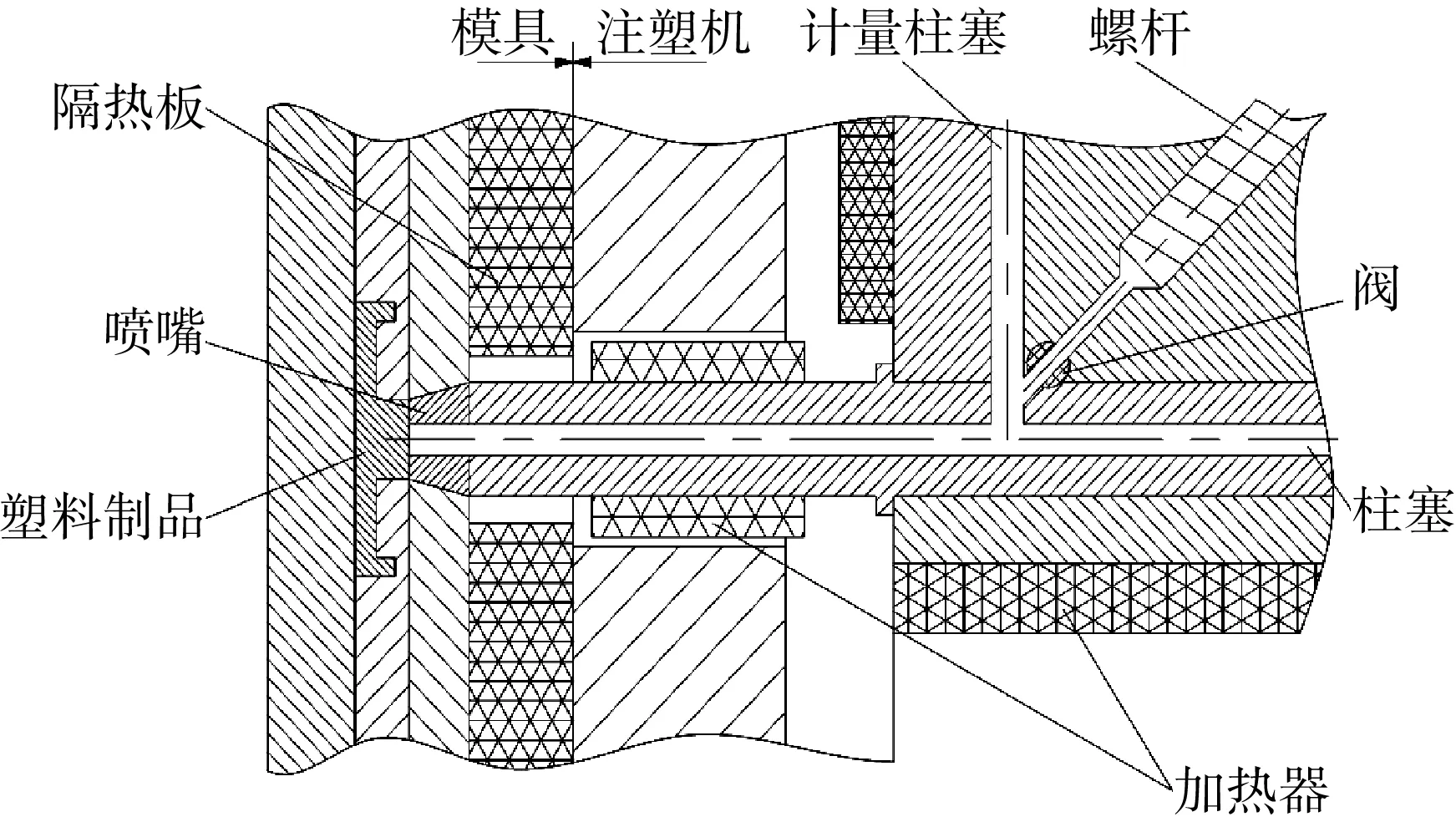
圖1 Battebfeld三階微注塑注射塑化結構示意圖
2.1差動傳動式注射系統的注射方法
區別于一般微注塑機利用溫度/壓力傳感器控制注射量達到注射精度的方法,差動傳動式微型注塑機注射方法的特點是利用螺紋結構的差動傳動來完成對注射精度的控制(圖2),具體是將螺紋套的外螺紋與固定在支架上的主動螺母相配合,形成主螺紋副,螺紋套的內螺紋與從動螺桿相配合,形成從螺紋副,主動螺母和從動螺桿的旋向一致,螺距不等,且主動螺母的螺距大于從動螺桿的螺距。主、從兩副螺紋副串聯疊加形成差動螺旋機構,兩個螺紋副的螺距差即為差動距離。從動螺桿與注射柱塞的連接處安裝計量調節裝置,計量調節裝置包括模擬開關、放大濾波電路、A/D轉換器、加法器及處理器等。根據注塑成型工藝,輸入設定的熔料注射量,通過位移傳感器對從動螺桿的位移測量轉換為熔料的注射量,反饋到注射伺服電機,進行計量和注射的協調動作。注射量設定值可以根據不同注塑產品的需要,方便、快捷地調節,并通過位移傳感器快速做出反應。
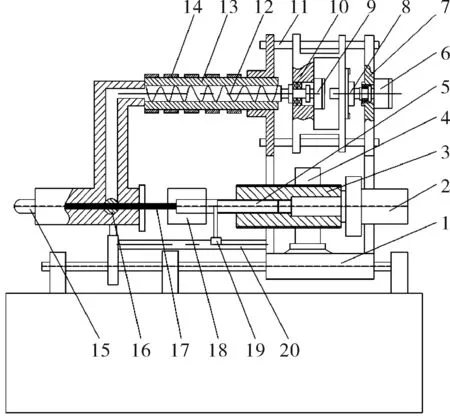
圖2 差動螺旋差動注射裝置
因此,本差動傳動的微型注塑機的注射方法能提高注射精度,實現微型塑料制品的精密高效成型,并且具有結構簡單及操作容易等優點。
2.2差動螺紋傳動的工作原理
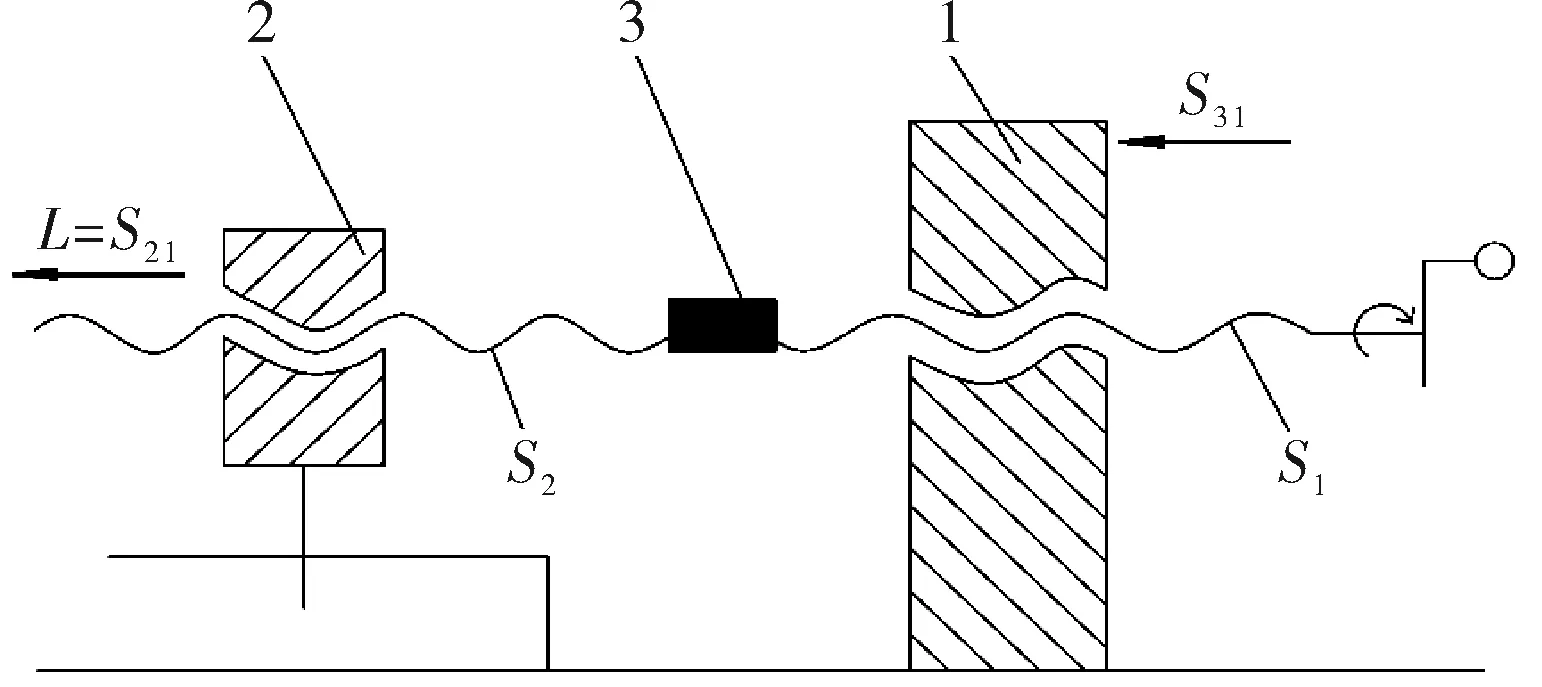
圖3 差動螺紋工作原理
