淺談棱鏡眼鏡定配中鏡片加工中心的確定
2014-06-07 09:28:46朱嫦娥
中國眼鏡科技雜志 2014年9期
朱嫦娥/文
1 引言
棱鏡眼鏡的加工制作屬于眼鏡定配中較復雜的項目,其與普通眼鏡加工制作的區別關鍵在于鏡片加工中心的確定。移心量和方向的確定、焦度計的準確操作、中心儀的正確使用等,均將影響棱鏡眼鏡的裝配質量,甚至由于誤操作會導致加工的棱鏡眼鏡基底方向相反等原則性錯誤。本文僅就通過鏡片移心制作棱鏡眼鏡過程中鏡片加工中心的確定進行解析,以期能對加工師定配棱鏡眼鏡的實際工作有所幫助。
2 棱鏡眼鏡加工的基本原理
棱鏡眼鏡主要用于矯正人眼的斜視或雙眼視覺功能異常,其驗配原則通常為:內斜或內隱斜視患者用基底向外(BO)的棱鏡矯正,外斜或外隱斜視患者用基底向內(BI)的棱鏡矯正,上斜或上隱斜視患者用基底向下(BD)的棱鏡矯正,下斜或下隱斜視患者用基底向下(BU)的棱鏡矯正。需要說明的是垂直斜視是相對的,一眼的下斜或下隱斜視也可以表示為對側眼的上斜或上隱斜視,反之亦然。
通過鏡片移心制作棱鏡效果的眼鏡,產生特定棱鏡度所需的移心量可用Prentice公式P=FC求得,即:C=P/F。其中,P為三棱鏡度(單位:△),F為透鏡頂焦度(單位:D),C為具有P棱鏡度的點到光學中心的距離(單位:cm)。對于產生特定棱鏡度所需的移心方向,正透鏡的移心方向與所需三棱鏡的底向相同,而負透鏡的移心方向與所需三棱鏡的底向相反。具體示例見表1。

表1 產生特定棱鏡度所需移心量與移心方向示例
3 棱鏡鏡片加工中心的確定
鏡片移心棱鏡眼鏡的制作過程涉及兩類移心,一是產生特定棱鏡度所需的移心,二是滿足瞳距、瞳高要求所需的移心。因此鏡片移心棱鏡眼鏡的制作方法就其移心來說可歸結為兩種。方法1:兩類移心的效果疊加,在中心儀上完成;方法2,產生特定棱鏡度所需的移心在焦度計上完成,滿足瞳距、瞳高要求所需的移心在中心儀上完成。無論哪種方法,棱鏡鏡片加工中心的確定均包括3個環節:移心量和方向的確定、使用焦度計確定鏡片加工基準點和水平基準線、中心儀移心上盤。下文以具體的實例就兩種方法確定棱鏡鏡片加工中心進行解析。
案例:某患者,驗光處方為O U:-5.00DS/+1.00DC×180,2△BI,PD=61mm,所選鏡架規格尺寸為49□17,定配一副棱鏡眼鏡,試確定移心棱鏡鏡片加工中心。
