全自動石油鉆桿校直機的研究與應用
2014-06-04 11:14:30陳凱凱齊明俠劉飛楊偉超黃川
機床與液壓 2014年2期
陳凱凱,齊明俠,劉飛,楊偉超,黃川
(1.中國石油大學 (華東),山東青島 266580;2.中海油田服務股份有限公司,天津 300450)
校直機是在汽車、紡織、石油行業中,對軸類零件在熱處理或使用過程中產生的變形而進行處理的設備。石油鉆桿在使用過程會產生彎曲變形,這種變形會影響鉆桿的使用效果,并降低鉆桿的使用壽命。為保證鉆桿的正常使用,鉆桿在使用一段時間后,必須對其進行修復,其中鉆桿校直為修復過程中的一個重要環節,降低了鉆井成本,具有顯著的經濟效益。
國內,軸類零件的校直理論發展已比較成熟,自動校直設備也發展迅速[1]。對于軸類零件,通常采用三點反彎校直方法。基于彈塑性力學理論,軸類零件的下壓量已有足夠的理論分析[2-5]。自動校直設備,如合肥工業大學與合肥鍛壓機床股份有限公司合作研制的YH40-25全自動精密液壓校直機[6-7]、長春試驗機研究所研制的具有自主知識產權的ASC-Ⅱ系列自動校直機[8],都具有較高的水平。
上述校直機主要適用于軸徑較小以及長度有限的軸類零件。不同于其他軸類零件,石油鉆桿是管狀的,體積和質量都比較大 (以5寸鉆桿為例,外徑127 mm,長度約為9.5 m),且石油鉆桿兩端段具有公接頭和母接頭,不是等直徑的零件,這些特點使得鉆桿不能在一般軸類零件校直機上進行校直,而且校直方法有限,所以鉆桿校直需要專用的鉆桿校直機。但目前國內的鉆桿校直機大部分采用三點反彎校直方法,采用手動控制。在鉆桿校直的過程中,由工人目測檢驗鉆桿的彎曲情況,再手工控制校直,再由檢驗人員檢驗。這樣的話,工序復雜、工人勞動強度大、生產效率低、控制精度不高,對工人的要求比較高,難以保證校直的質量。
2011年,中海油田服務股份有限公司和中國石油大學 (華東)合作研制了全自動石油鉆桿校直機,此自動校直機能夠完成鉆桿校直的自動檢測和控制,并能夠顯示鉆桿彎曲情況和輸出報表。此校直機可以對從3 1/2英寸到6 5/8英寸的鉆桿進行校直,最大校直壓力為1 MN,提高了鉆桿校直過程的自動化程度。
1 校直機結構
石油鉆桿校直機的結構如圖1所示,現場使用的石油鉆桿校直機如圖2所示。校直機主要由床身、龍門架、液壓系統、旋轉滾輪和V型鐵等部分組成。床身的作用是支撐鉆桿和整個校直機,跨度為15 m;龍門架可以沿著床身移動,龍門架上裝有液壓馬達,驅動齒輪與安裝在校直機床身上的齒條配合,可以移動到需要加壓處,龍門架上裝有液壓缸壓頭,可以對彎曲的鉆桿施加反彎力,最大壓力為1 MN;液壓系統主要由主油泵和副油泵驅動,主油泵在龍門架的上部,通過液壓缸給鉆桿施加壓力,并且驅動龍門架上的液壓馬達,副油缸負責給使滾輪升降的液壓缸供油;旋轉滾輪可以帶動鉆桿旋轉,并且可以升降,當檢測鉆桿撓度時,滾輪上升,當對鉆桿施加壓力時,旋轉滾輪下降;V型鐵的作用是當壓頭下壓時支撐鉆桿,作為反彎的支點,V型鐵下部和鋼絲繩連接,鋼絲繩由電機帶動,V型鐵可以在校直機床身上沿著校直機床身移動。
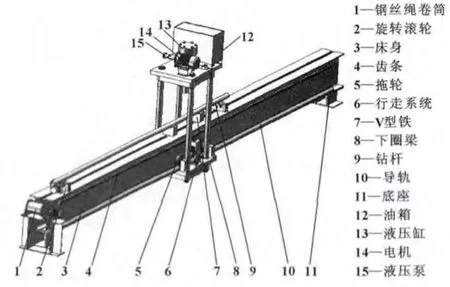
圖1 石油鉆桿校直機結構