2.3差動傳動式注射系統的控制原理
差動傳動式注射系統的控制原理(圖4):在一個注射周期開始時,設定好熔料的注射量,處理器發出控制信號,預塑裝置把熔融態的塑料輸送到注射流道中,注射伺服電機啟動驅動差動螺紋結構,是通過驅動螺旋套轉動帶動從動螺桿進行差動傳動的熔料注射。位移傳感器用來測量從動螺桿的移動距離,由模擬開關進行信號采集。從位移傳感器得出的信號經過放大濾波,再經A/D轉換變為數字信號送入處理器中。處理器按照預先設定的程序對注射量反饋值和設定值進行處理,從而得出控制信號,控制預塑裝置和注射伺服電機的協同動作,實現微型制品的精密高效成型。

圖4 差動傳動式注射系統的控制原理
2.4差動傳動式注射系統的工作流程
差動傳動式的注射系統工作流程為(圖5):一個計量行程開始之后,首先通過計量調節裝置設定精密注射量,止逆閥關閉,預塑螺桿伺服電機啟動,塑料顆粒通過在預塑機筒中熔融塑化之后止逆閥打開,在預塑螺桿壓力的作用下經由止逆閥的控制和調節進入到注射流道中;之后注射伺服電機驅動螺紋結構,使得螺紋套轉動,然后通過主動螺母并帶動從動螺桿沿著支撐桿軸向直線運動;最后從動螺桿上安裝的注射柱塞把熔料快速精確地注射到模腔中。此時計量調節裝置判斷計量是否結束,若計量結束則注射伺服電停止轉動,計量結束;若計量還沒有結束,由位移傳感器測量位移信號,送到控制器里并作用到差動螺紋結構中來精確的控制注射量,完成注塑的動作。
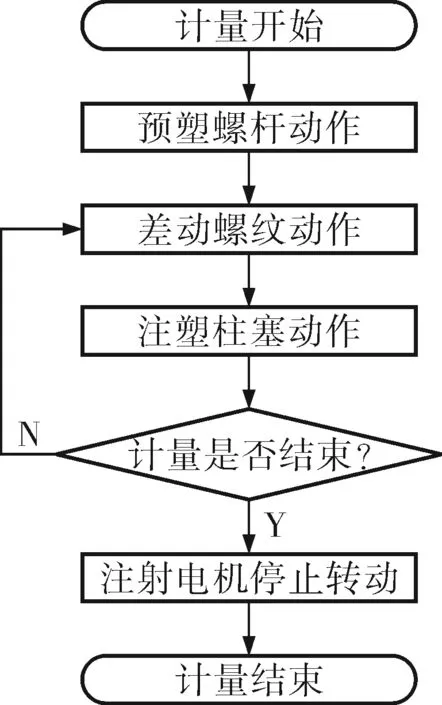