方法1:
(1)確定移心量和方向
若產生BI棱鏡效果,首先需求出水平方向總的頂焦度為:-5.00+1.00cos2180 = -5.00(D)。-5.00D產生2△BI的棱鏡效果,需要向外移心,所需移心量C=P/F=2/5=0.4cm=4mm。所選鏡架要滿足瞳距要求,鏡片需要向內移心,所需移心量X1=(49+17-61)/2=2.5mm。綜上兩種移心,總體結果是鏡片需要向外移心為:4mm-2. 5mm=1.5mm。
(2)使用焦度計確定鏡片加工基準點和水平基準線
由于該加工方法是兩類移心疊加后在中心儀上完成,所以在焦度計上確定鏡片加工基準點和水平基準線的操作與單光鏡片完全相同。鏡片凹面向下放置于焦度計測量支架上,移動鏡片臺及鏡片,待屏幕上的小“+”變為大“+”字,且屏幕上顯示的球鏡度、柱鏡度及軸位與處方一致(如圖1所示),用打點器在鏡片上印點,中間點即為單光鏡片的光學中心,即加工基準點,三印點所確定的直線即為加工水平基準線。平移取下鏡片,在三印點下方畫一個指向鼻側的水平箭頭,箭頭所在為鏡片上部,并寫上“R”或“L”。
注意:在使用焦度計確定鏡片加工基準點和水平基準線時,與檢測裝成眼鏡相同,靠近鏡片臺的為鏡片下部。

圖1 焦度計確定鏡片加工基準點和水平基準線
(3)中心儀移心上盤
以依視路半自動M磨邊機配套中心儀為例,將“(2)”中打好印點的右眼鏡片凸面朝上放置在中心儀的刻度面板上,箭頭所在鏡片部位在上方,通過視窗進行觀察。由“(1)”中分析計算得知,右眼鏡片需向外移心1.5mm,即在中心儀上向左移心1.5mm。轉動中線調節螺絲,使紅色中線向左偏離垂直中心線1.5mm,移動鏡片,使鏡片的光學中心即中間印點與紅色中線相重合,同時保證鏡片的水平基準線與中心儀刻度面板的水平線平行,此時刻度面板中心所對的鏡片位置即為鏡片的加工中心(如圖2所示)。操作壓桿,將吸盤座連同吸盤轉至面板中心位置,按下壓桿,將吸盤粘附在鏡片的加工中心位置上。
同理,對左眼鏡片移心上盤,左眼鏡片也需向外移心1.5mm,即在中心儀上向右移心1.5mm(如圖3所示)。
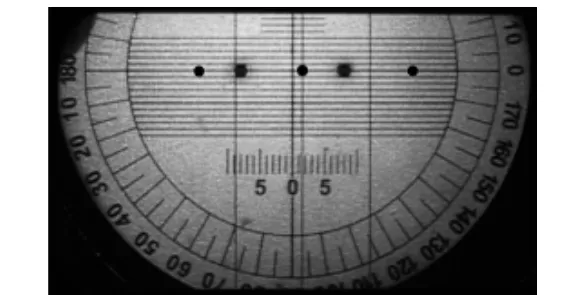
圖3 左眼鏡片向外移心1.5mm
方法2:
(1)確定移心量和方向
