降低滌綸短纖切斷過程產生短絨及粉末的技術改造
2014-06-01 09:52:42王建國
化纖與紡織技術 2014年3期
王建國
(杭州藍孔雀化學纖維 (股份)有限公司,浙江 杭州310015)
設備與儀器
降低滌綸短纖切斷過程產生短絨及粉末的技術改造
王建國
(杭州藍孔雀化學纖維 (股份)有限公司,浙江 杭州310015)
針對用戶提出滌綸短纖產品中存在較為嚴重的短絨和粉末,從而影響其可紡性和消耗等問題。通過一系列技術攻關,找到了切斷機產生短絨和粉末的主要因素,并對刀盤進行技術改造,解決了長期以來因切斷短絨和粉末而影響產品質量和用戶滿意度這一問題,提升了產品的質量信譽,并且延長了切斷刀和刀盤的使用壽命,為企業帶來了可觀的經濟效益。
滌綸短纖;短絨;粉末;刀盤;技術改造
滌綸短纖維的切斷一直存在著短絨和粉末的問題,且各生產線的狀況差異較大。影響切斷效果的因素較多[1]:如刀、刀盤、壓輪三者之間的裝配位置關系;刀與刀盤的裝配精度;刀盤主軸的振動情況;刀盤的制造質量;刀盤的結構設計;刀盤的使用周期以及絲束的張力控制等等,但至今尚未找到主要的影響因素,平時通過更換刀和刀盤對短絨和粉末的有效控制并不明顯,從而導致用戶經常反映由于產品中存在的短絨及粉末影響了其可紡性和消耗。針對此,我司對刀盤進行技術改造。
我們通過技術攻關,弄清短纖切斷過程中產生短絨和粉末的機理,找出了主要影響因素,并采取相應措施及對刀盤進行技術改造,極大地減少了滌綸短纖產品中存在的短絨和粉末,提高了產品品質,滿足了用戶的需要。
1 改造前的情況
斷刀刀盤為金屬膠木層壓式刀盤,由于其結構上存在設計缺陷,絲束切斷時承壓區在膠木區域,膠木使用一段時間后,刀盤兩側輪盤逐漸向外變形,而固定在刀盤外側膠木輪盤上的刀罩隨之向外移動,導致切斷刀縱向固定松動,同時,壓輪與刀盤兩側側隙增大,造成絲束重切加劇,導致產生大量短絨,而且刀盤兩側側隙越大,切斷刀縱向竄動越嚴重,切斷刀產生短絨現象越嚴重。因此,刀盤結構上存在的設計缺陷是產生切斷短絨的主要原因。
對于產生的粉末,我們認為其中一部分是長度更短的短絨,另一部分是纏繞在刀盤刀口圓柱面上的絲束在運行過程中摩擦產生的。由于刀盤是一個幾何分度圓柱體,在壓輪加壓后運行過程中會產生脈沖,同時刀盤本身存在機械振動,這些脈沖和振動的結果,導致絲束在除受力部位的切斷刀以外的其余大部分切斷刀口上產生摩擦,進而產生粉末。
我司目前使用的是HV771A切斷機,其切
對改造前一個月切斷機所產生的粉末情況統計如表1。
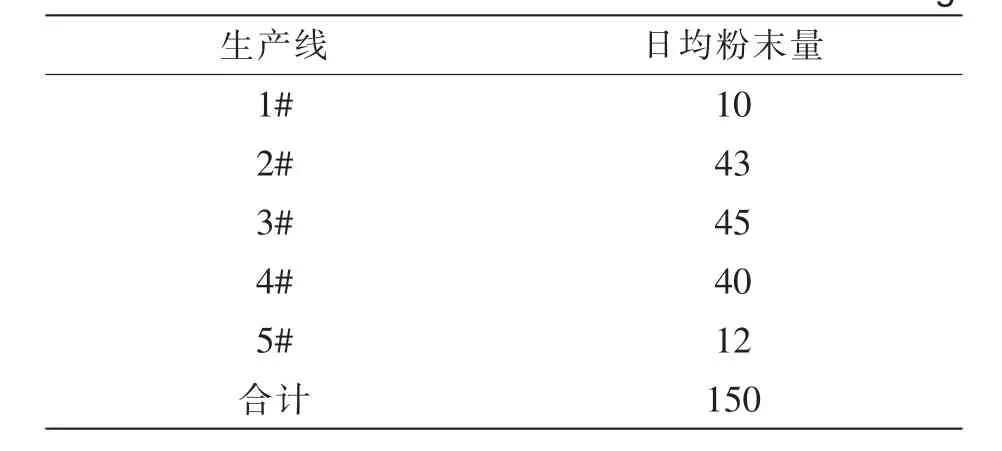
表1 改造前各生產線產生的粉末情況 g
從表1可以看出,各生產線產生的粉末情況差異較大,而且發現其中夾雜大量0.2~1.5 mm長的短絨。