圖5 差動傳動式注射系統的工作流程
3 注射系統分析計算
差動傳動式注射系統采用全電動驅動方式,因此需要驅動機構提供較大的推力和較低運轉速度。直線電機的優點是可簡化機械結構,但其成本高,相對微型注塑機來說尺寸也較大。所以,本設計采用技術完善、成本相對較低的伺服電機作為注射系統的驅動元件。選用絲杠螺母周向旋轉、軸向固定,滾珠絲杠周向固定、軸向直線運動的形式。
滾珠絲杠將伺服電機提供的扭矩轉化為推力,經過差動螺旋傳動裝置,為柱塞注射提供動力。絲杠螺母的扭矩為:
式中l——滾珠絲杠導程,m;
P——軸向外負載,N;
TG——負載扭矩,N·m;
η——滾珠絲杠機械效率,一般取為0.94。
式中Ds——柱塞直徑,m;
Ni——注射功率,kW;
pi——注射壓力,MPa;
vi——注射速度,mm/s。
其中,Ni為注射的瞬時功率,在設計時需要考慮整個成型周期的功率,故轉換成成型周期的等值功率為:
式中Ni——成型周期中每個階段(或動作)所需的功率,kW;
Nm——等值功率,kW;
ti——成型周期中每個階段所需的時間,s。
注射伺服電機工作時,注射動作占了絕大部分功率,而保壓過程所需的功率相對來說可以忽略。選取伺服電機時應把等值功率Nm與各階段的最大功率Ni相比較,當最大功率在電機允許超載范圍內時,可按等值功率選取電機,即Nm≤KNe。其中Ne為電機額定功率,K為超載系數,一般取K=1.5~2.0[7]。
經計算,選擇合適的電機以滿足工作要求。該裝置結構緊湊,提高控制精度,有利于微型塑料制品的成型。
4 結論