圖2 現場使用的石油鉆桿校直機
校直機的主要參數為最大校直力,有1 000、1 500 kN等。鉆桿的校直力主要由鉆桿的尺寸和規格決定,另外,校直力的大小還與兩支點距離有關,若兩支點距離較大,那么所需校直力就會變小。合理取鉆桿的支點距離,使得鉆桿的反彎曲線梯度和初始彎曲曲線梯度一致,能夠取得較好的校直效果,現場兩支點間距離通常取1~2 m。
2 自動校直機檢測系統
2.1 激光位移傳感器安裝
為了實現鉆桿的自動校直,首先要能夠檢測鉆桿的彎曲程度,在校直機中檢測中,采用激光位移傳感器,可以實現非接觸式測量及在線檢測功能,能夠直接將檢測結果輸入到PLC中。18個激光位移傳感器安裝在校直機床身上,每兩個傳感器的距離是0.5 m。為檢測壓頭壓鉆桿的行程,在校直機壓頭處安裝兩個激光位移傳感器。圖3為傳感器安裝位置示意圖。

圖3 激光位移傳感器安裝位置
2.2 鉆桿撓度檢測原理
滾輪旋轉,鉆桿將沿著中心軸線旋轉,由于鉆桿存在彎曲,所以傳感器檢測的距離會不斷發生變化。在鉆桿旋轉一周的過程中,檢測距離會出現一個最大值和一個最小值,即a1和a2,兩者差值為l1。
此處鉆桿的撓度

當距離達到最小時的轉角可以通過選擇時間得到,從而得到鉆桿旋轉在沿著傳感器方向和垂直于傳感器檢測方向的分量分別為:


3 鉆桿校直位置和下壓量的確定
鉆桿校直中,鉆桿的校直位置和下壓量是兩個主要需要確定的參量。采用反彎校直,就要控制支點和壓頭的位置,以找到合理的組合。理想的情況下,應使彎矩變化梯度與零件原始曲率一致,以取得較好的校直效果。測得各點的撓度和轉角后,可以擬合鉆桿彎曲曲線。但在實際過程中,由于點數較多,擬合曲線運算量大,且會存在誤差,實際采用定點加壓,即加壓位置有18個。
校直過程中,可檢測到鉆桿的原始彎曲撓度δ0,兩端由V型鐵支撐,在中點用壓頭施加壓力F;在壓力作用下,鉆桿發生彈塑性變形,δw是反彎變形量。當壓力卸除后,鉆桿恢復平直,如圖4所示。文獻[9]通過彈塑性變形公式,得到了原始曲率k0和反彎曲率kw之間的關系。
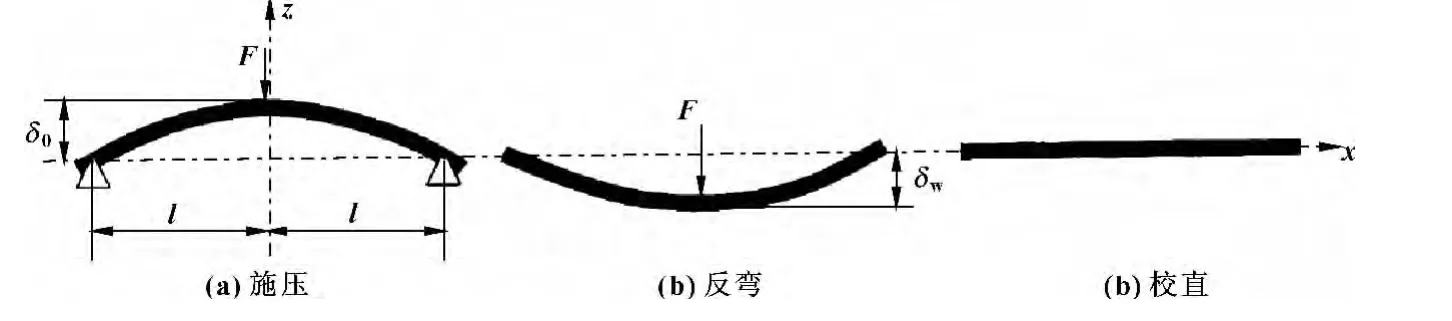
圖4 校直原理圖
(1)當α≤ζ≤1時

(2)當0<ζ≤α時

已知k0可以求出,可以由公式求出,進而求得,則可以計算出總下壓量δt:

在壓頭處同樣裝有兩個位移傳感器,可以檢測鉆桿撓度下壓量,從而控制下壓行程。
4 自動校直機控制系統
4.1 自動校直方案
(1)啟動校直機程序,放上鉆桿。
(2)滾輪帶動鉆桿旋轉,檢測各點處的彎曲值和轉角。
(3)比較各傳感器撓度值,獲取最大撓度及其所在位置。
(4)判斷最大撓度是否在設定誤差允許范圍內。
(5)若最大撓度超出誤差允許范圍,需要對鉆桿進行校直。根據鉆桿彎曲的彈塑性力學變形方程,由鉆桿的初始彎曲變形確定下壓量[9]。
(6)下壓一次后,再次檢測,若還有彎曲值超出允許范圍,則繼續進行校直,直至鉆桿的彎曲值在誤差允許范圍內。
4.2 自動校直機系統的硬件使用和軟件編制
圖5為自動校直機的控制系統結構示意圖,鉆桿校直機的控制系統硬件由西門子S7-200 PLC和工業控制計算機組成。西門子S7-200 PLC在控制中借助Step-7軟件比較容易編程,而且工作穩定,因此適合作為校直機的控制器[10]。S7-200 PLC具有模擬量輸入模塊,可以采集激光傳感器傳送的數據。但PLC不適合做復雜運算,所以將PLC做下位機,用于控制校直機和采集數據。對于采集的數據,PLC將數據傳給上位機,在工控機上使用WinCC處理得到的數據并傳回PLC。并設計校直機操作界面,方便直觀顯示校直機工作過程和設定校直參數。
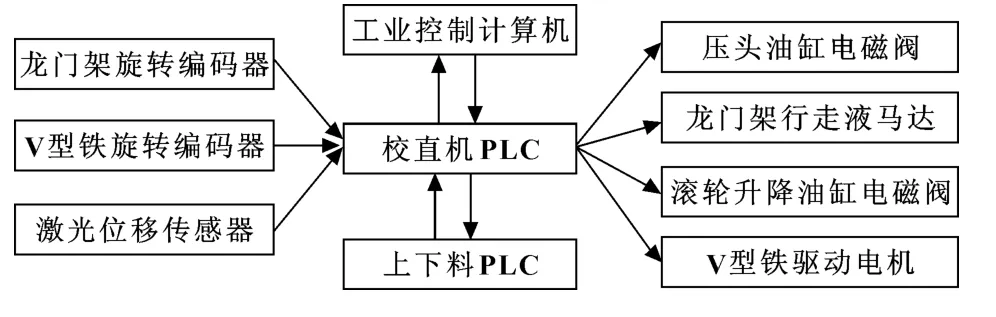
圖5 校直機控制系統示意圖
如圖6為采用WinCC編制的自動校直機控制程序界面[11]。圖6(a)為參數輸入界面,在這里可以設置鉆桿允許最大彎曲撓度以及選擇鉆桿的鋼級和尺寸。對于不同鋼級尺寸的鉆桿,其反彎量是不一樣的,所以要計算不同鋼級尺寸鉆桿的反彎量與初始變形撓度的關系。圖6(b)為校直機工作界面,可是顯示鉆桿的撓度曲線。每次檢測完畢,將檢測數據存檔,并在一根鉆桿校直完畢后,將最后檢測數據存檔,將這些數據以EXCEL表格形式存入指定目錄下。