我們利用計劃檢修,對各生產線切斷機的切斷刀、壓輪、刀盤三者之間的裝置位置關系及主軸的裝配精度進行了測量,結果如表2。
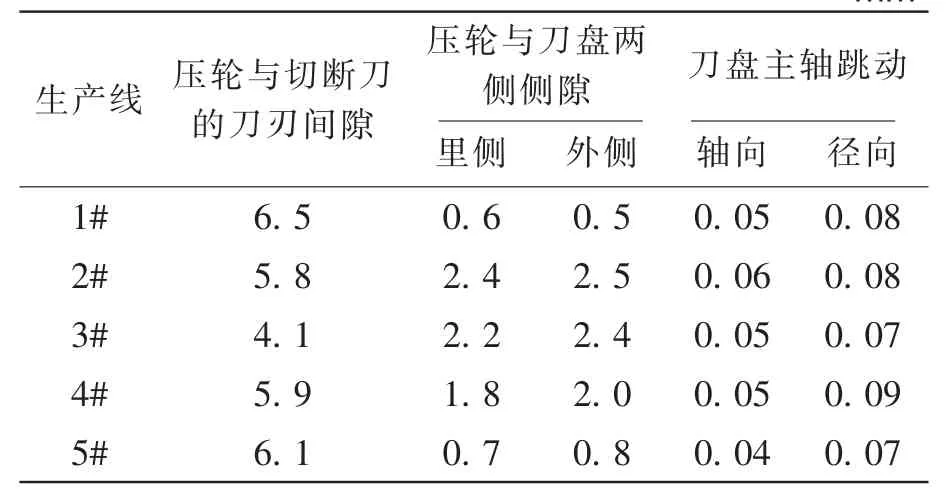
表2 切斷刀、刀盤、壓輪、主軸裝配參數測量結m果m
從表2可見,產生粉末量較大的2#、3#、4#生產線其切斷機壓輪與刀刃間隙偏小,但壓輪與刀盤兩側側隙較大;粉末量較小的1#與5#生產線其壓輪與刀盤兩側側隙則明顯小很多;各生產線粉末量雖然差異較大,但切斷機刀盤主軸軸向和徑向跳動情況差異不大,這說明切斷機主軸的裝配情況較好,粉末量的多少與此關系不大。
2 改造措施
根據生產情況分析,刀盤正常更換時,刀盤與壓輪是成對更換的,壓輪與刀盤兩側側隙之和應小于1.5 mm (設計值),并對稱分布。通過統計,產生粉末量較大的刀盤,不僅兩側側隙較大,而且切斷刀縱向竄動嚴重,最高可達5~6 mm;進一步分析發現,這些側隙較大的刀盤,其外側膠木輪盤普遍變形嚴重,向兩側變形,刀槽寬由新刀盤的65 mm漲至70~90 mm;少數變形嚴重的刀盤,其部分切斷刀里側端已滑出,刀口已嵌入膠木輪盤,且造成切斷刀口傾斜5°~13°不等;壓在刀盤外側膠木輪盤上用于切斷刀軸向固定的刀罩襯墊因切斷刀的軸向竄動或頻繁換刀,大部分已磨穿。
由于脈沖和振動都是無法避免的,因而粉末是無法根本消除的。另外,從上述產生的切斷短絨和粉末的機理可以看出,絲束的重切也是無法根本消除的,因為壓輪與刀盤兩側存在相對轉動,總存在間隙,而且間隙不能太小,太小會導致絲束被磨斷產生超倍長。因此只能盡可能減小兩側側隙,同時減小切斷刀的活動間隙,防止切斷刀縱向松動,減少重切,從而達到減少切斷短絨和粉末的目的。
2.1 技術攻關[2]
2.1.1 調整壓輪與刀刃間隙
我們對粉末量較多的2#和3#切斷機壓輪與刀刃的間隙進行調整,先將它們調整到設計值范圍的5~7 mm的上限,發現粉末量略有減少,但變化不明顯;然后在3~9 mm范圍內將壓輪與刀刃間隙按照從小到大,再從大到小進行調整試驗,發現粉末量在間隙為6~8 mm效果最佳,超出此范圍略有變化,沿間隙減小的方向粉末略有增加,但變化不大。我們又針對粉末量較小的1#、5#生產線,按照壓輪與刀刃間隙在3~9 mm范圍內進行調整,得出的結果與上相同。
通過此項試驗可以看出,壓輪與刀刃的間隙對粉末量產生有一定影響,但影響不大,最佳參數為6~8 mm。
2.1.2 調整壓輪與刀盤兩側側隙
我們對粉末量較大的3#和4#生產線采取更換寬壓輪,以減小壓輪與刀盤兩側側隙,側隙分別由原來的4.6 mm(里側與外側間隙之和)和3.8 mm減少至1.8 mm和1.5 mm,經過采樣統計,發現粉末量明顯減少50%以上。通過此項試驗可以得出,壓輪與刀盤兩側側隙對粉末的產生影響較大,且側隙越小,產生的粉末量就越少。