“方法2”只需計算出所選鏡架要滿足的瞳距要求、鏡片需要的移心量及方向。鏡架幾何中心距49+17=66 mm>瞳距61 mm,所以需向內移心,所需移心量X2=(49+17-61)/2=2.5mm。
(2)使用焦度計確定鏡片加工基準點和水平基準線
由于該加工方法是產生特定棱鏡度所需的移心在焦度計上完成,所以在焦度計上確定鏡片加工基準點和水平基準線的操作與單光鏡片有所不同。打開焦度計,設置棱鏡表示菜單為X-Y,將右眼鏡片凹面向下放置于焦度計測量支架上,移動鏡片臺及鏡片,待屏幕上顯示的球鏡度、柱鏡度及軸位、棱鏡度及基底方向與處方一致(如圖4所示),用打點器在右眼鏡片上印點,中間點為鏡片的加工基準點,三印點所確定的直線為加工水平基準線。平移取下鏡片,在三印點下方畫一個指向鼻側的水平箭頭,箭頭所在為鏡片上方,并寫上“R”。
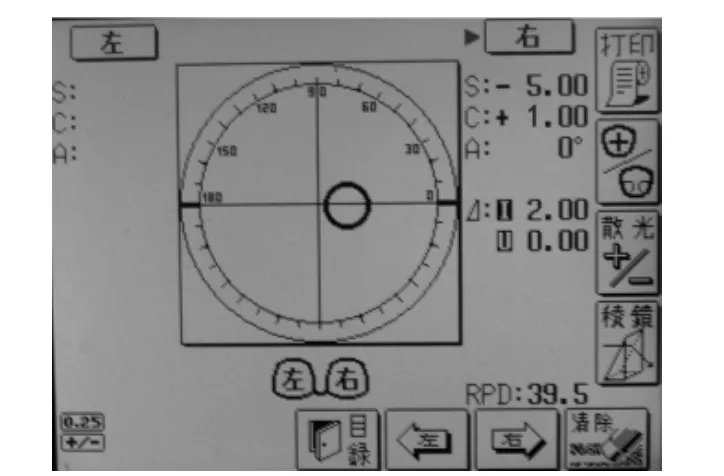
圖4 焦度計確定2△ BI右眼鏡片加工基準點和水平基準線
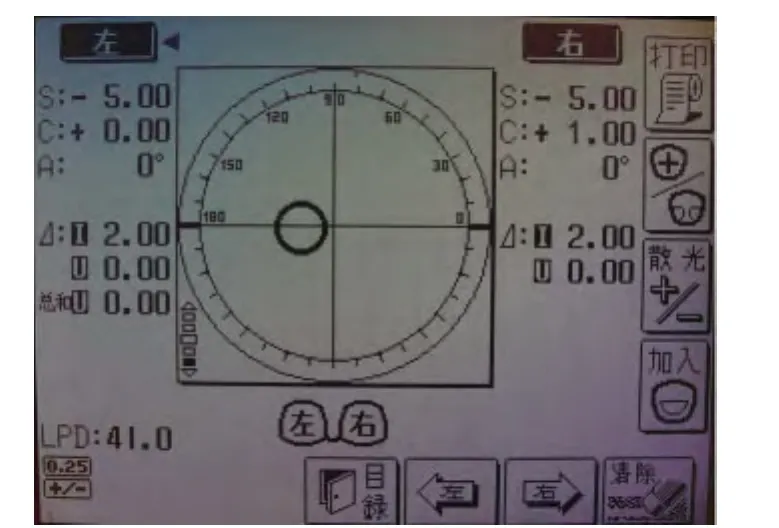
圖5 焦度計確定2△ BI左眼鏡片加工基準點和水平基準線
將焦度計的鼻托架向右撥,放置左眼鏡片于焦度計測量支架上,移動鏡片臺及鏡片,待屏幕上顯示的左片的球鏡度、柱鏡度及軸位、棱鏡度及基底方向與處方一致(如圖5所示),用打點器在鏡片上印點,平移取下鏡片,在三印點下方畫一個指向鼻側的水平箭頭,箭頭所在為鏡片上方,并寫上“L”。若所使用焦度計無鼻托架結構,則移動鏡片光心至屏幕顯示與處方所需棱鏡底向相反的點,即屏幕顯示2△BO(如圖6所示)。
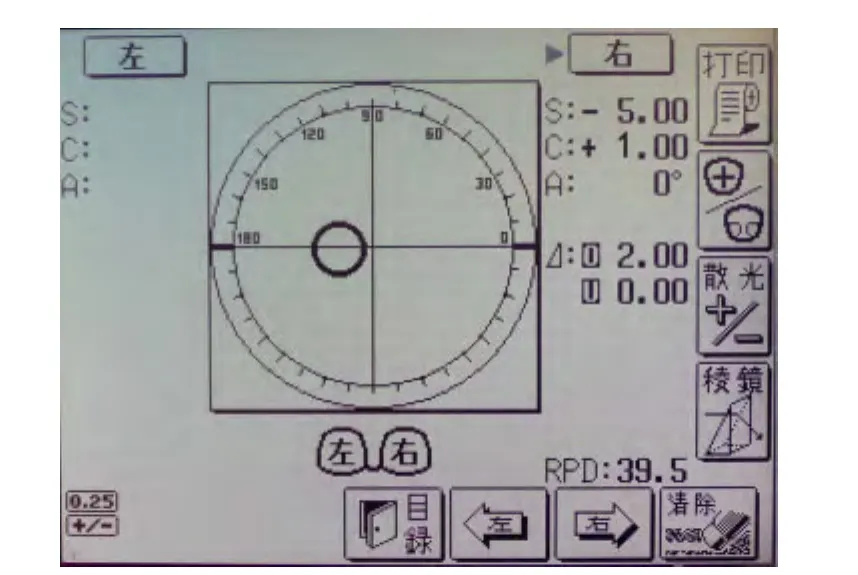
圖6 無鼻托架焦度計確定2△ BI左眼鏡片加工基準點和水平基準線
(3)中心儀移心上盤
將“(2)”中打好印點的右眼鏡片凸面朝上放置在中心儀的刻度面板上,箭頭所在鏡片部位在上方,通過視窗進行觀察。由“(1)”中分析計算得知,右眼鏡片需向內移心2.5mm,即在中心儀上向右移心2.5mm。轉動中線調節螺絲,使紅色中線向右偏離垂直中心線2.5mm,移動鏡片,使鏡片的基準點即中間印點與紅色中線相重合,同時保證鏡片的水平基準線與中心儀刻度面板的水平線平行,此時刻度面板中心所對的鏡片位置即為鏡片的加工中心(如圖7所示)。操作壓桿,將吸盤座連同吸盤轉至面板中心位置,按下壓桿,將吸盤粘附在鏡片的加工中心位置上。