圖6 校直機控制程序界面
在應用過程中,對不同的鉆桿進行校直,設置不同的參數。一般情況下最大校直精度可以達到3 mm/9 500 mm,校直機在使用過程中的工作效率明顯提高了。圖7顯示了部分4寸鉆桿在校直過程前后的撓度曲線圖,可以看出:校直機具有較好的校直效果,可以將撓度校直到3 mm以內。
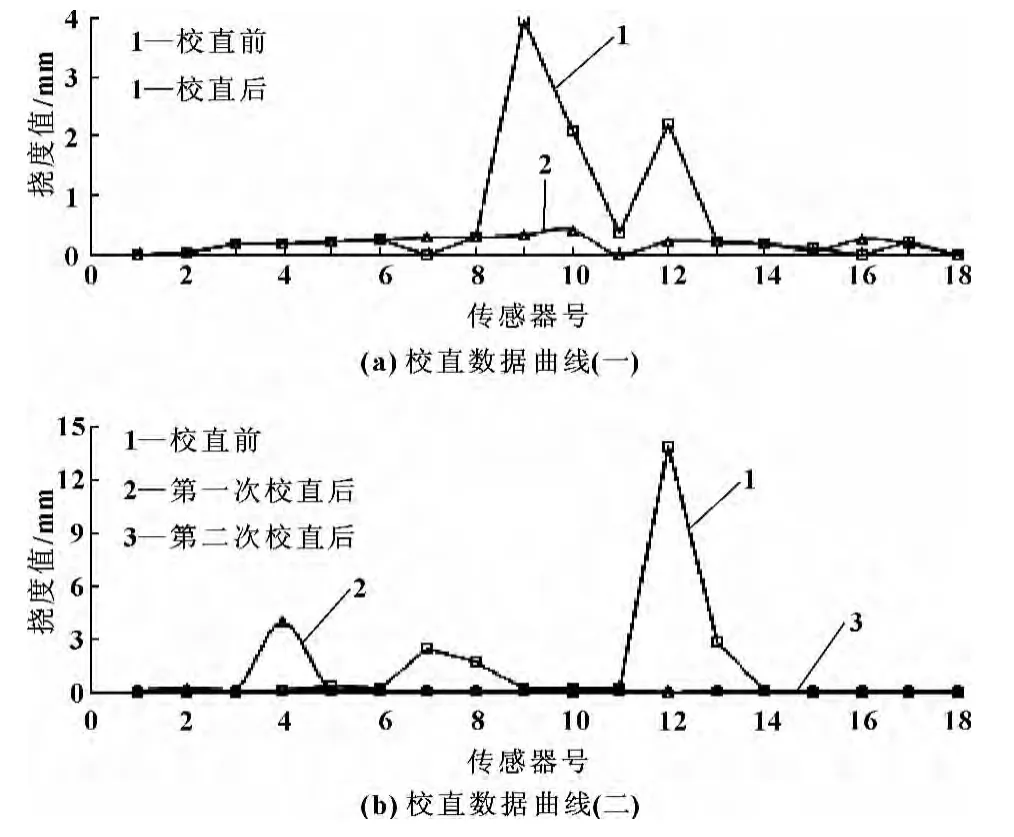
圖7 部分鉆桿校直數據曲線圖
5 結論
此套全自動石油鉆桿校直機系統成功地運用到現場實踐中,具有很好的實用性能,并提高了工作效率。
(1)采用PLC和工控機結合的控制系統,系統工作穩定,程序易于調試,控制精度較高。將手動和自動程序分開,使得校直機既能在自動模式下工作,也可以轉換為手動模式,由人工操作。
(2)根據鉆桿的初始撓度求得初始曲率。鉆桿的校直過程為鉆桿的彈塑性變形過程,壓頭的下壓量要由鉆桿的原始彎曲量和反彎量確定。由理論計算公式計算反彎量,并確定下壓量。
(3)在實際生產過程中,由于各種因素影響,理論的鉆桿變形擬合曲線和下壓量計算值會和實際數據存在差別。為此,需要建立不同尺寸和鋼級的鉆桿校直數據庫,完善校直理論模型并且將數據庫運用到現場中。
【1】崔甫.矯直原理與矯直機械[M].2版.北京:冶金工業出版社,2005.
【2】欽明浩,柯尊忠,張向軍,等.軸類零件校直理論分析[J].合肥工業大學學報:自然科學版,1996,19(2):24-29.
【3】欽明浩,柯尊忠,張向軍,等.精密矯直機中軸類零件矯直工藝理論研究[J].機械工程學報,1997(2):48-53.
【4】李駿,鄒慧君,熊國良,等.壓力校直過程的理論模型研究及其實驗驗證[J].機械強度,2005(5):636-639.
【5】翟華,韓春明,蔣守仁,等.軸類零件精密校直行程算法研究[J].重型機械,2001(5):35-38.
【6】莊樹明,王驚鴻,袁德志,等.自動校直機的應用與發展[J].工程與試驗,2009(49):1 -3.
【7】李駿,鄒慧君,熊國良.壓力校直工藝理論研究的現狀與展望[J].機械設計與研究,2004(4):69-71.
【8】于曉平.軸類全自動校直機[J].金屬熱處理,2002(9):45-46.
【9】弓海霞,閆通海,王進禮.鉆具校直的理論研究[J].哈爾濱工程大學學報,2002(23):116-119.
【10】楊后川,張學民,陳勇.SIMATIC S7-200可編程控制器原理與應用[M].北京:北京航空航天大學出版社,2008.
【11】梁綿鑫.WinCC基礎及應用開發指南[M].北京:機械工業出版社,2009.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36

- 機床與液壓的其它文章
- Influence of airflow uniformity over the duct outlet of vehicle air-condition on cooling performance*
- Design and realization of signal acquisition digital system for leak detection of water supply pipeline*
- Experimental study of chip formation and cutting force during
- Adaptive strategy of error anomaly processing in human simulated intelligent control*
- Phase-Lock technology of full digital UPS based on DSP*
- Software development for on-machine measurement of large CNC gear shape*