2.1.3 調整壓輪的寬度
對目前變形尚不嚴重的刀盤采取加寬壓輪寬度的措施,減小壓輪與刀盤兩側側隙。
2.1.4 及時更換刀罩內磨損嚴重的襯墊。
上述技術攻關措施實施后,切斷機所產生的粉末情況統計如表3。
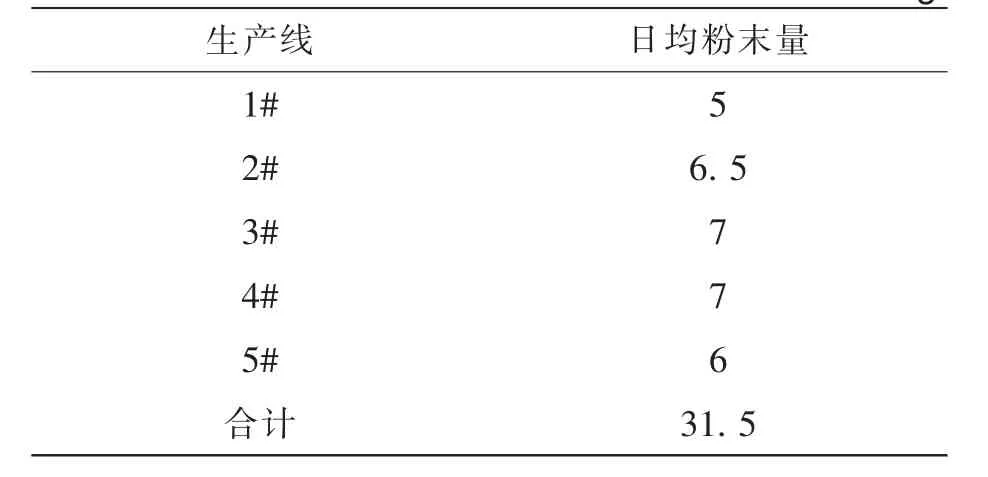
表3 改造后粉末產生的情況 g
對比表1和表3可以看出,全部生產線日均粉末量由改造前的150 g降至改造后的31.5 g,降幅達80%左右。但這是動態的,隨著刀盤使用時間的延長,變形加劇,上述問題又會逐步顯現。
2.2 技術改造[3]
為了從根本上解決短纖切斷中的短絨和粉末問題,并且延長切斷刀和刀盤的使用壽命,對切斷機的刀盤輪轂及刀槽結構進行徹底的技術改造。
(1)原刀盤為膠木和金屬層壓式結構,絲束切斷時承壓區位于膠木區域,膠木使用一段時間后,刀盤兩側輪盤易向外變形,導致切斷刀縱向固定松動,兩側側隙增大,進而造成絲束重切加劇,產生大量粉末和短絨。另外位于切斷刀刃圓柱面上的兩側金屬與膠木結合部易夾絲,影響產品質量。我們改造的措施是將刀盤金屬輪轂直徑增大,減小膠木輪盤區域,但不改變刀盤外緣直徑和切斷刀口圓柱面的直徑,這樣就確保絲束切斷時承壓區位于金屬區域,刀槽結構由原開式結構改為閉式結構,從根本上解決了過去刀盤因膠木變形引起的切斷刀松動問題。同時,由于金屬輪轂直徑擴大,金屬與膠木結合部位于承壓區外,避免了切斷時的夾絲,穩定和提高了產品質量。
(2)原刀盤刀槽里側凹槽較淺,刀松動后易滑出并傾斜,致使重切加劇,因此從結構上對刀槽里側刀口插入深度做了增加,但總的刀槽長度不變,可防止切斷刀滑出。
(3)原刀盤刀口方向無定位,刀口松脫與膠木接觸,易造成刀口缺口,因此在吸取不銹鋼刀盤改造經驗的基礎上,將刀槽刀口方向采用燕尾槽形式結構對刀口進行固定,可以避免刀在使用過程中的刀口損傷。
(4)原刀罩整體為金屬鋁合金材料,換刀時易造成刀罩碰壞刀口,我們將刀罩內采用襯膠結構,可避免刀口碰壞。
3 運行效果及經濟效益
3.1 運行效果刀盤改造完成后,經過近一年的使用可見:(1)對產品質量無影響,超倍長指標改造前后沒有差異;
(2)切斷短絨和粉末情況明顯減少,日均量不足1 g;
(3)切斷刀、刀盤運行情況比較平穩,無其它異常情況出現。
3.2 經濟效益
原刀盤平均使用壽命約8個月,本次對刀盤的改造是繼續采用膠木和金屬層壓式結構,由于切斷時承壓區不在膠木區域,徹底避免了原刀盤存在的變形問題,制造成本增加不到一倍,但使用壽命卻增加到兩年,另一方面,同時也減少了設備維護的勞動強度,每年可直接降低成本20多萬元。
4 結束語