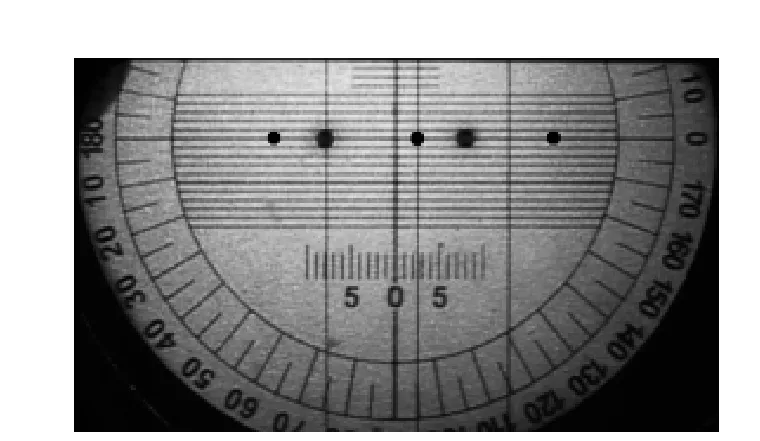
圖7 右眼鏡片向內移心2.5mm
同理,對左眼鏡片移心上盤,左眼鏡片也需向內移心2.5mm,即在中心儀上向左移心2.5mm(如圖8所示)。
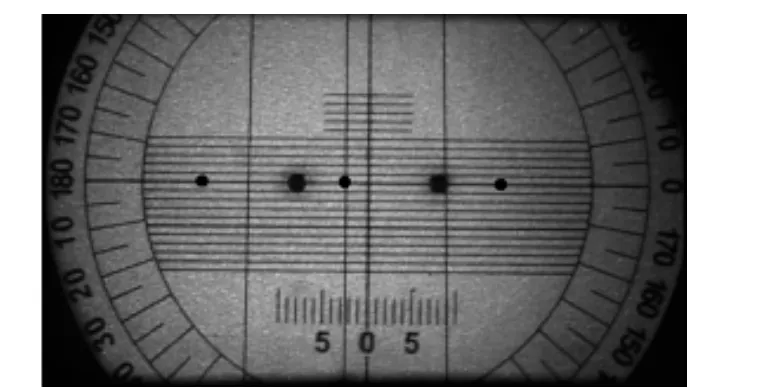
圖8 左眼鏡片向內移心2.5mm
4 總結
確定棱鏡度鏡片加工中心的兩種方法各有其優缺點。其中,“方法1”中兩類移心的效果疊加,在中心儀上完成,操作相對簡單,對自動焦度計使用要求相對較低,適合初學棱鏡眼鏡加工者采用。但其計算相對繁瑣,對加工師的眼鏡光學知識要求較高,移心方向容易弄反,尤其散光眼鏡更為復雜;同時,計算精度要求到mm,計算結果在許多情況下都有小數位,所以并無多大臨床價值。“方法2”利用自動頂焦度計直接確定鏡片上含有處方所需棱鏡的點,加工時將此點和瞳孔中心重合即可,棱鏡定位簡便,無需復雜計算。但要求焦度計使用熟練,且鏡片上下方向不能顛倒,否則會造成棱鏡底向反轉,對初學棱鏡眼鏡加工者而言易混淆,不宜采用。但對于一般加工師,采用“方法2”制作棱鏡眼鏡,直觀且計量準確。
實際工作中,兩種方法都要注意鏡片上下方向與移心方向匹配問題以及與模板放置方向一致問題,因為棱鏡眼鏡的加工要兼顧棱鏡度和基底方向兩個方面,不似散光鏡片可以上下顛倒180°加工。個人體會,使用焦度計時靠近鏡片臺為鏡片下方,這樣操作時屏幕顯示棱鏡底向與處方一致(無鼻托架結構的焦度計左片除外),但要切記取下打好印點的鏡片后及時標記鏡片上下、左右和鼻顳側方向。中心儀上放置鏡片和磨邊機上安裝模板方向一致,即鏡片凸面朝上且鏡片上部于上方放置在中心儀上,模板正面朝外(即遠離磨邊機)且上部朝上安裝在磨邊機上,這樣便于中心儀上移心上盤,只需掌握“內移:右片右移左片左移;外移:右片左移左片右移”,避免造成移心方向反向的錯誤。
綜上所述,對于棱鏡眼鏡的制作,加工師要熟練掌握棱鏡的基礎光學知識和棱鏡眼鏡加工的基本原理,在此基礎上兼顧各加工環節左右鏡片的上下位置確定、棱鏡度的設置、模板安裝方向之間的匹配。只要方法正確,操作規范,即可加工出一副符合配裝眼鏡國家標準要求的合格棱鏡眼鏡。
