鎂合金方形件分塊壓邊液壓拉深壁厚分析
2014-06-04 11:14:34毛獻昌楊連發(fā)羅代宋劉人毅
機床與液壓 2014年2期
毛獻昌,楊連發(fā),羅代宋,劉人毅
(1.賀州學院機械與電子工程學院,廣西賀州 542899;2.桂林電子科技大學機電工程學院,廣西桂林 541004;3.河池學院物理與機電工程學院,廣西宜州 546300)
鎂合金是實用金屬中密度最低的金屬,具有比強度高、剛度好、電磁界面防護性強等特點,被譽為21世紀最有發(fā)展前景的金屬材料[1]。然而,鎂合金的冷拉深成形性能較差[2],而高溫下雖然鎂合金成形性能得到大幅度改善[3],但鎂合金熱拉深方法卻存一系列缺點,如裝置復雜、溫控困難,鎂合金高溫易氧化等[4]。所以一些非常規(guī)卻先進的拉深方法受到了學者們的關注,如液壓拉深方法[5-6]。由于將金屬板材進行筒形件拉深后,能比較科學地分析和評價板材的成形性能,所以目前關于鎂合金板液壓拉深方面的研究多集中在筒形件拉深方面。但實際生活中的筆記本電腦外殼、電容外殼等方盒形零件卻具有其自身的成形特點,只有進行鎂合金方形件拉深變形特點分析,才能獲得準確的數(shù)據(jù)。因此,方形件拉深的研究成為了研究熱點,如國內(nèi)學者張慶豐等基于增量拉深成形軌跡,研究了圓角半徑和進給速度對盒形件成形質(zhì)量的影響規(guī)律[7]。
由于鎂合金矩形件為非旋轉(zhuǎn)體,在結構上存在直邊和圓角邊,拉深成形過程中,直邊和圓角邊凸緣的材料變形量是不一樣的,故應對它們施加不同的壓邊力,即采用分塊壓邊方式。基于Dynaform有限元軟件,采用分塊壓邊方式對AZ31B鎂合金板進行方形件液壓拉深,模擬其成形過程,以研究鎂合金方形件的液壓成形效果,為后續(xù)試驗研究提供參考依據(jù)。
1 成形裝置結構
AZ31B鎂合金方形件液壓拉深成形裝置結構原理示意圖如圖1(a)所示,主要由凸模、凹模、壓邊圈、底板、密封連接元件以及液壓供給系統(tǒng)組成。其中壓邊圈采用分塊壓邊形式,有4個直邊壓邊塊和4個圓角壓邊塊,其實體結構如圖1(b)所示。