通過對切斷機的技術攻關及技術改造,基本消除了短纖產品中因切斷而產生短絨和粉末的現象,提高了產品的質量與信譽以及用戶滿意度。這項目投資小,見效快,在實際生產過程中產生了明顯的經濟效益,社會效益也更加顯著。
[1] 薛金秋.化纖機械 [M].北京:中國紡織出版社,1999.
[2] 高雨聲.化纖設備 [M].北京:紡織工業出版社,1989.
[3] 魏大昌.化纖機械設計原理 [M].北京:紡織工業出版社,1984.
THE TECHNICAL INNOVATION ON REDUCE THE FLOCK AND POWDEF DURING THECUTTING PROCESS OF POLYESTER STAPLE FIBER
WANG Jian-guo
(Hangzhou Blue Peacock chemical fiber(stock)Co.,Ltd.,Hangzhou 310000,China)
Based on severe flock and powder issues the problem in the polyester staple product raised by the customer,which its spinnability and consumption was affected.Through a series of technical research activities,we find the main factors to produce flock and powder by cutting machine,then after technical innovation for the cutter disk,this persistent flock and powder issues was solved which affect the product quality and customer satisfaction for a long time,it also improving the quality prestige of the product,extending the service life of the cutter and cutter disk.
polyester staple fiber;flock;powder;cutter disk;technical innovation
TQ340.615.8
B
10.3969/j.issn.1672-500x.2014.03.011
1672-500X(2014)03-0041-04
2014-07-15
王建國 (1965-), 男,浙江杭州人,化纖工程師,主要從事化纖產品的生產及新產品開發工作。