車削刀片對加工表面質(zhì)量影響的研究
2014-06-04 11:14:36朱建軍趙中華
機床與液壓 2014年2期
關(guān)鍵詞:實驗
朱建軍,趙中華
(上海工程技術(shù)大學工程實訓中心,上海 201620)
車削過程中,刀具切削部分的形態(tài)直接影響著切削過程的穩(wěn)定性和表面質(zhì)量。理想狀態(tài)下,采用圓弧刃刀具車削金屬時,在工件加工表面形成輪廓峰和輪廓谷,它們之間的間隔,被稱為理論粗糙度。主切削刃和前刀面的主要任務(wù)是切除金屬,切削層在前刀面的擠壓作用下發(fā)生剪切滑移和塑性變形,然后形成切屑沿前刀面流出。前刀面的外形直接影響塑性變形的程度、切屑的卷曲形式和切屑刀具之間的摩擦特性,并直接對切削力、切削溫度、切屑的折斷方式和加工表面質(zhì)量造成明顯影響。刃口半徑越小,應(yīng)力越集中,變形越輕易,切削力越小,加工表面質(zhì)量越好。也就是說刃口半徑對切削過程有較大影響,同時對切削力、切削溫度和切屑變形系數(shù)都有不同程度的影響。
1 加工所用的材料、零件、刀具、數(shù)控機床
此次實驗所用的加工機床為:寧夏小巨人機床有限公司生產(chǎn)的QTN250MS-ⅡL數(shù)控車床,是高速、高精度的車銑復合中心,雙主軸結(jié)構(gòu)可以實現(xiàn)一次裝夾完成工件的整序加工。材料為FC30,零件名稱是斜盤支撐臺 (如圖1所示)處端面,最大外徑275 mm,最小直徑160 mm;斷續(xù)車削,余量ap=0.5 mm。

圖1 斜盤支撐臺
需要解決的問題:該零件屬于精密部件上的零件,對于端面的外觀和表面質(zhì)量要求很高,圖紙Ra1.6,實際最好能在Ra1.0左右。大于Ra1.6即超差報廢。現(xiàn)在用的各種車刀片均不能滿足生產(chǎn)要求,最好的一款刀片單刃切削壽命約30件,產(chǎn)品質(zhì)量穩(wěn)定。
2 實驗情況
實驗1:刀片型號:WNMG080404N-UZ AC410k;
切削參數(shù):vc=160 m/min,F(xiàn)=0.1 mm/r,ap=0.5 mm;
切削壽命:5件;
單件切削時間:151 s。
實驗2:刀片型號:WNMG080404N-LU AC700G;
切削參數(shù):vc=160 m/min,F(xiàn)=0.1 mm/r,ap=0.5 mm;
切削壽命:5件;
單件切削時間:151 s。
實驗3:刀片型號:WNMG080408N-SU T1500A;
切削參數(shù):vc=160 m/min,F(xiàn)=0.1 mm/r,ap=0.5 mm;
切削壽命:10件;
單件切削時間:151 s。
加工10件時刀尖磨損狀況見圖2。

圖2 加工10件時刀尖磨損狀況
實驗4:刀片型號:WNMG080404-WF3215;
切削參數(shù):vc=200 m/min,F(xiàn)=0.1 mm/r,ap=0.5 mm;
切削壽命:36件;
單件切削時間:121 s。
加工15件時的刀尖磨損狀況見圖3,加工36件時刀尖磨損狀況見圖4,加工36件時刃口完整。表面質(zhì)量檢測結(jié)果:按每5件檢測一次標準;第5件時Ra=0.82~0.91 mm;第10件時Ra=0.83~0.90 mm;第15件時Ra=0.81~1.01 mm;第20件時Ra=0.91~1.1 mm;第25件時Ra=0.77~0.84 mm;第31件時Ra=0.81~0.94 mm;第36件時Ra=0.78~0.90 mm。
圖3 加工15件時刀尖磨損狀況

