水下濕法自保護(hù)藥芯焊絲焊接成型氣孔產(chǎn)生機(jī)理研究
2014-06-07 05:53:07鮑曉明張曉宇
長春工業(yè)大學(xué)學(xué)報 2014年1期
鮑曉明, 張曉宇*, 郭 寧
(1.長春工業(yè)大學(xué)材料科學(xué)與工程學(xué)院,吉林長春 130012;2.山東省科學(xué)院海洋儀器儀表研究所,山東青島 266000)
水下濕法自保護(hù)藥芯焊絲焊接成型氣孔產(chǎn)生機(jī)理研究
鮑曉明1, 張曉宇1*, 郭 寧2
(1.長春工業(yè)大學(xué)材料科學(xué)與工程學(xué)院,吉林長春 130012;2.山東省科學(xué)院海洋儀器儀表研究所,山東青島 266000)
采用自制水下濕法藥芯焊絲以及水下自動焊接系統(tǒng),通過不同焊接參數(shù)下的焊縫成形對比,研究了水下濕法焊接氣孔產(chǎn)生的機(jī)理。分析了焊接工藝參數(shù)對水下濕法焊接氣孔產(chǎn)生的影響規(guī)律,確定了水下濕法焊接氣孔控制的最佳工藝參數(shù)范圍。結(jié)果顯示,在焊縫宏觀表面成形質(zhì)量較好以及焊接過程穩(wěn)定的工藝參數(shù)范圍內(nèi),隨著送絲速度(電流)的增加和焊接速度的增加,產(chǎn)生氣孔的幾率也隨之增加;隨著電壓參數(shù)的提高,干伸長參數(shù)數(shù)值增加,產(chǎn)生氣孔的幾率減少;焊槍擺動速度參數(shù)過大或者過小都會使產(chǎn)生氣孔的幾率增加。
水下焊接;自保護(hù)藥芯焊絲;工藝參數(shù);氣孔
0 引 言
21世紀(jì)被稱為海洋世紀(jì),水下焊接在海洋工程建設(shè)中起著重要的作用,而大量的海洋施工工程對水下焊接技術(shù)提出了越來越高的要求,簡單、經(jīng)濟(jì)且滿足“合于使用”原則的水下焊接技術(shù)得到發(fā)展[1]。水下焊接技術(shù)作為海洋工程裝備加工制造與在役維護(hù)維修的重要手段和支撐技術(shù),已經(jīng)成為海洋資源開發(fā)和海洋工程不可缺少的基礎(chǔ)和支撐[2]。
水下濕法焊接時被焊部件和焊槍直接暴露在水下環(huán)境中,電弧的形成、燃燒是在水中完成的[3]。水下濕法焊接與水下干法焊接相比具有高效率、低成本的優(yōu)點(diǎn)[4],所以水下濕法焊接是現(xiàn)在世界各國在水下焊接方面重點(diǎn)研究的方法。藥芯焊絲的出現(xiàn)和發(fā)展適應(yīng)了水下濕法焊接生產(chǎn)向高效率、低成本、高質(zhì)量、自動化和智能化方向發(fā)展的趨勢。而且應(yīng)用藥芯焊絲進(jìn)行深水焊接時采用藥芯焊絲,其金屬與藥粉的配合在熱量上更為有效,加入的焊藥能有效地改善電弧電離條件并促進(jìn)金屬過渡的穩(wěn)定,其焊接效率也有明顯的提高[5],而且藥芯焊絲還有許多勝于手工藥皮焊條焊接和實(shí)心焊絲氣體保護(hù)焊的優(yōu)點(diǎn)[6-7],所以藥芯焊絲在水下濕法焊接應(yīng)用的越來越廣泛。而自保護(hù)藥芯焊絲是在沒有外加氣體保護(hù)的一種焊接材料,由于其自己產(chǎn)生保護(hù)氣體,受外界影響較小,而自保護(hù)藥芯焊絲在水下濕法焊接方面與外加氣體保護(hù)的氣體保護(hù)焊相比其成型機(jī)制更適合水下焊接,故其在水下焊接方面應(yīng)用的越發(fā)廣泛[8]。但是,自保護(hù)藥芯焊絲由于焊接過程中造氣劑位于焊絲內(nèi)部,使焊接過程中內(nèi)部氣體壓力過大,將金屬熔滴推向外側(cè),其產(chǎn)生的氣體不會有效地包圍金屬熔滴,使由于焊接而產(chǎn)生的氣體很容易侵入焊接區(qū),導(dǎo)致很容易產(chǎn)生氣孔[8]。
文中在自主研發(fā)的自保護(hù)藥芯焊絲基礎(chǔ)上,通過不同參數(shù)的水下濕法自保護(hù)藥芯焊絲焊接實(shí)驗(yàn)得知不同參數(shù)對氣孔產(chǎn)生的原因,從而優(yōu)化水下濕法自保護(hù)藥芯焊絲焊接技術(shù),獲得最佳的焊接工藝,從而提高焊接質(zhì)量,減少氣孔的出現(xiàn)幾率。