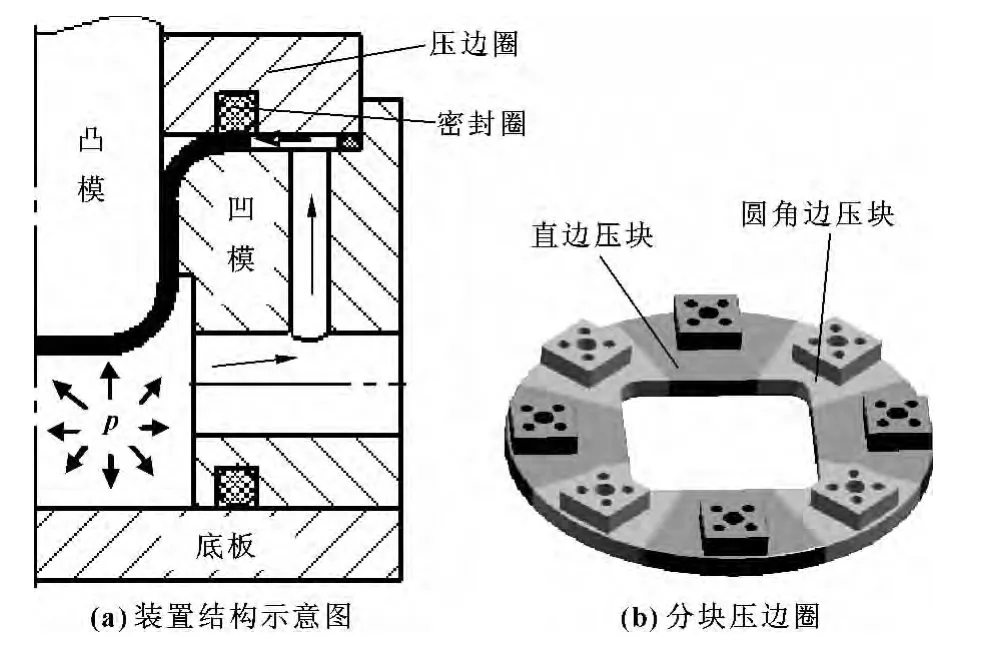
圖1 成形裝置結構
2 材料性能測試
研究所用的材料為0.6 mm厚的 AZ31B鎂合金板。通過標準單向拉伸試驗確定材料的機械性能,試驗中的某一狀態(tài)如圖2(a)所示。
試驗過程依照GB/T 228-2002《金屬材料室溫拉伸試驗方法》進行。拉伸試樣分別沿著與板材軋制方向呈0°、45°和90°的方向截取,試樣寬度為20 mm,不帶夾頭部分,如圖2(b)所示。
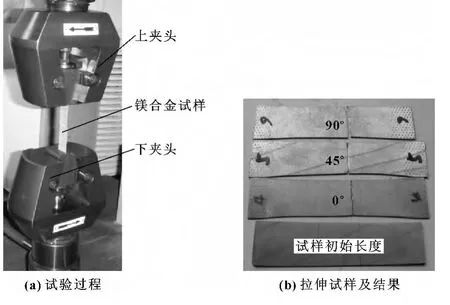
圖2 單向拉伸試驗
3 方形件有限元模型建立
根據(jù)零件的幾何形狀和特征,采用Pro/E三維軟件和Dynaform軟件建立AZ31B鎂合金方形件有限元模型,如圖3所示,模具幾何參數(shù)見表1。
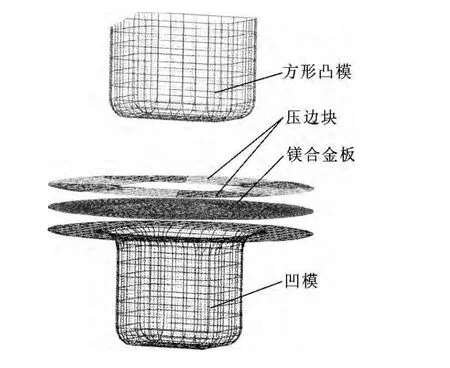
圖3 有限元模型
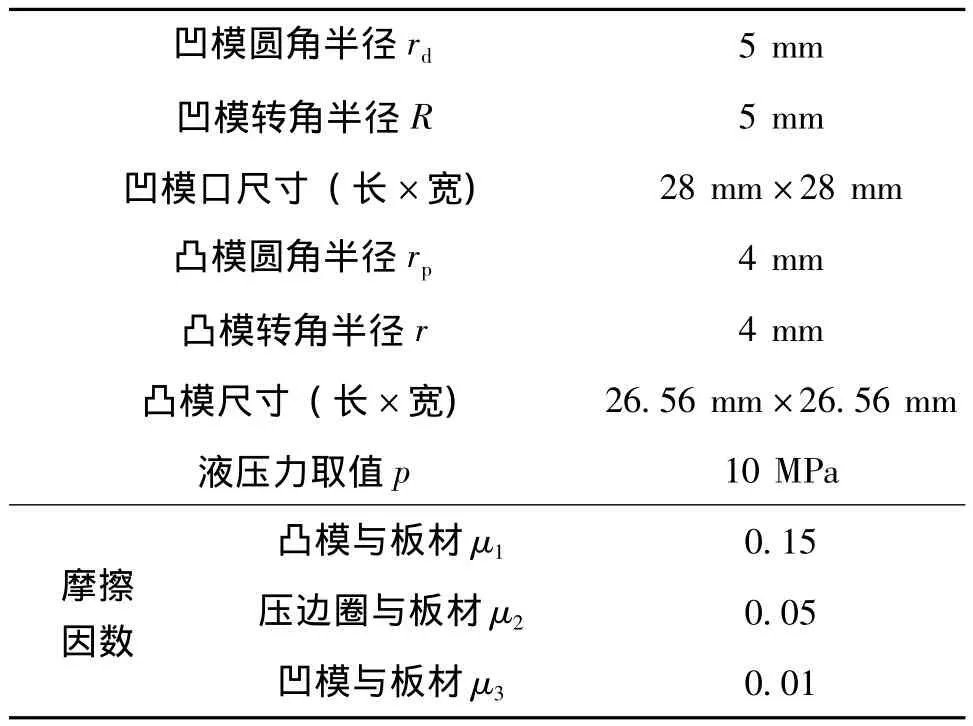
表1 模具幾何參數(shù)
模擬時,板材設為變形體,凸模、凹模和壓邊圈都設為剛性體,全部采用4節(jié)點殼單元劃分網(wǎng)格。模具成形方式為凸模單動正向拉深,板材底部全部充滿液壓油。初始板坯是厚度為0.6 mm、直徑為65 mm的AZ31B鎂合金圓板。
4 結果討論與分析
分別研究整體式 (恒定壓邊力)和分塊式 (變壓邊力)壓邊對鎂合金方形件成形效果的影響規(guī)律,以歸納分塊壓邊及變壓力的優(yōu)點。以板材的壁厚變化率為研究對象,探索AZ31B鎂合金方形件的液壓成形效果。