圖4 加工36件時刀尖磨損狀況
3 結(jié)束語
通過實驗得出以下結(jié)果:切削壽命由單刀尖5~10件提高至35件,且產(chǎn)品質(zhì)量符合圖紙要求;切削時間由單件151 s縮短至121 s,單件節(jié)約時間30 s;換刀時間由每10件換一次刀改善至每35件左右換一次刀,平均單件節(jié)約時間10 s,單件總節(jié)約時間大于等于40 s。
假設(shè)年產(chǎn)20 000件,每年可節(jié)省成本26 124元,見圖5,每年可節(jié)約時間見圖6。
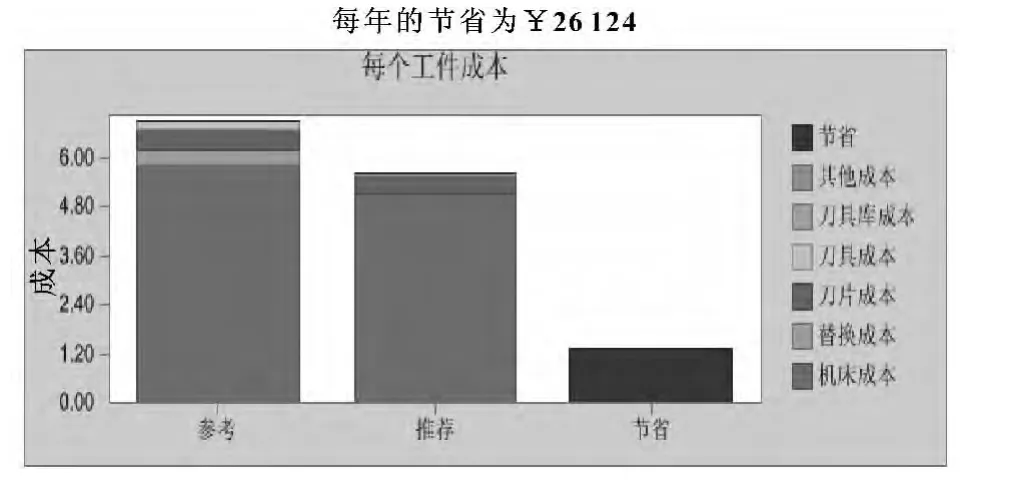
圖5 每個工件成本對比

圖6 每年節(jié)約時間對比
通過仔細研究實驗數(shù)據(jù),分析車削加工時可能產(chǎn)生零件已加工表面粗糙度現(xiàn)象的成因,找出影響表面粗糙度的主要因素,從而提出車削加工時改善表面粗糙度的一些措施。車削加工時表面粗糙度的成因:車削加工時,由于刀具切削刃的幾何形狀、幾何參數(shù)、進給運動及切削刃本身的粗糙度等,未能將被加工表面上的材料層完全干凈地去除掉,在已加工表面上遺留下殘留面積,殘留面積的高度構(gòu)成了表面粗糙度Ra。所以,通過改變刀片的相關(guān)參數(shù)等,來實現(xiàn)改善零件的表面粗糙度。
【1】王洪生.車削加工中影響加工表面質(zhì)量的因素[J].安陽工學院學報,2011(2):26-28.
【2】賴思琦,張立紅.數(shù)控車削中切削參數(shù)對表面質(zhì)量的影響分析[J].機械,2010(7):61-63.
【3】溫秉權(quán).金屬材料手冊[M].北京:電子工業(yè)出版社,2009.
【4】史全富.金屬切削手冊[M].上海:上海科學技術(shù)出版社,2003.
【5】劉黨生.金屬切削原理與刀具[M].北京:北京理工大學出版社,2009.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55

- 機床與液壓的其它文章
- Influence of airflow uniformity over the duct outlet of vehicle air-condition on cooling performance*
- Design and realization of signal acquisition digital system for leak detection of water supply pipeline*
- Experimental study of chip formation and cutting force during
- Adaptive strategy of error anomaly processing in human simulated intelligent control*
- Phase-Lock technology of full digital UPS based on DSP*
- Software development for on-machine measurement of large CNC gear shape*