4.1在分析市場上現有微型注塑機注塑結構和注射參數的基礎上,提出了差動傳動的微型注塑成型機的注射方法。此方法結構簡單、操作方便、制造成本較低。
4.2基于差動傳動的微型注塑成型機的注射方法,設計了差動傳動的微型注塑成型機的注射裝置。此裝置制造容易、控制簡單高效,同時避免使用價格高昂的高精密、高靈敏度的傳感器,降低了整機成本,利于微注塑機的推廣和商業化應用。
4.3針對所設計的差動傳動微型注塑成型機的注射裝置,進行了注射系統的分析計算,驗證了裝置的低能耗和高精度的優點。
參考文獻
[1] 蔣炳炎,謝磊,杜雪.微注射成型機發展現狀與展望[J].中國塑料,2004,18(9):30~34.
[2] 莊儉.微注塑成型充模流動理論與工藝試驗研究[D].大連:大連理工大學,2007.
[3] Knights M. Micromolding:Sizing up the Challenges[J].Plastics Technology,2001,47(4):54~62.
[4] 莊儉,張建國,高世權,等.微注塑成型機的研究現狀與進展[J].塑料科技,2009,(5):92~95.
[5] 張攀攀,王建,謝鵬程,等.微注射成型與微分注射成型技術[J].中國塑料,2010,24(6):13~18.
[6] 陳秀寧.機械設計基礎[M].杭州:浙江大學出版社,2007:172~174.
[7] 許忠斌,李春會,王玨,等.高效節能全電動注塑機的研究與開發[J].化工機械,2009,36(5):439~444.