經(jīng)初步模擬,并通過分析后處理中的FLD圖和鎂合金方形件壁厚分布云圖得知:方形件凸緣處易出現(xiàn)起皺和壁厚變厚現(xiàn)象,并且由于圓弧部位材料的變形量比直邊部位材料的變形量更大,故圓角部位凸緣的壁厚變厚或起皺現(xiàn)象較直邊處的嚴重;凸模圓角處則一般會發(fā)生壁厚變薄,而凸模圓角與轉(zhuǎn)角的交匯處極易出現(xiàn)嚴重變薄或破裂現(xiàn)象,如圖4所示。鑒于上述情況以及方形件的對稱性,為了便于比較分析其壁厚變化情況,將方形件進行對角剖視,在剖視截面的一半上合理選取10個點,如圖5所示。
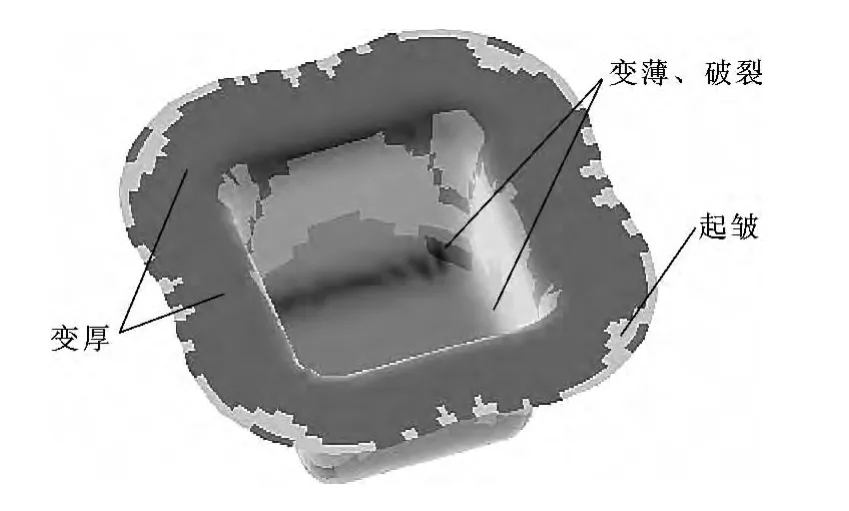
圖4 方形件壁厚分布云圖
4.1 整體壓邊力
研究過程中,凹模設置為靜止,凸模速度為2 000 mm/s,拉深行程為45 mm。凸模下行速度和行程保持不變,將壓邊圈的各個分塊統(tǒng)一設定相同的壓邊力,即可視為恒定壓力的整體壓邊形式,故為了模擬過程中設置的方便,可將壓邊圈設置成整體式。以壓邊力為單一變量進行研究,分析壓邊力分別取4 500、3 500、3 200、3 000、2 500和2 200 N時的鎂合金方形件液壓成形效果。研究結果歸納如表2所示。
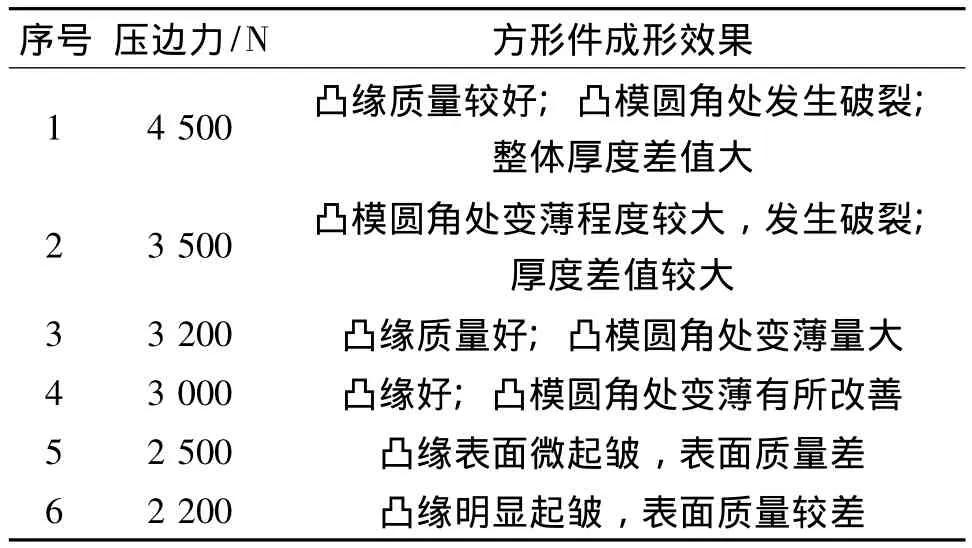
表2 恒力整體壓邊方式模擬結果
整體壓邊力在4 500和3 500 N時所獲得的方形件如圖6(a)和圖6(b)所示。根據(jù)兩圖并結合表2可以看出:壓邊力較大時,方形件底角出現(xiàn)了嚴重的變薄或發(fā)生破裂,此時的方形件視為拉深不成功;整體壓邊力在2 200 N時,壓邊力比較小,拉深至45 mm時,方形件雖然沒有發(fā)生破裂,但是凸模圓角處的板材厚度值過大,并且凸緣表面有明顯起皺,工件質(zhì)量也不符合要求,如圖6(c)所示:當壓邊力Q分別為2 500和4 500 N時,可以得到整體式恒定壓邊力下AZ31B鎂合金板的最大變薄率和最大變厚率的最小值,分別為28.65%和28.17%。由此可見,壓邊力越大板材凸緣處越難變厚,但壓邊力越小凸模圓角處材料的變薄現(xiàn)象并不一定越理想。
綜合比較,壓邊力在3 000 N時,方形件的凸緣質(zhì)量比較好,圓角處的壁厚變薄現(xiàn)象也有所改善,如圖6(d)所示。
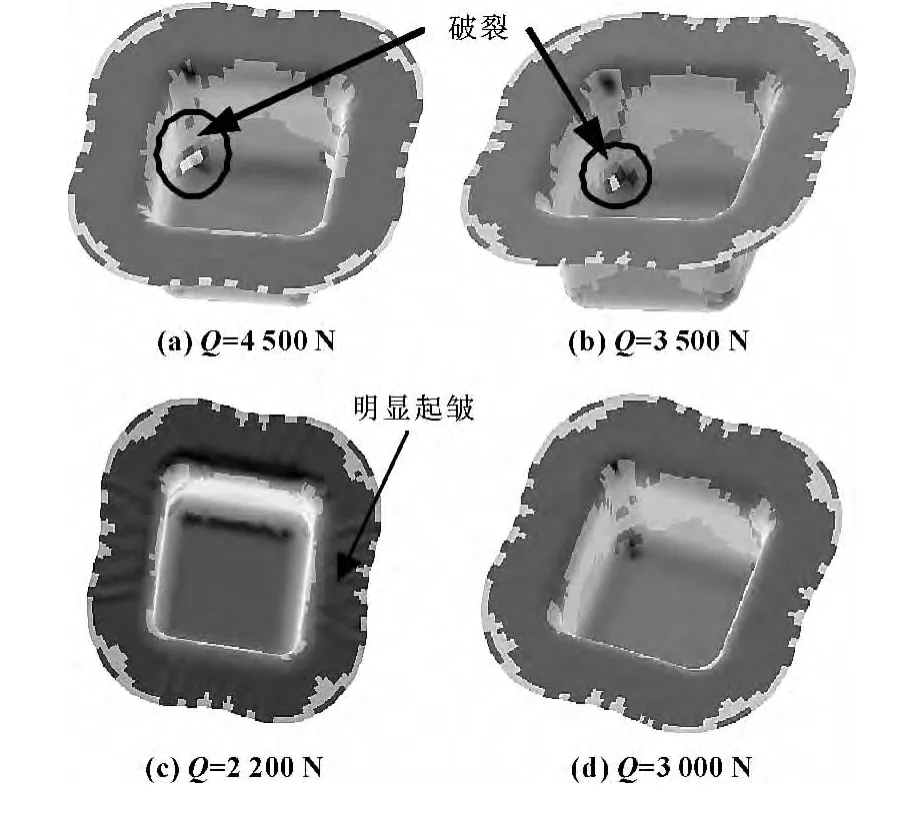
圖6 不同壓邊力下獲得的方形件
由于鎂合金方形件直邊凸緣和圓角邊凸緣的厚向應變不一樣,如果成形過程中,施加在圓角處和直邊處的壓邊力相等 (Q圓=Q直),則無法獲得最佳的板材成形效果。若想獲得更好的鎂合金方形件成形效果,采用分塊壓邊方式壓邊是一種有效可行的方法。
4.2 分塊壓邊力
為了提高板材金屬的流動性,以提高板材成形性能,根據(jù)傳統(tǒng)剛性模具拉深過程中圓角和直邊金屬的應變分布狀態(tài),現(xiàn)將壓邊圈劃分為如圖1(b)所示的8塊,并分別對圓角壓邊塊和直邊壓邊塊施加不同的壓邊力。由于方形件圓角處凸緣材料的變形量一般大于直邊的變形量,為了防止凸緣起皺,故施加在圓角壓邊塊上的壓邊力應大于施加在直邊壓邊塊上的壓邊力,即Q圓﹥Q直。
在不同組合的壓邊力下成形鎂合金板,獲得的板材最大變厚率和最大變薄率如表3所示。
從表3可知:采用組合2和組合5時,可以分別獲得最佳的鎂合金板材最大變薄率和最大變厚率的最小值,即27.91%和27.23%。由此可見,分塊壓邊時獲得的方形件質(zhì)量較好,凸緣起皺現(xiàn)象得到避免,壁厚均勻性也得到改善,最大變薄率從28.65%變?yōu)?7.91%,最大變厚率從28.17%變?yōu)?7.39%。
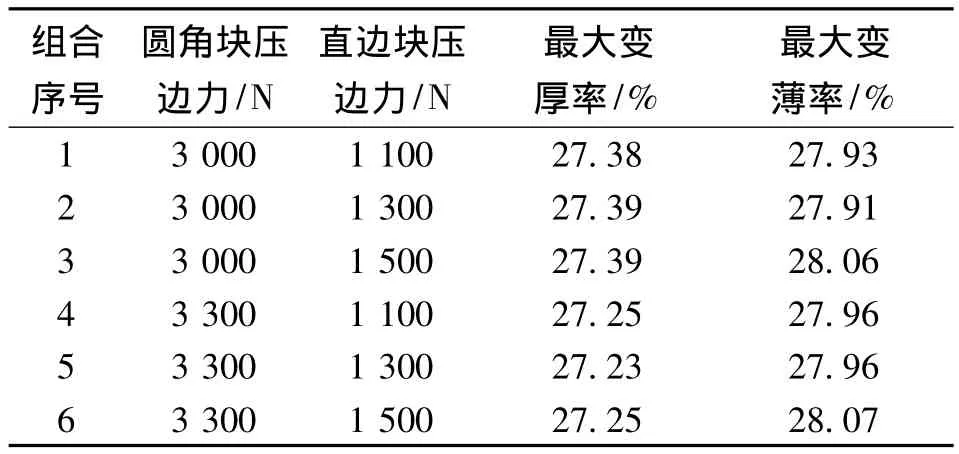
表3 不同壓邊力組合對板材厚度變化的影響
此外,表3數(shù)據(jù)還顯示:圓角和直邊這兩個部分的壓邊力對方形件最大壁厚和最小壁厚有較大影響。圓角塊壓邊力的大小很大程度上決定了工件最大壁厚值的變化,即圓角塊壓邊力相同時,獲得的板材最大變厚率基本一致;直邊塊壓邊力的大小很大程度上決定了工件最小壁厚值的變化,即直邊塊壓邊力相同時,獲得的板材最大變薄率基本一致。這說明在方形件拉深成形過程中,采用分塊壓邊圈和施加合理的壓邊力,可以有效改變板材成形過程中板材金屬的流動方向和速度,減少起皺現(xiàn)象,明顯地改善成形質(zhì)量。
4.3 壓邊力加載方式
由于方形件為非旋轉(zhuǎn)體,其直邊與圓角邊的變形程度不同,即成形過程中施加的壓邊力也應該不同,故文中采用分塊壓邊結構,并在各壓邊塊上施加不同加載方式的壓邊力,以探索不同加載方式下鎂合金方形件的成形效果。
結合第4.2節(jié)分析結果,以圓角塊和直邊塊分別施加壓邊力3 000和1 000 N作為初始壓邊力,采用不同的壓邊力加載路徑對鎂合金板進行拉深成形,3種加載路徑方式如圖7所示,圖中壓邊力增幅ΔQ均取500 N。經(jīng)數(shù)值模擬分析所得結果如表4所示。
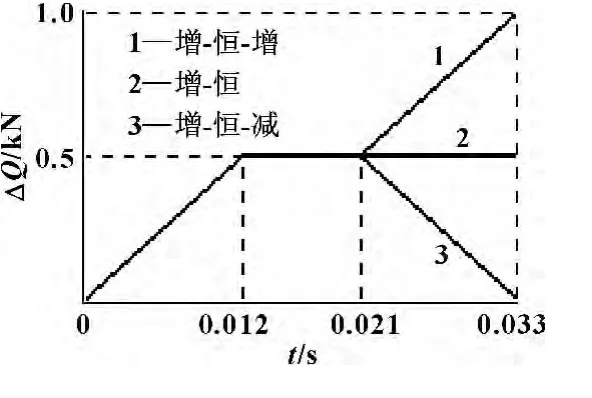
圖7 分塊壓邊力加載曲線

表4 分塊壓邊力的加載方式模擬結果
表4中的數(shù)據(jù)顯示:在組合3方式下成形鎂合金板,可以獲得方形件壁厚最大變薄率最佳值28.85%,在其他4種組合方式下獲得的壁厚最大變薄率基本一致;在組合2方式成形鎂合金板,則可以獲得方形件壁厚最大變厚率的最佳值27.36%,而在其他4種組合方式下獲得的壁厚最大變厚率相差不大。板材拉深過程中,破裂直接導致工件報廢,壁厚最大變薄率是最值得關注的問題。由此可見,在鎂合金方形件分塊壓邊液壓成形過程中,直邊塊和圓角塊均采用“增-恒-減”的壓邊力加載方式較為合理。
5 結論
(1)方形件圓角部位凸緣的壁厚變厚或起皺現(xiàn)象較直邊處的嚴重,破裂現(xiàn)象一般最先發(fā)生在凸模圓角與轉(zhuǎn)角的交匯處。
(2)整體式恒力壓邊方式下,當壓邊力分別取2 500和4 500 N時,可分別獲得AZ31B板的最大變薄率 (28.65%)和最大變厚率的最小值 (28.17%)。此外,壓邊力越大板材凸緣處越難變厚,但壓邊力越小凸模圓角處材料的變薄現(xiàn)象并不一定越理想。
(3)當壓邊力為3 000 N時,可獲得質(zhì)量相對較好的鎂合金方形件。
(4)與整體式壓邊相比,分塊壓邊方式能改善鎂合金板的成形效果,獲得的最大變薄率和最大變厚率最小值分別為27.91%和27.23%,分別小于28.65%和28.17%。
(5)鎂合金方形件液壓拉深過程中,圓角塊上壓邊力的大小對方形件最大壁厚值有較大影響,而直邊塊上壓邊力的大小對方形件最小壁厚值有較大影響;采用“增-恒-減”的壓邊力加載方式為相對較合理的壓邊力加載方式。
【1】郜瑞,溫彤,季筱瑋.鎂合金板材拉深工藝的研究與進展[J].熱加工工藝,2012,41(5):30 -32.
【2】YANG Lian-fa,MORI Ken-ichiro,TSUJI Hirokazu.Deformation Behaviors of Magnesium Alloy AZ31 Sheet in Cold Deep Drawing[J].Transactions of Nonferrous Metals Socity of China,2008,18:86 -91.
【3】PALUMBO G,SORGENTE D.Numerical and Experimental Investigations on the Effect of the Heating Strategy and the Punch Speed on the Warm Deep Drawing of Magnesium Alloy AZ31[J].Journal of Materials Processing Technology,2007,191:342 -346.
【4】EL-MORSY Abdel-Wahab,MANABE Ken-Ichi.Finite Element Analysis of Magnesium AZ31 Alloy Sheet in Warm Deep-drawing Process Considering Heat Transfer Effect[J].Materials Letters,2006,60:1866 -1870.
【5】張志遠,耿軍曉.鎂合金板材液壓梯溫拉深成形新工藝[J].新技術新工藝,2009(7):113 -115.
【6】MAO Xianchang,LIN Haiyan.Thickness of Magnesium Alloy Cylindrical Cup in Pressure-lubricating Deep Drawing[J].Applied Mechanics and Materials,2012,189:147 -151.
【7】張慶豐,金文中,周旭東.盒形件增量拉深成形數(shù)值模擬及工藝試驗[J].鍛壓技術,2011,36(1):34 -38.

- 機床與液壓的其它文章
- Influence of airflow uniformity over the duct outlet of vehicle air-condition on cooling performance*
- Design and realization of signal acquisition digital system for leak detection of water supply pipeline*
- Experimental study of chip formation and cutting force during
- Adaptive strategy of error anomaly processing in human simulated intelligent control*
- Phase-Lock technology of full digital UPS based on DSP*
- Software development for on-machine measurement of large CNC gear shape*