1 實(shí)驗(yàn)設(shè)備、材料和方法
1.1 實(shí)驗(yàn)設(shè)備
本實(shí)驗(yàn)是在自動水下濕法自保護(hù)藥芯焊絲焊接系統(tǒng)內(nèi)完成。由于本實(shí)驗(yàn)所采用的焊接焊絲為自主研發(fā)的水下專用自保護(hù)藥芯焊絲(直徑1.6mm),故實(shí)驗(yàn)設(shè)備還有焊絲制備機(jī)。本實(shí)驗(yàn)還采用DX51光學(xué)顯微鏡及其配套金相觀察軟件SPOT對焊接實(shí)驗(yàn)后的試件進(jìn)行宏觀照片分析,切、磨、拋光顯微鏡。
1.2 實(shí)驗(yàn)材料
焊接試板為E40鋼,厚度為14mm。因?yàn)楸緦?shí)驗(yàn)焊絲均為自制,故實(shí)驗(yàn)材料還有直徑8.3mm的冷軋鋼帶以及制作焊絲各種原材料。進(jìn)行藥芯焊絲的制備時,首先應(yīng)該接通380V供電電源且保證設(shè)備可靠接地,啟動焊絲機(jī),準(zhǔn)備好填充藥粉。當(dāng)裝配帶材和初次碾尖時,應(yīng)將寬度為8.3mm冷軋鋼帶軋制成較規(guī)則的U形且端頭略呈尖狀,依次穿過拔絲機(jī)的拉拔機(jī)構(gòu),準(zhǔn)備制作焊絲。
將上述的U形帶通過直徑為2.7mm的拔絲模,將寬度為8.3mm冷軋鋼帶初軋成直徑為2.7mm的藥芯焊絲,由于水下焊接特殊性,藥芯焊絲長度盡量長一些,避免不必要更換,向料斗中添加藥粉時,保證加粉速度均勻,拔絲的變頻頻率盡量不超過26Hz。
將剩余直徑為2.7mm的焊絲拉成直徑為2.5mm的焊絲,焊絲纏繞拔絲桶前通過拔絲模時,利用肥皂潤滑,減少拔絲阻力。
重復(fù)上述實(shí)驗(yàn),依次將藥芯焊絲分別拉成直徑為2.3,2.0,1.8,1.7,1.6mm的焊絲。拉絲過程中,當(dāng)拔絲模低于2.0mm時,焊絲容易拔斷,所以注意拔絲頻率不要太快。
將直徑為1.7mm的焊絲拉成直徑為1.6mm的焊絲時,出拔絲模時要利用抹布蘸取丙酮或酒精等揮發(fā)性有機(jī)溶液擦拭焊絲,除去鋼帶表面鐵銹和油污。
以上試驗(yàn)完成后,將所拔成的焊絲歸類并貼上標(biāo)簽,供以后使用,同時剪掉10mm長焊絲,以便測量所制作焊絲填粉率。
關(guān)閉焊絲機(jī),開始進(jìn)行工藝性試驗(yàn)。
除了試板和制作焊絲所用的材料之外,還有氧氣(高壓瓶裝),冷卻用水,各種型號金相砂紙。拋光劑、浸蝕液(3%硝酸酒精溶液)、丙酮、無水酒精、酒精棉球、拋光棉布這些用于對試樣制備及金相觀察所用的輔助材料。
1.3 試驗(yàn)方法
通過自動水下焊接系統(tǒng)對試樣進(jìn)行平板堆焊,焊接之前用磨光輪對試樣進(jìn)行打磨,除去表面的鐵銹和油污,露出新鮮金屬面,消除氧化膜和銹點(diǎn)。然后將試件放入水箱底部通過調(diào)節(jié)不同的工藝參數(shù)來進(jìn)行堆焊實(shí)驗(yàn)。通過不同的焊接工藝參數(shù)進(jìn)行對比實(shí)驗(yàn)。文中通過大量的實(shí)驗(yàn)確定了焊縫宏觀表面成形質(zhì)量較好以及焊接過程穩(wěn)定的工藝參數(shù)的范圍,本實(shí)驗(yàn)參數(shù)均在此范圍之內(nèi),見表1。
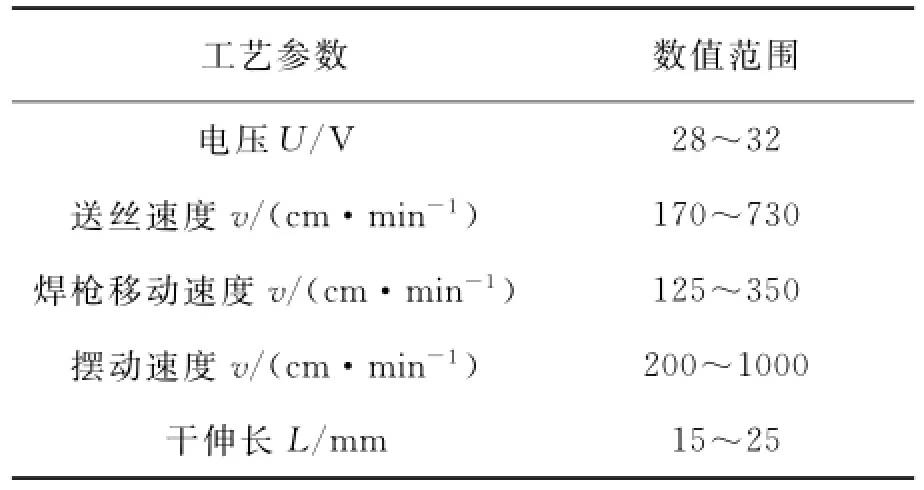
表1 焊接工藝參數(shù)范圍
焊接結(jié)束后進(jìn)行試樣的切割、制備以及顯微鏡觀察,具體操作流程如下:
1)取樣。試樣可用切割機(jī)沿垂直焊縫方向切下寬10mm的試件,確定好焊縫位置后再截取所需的方形試樣,尺寸在10~20mm之間以便于磨試樣。
2)磨制。截取或者選擇好的試樣,首先應(yīng)該經(jīng)砂輪粗磨,為下一道砂紙的磨制做好準(zhǔn)備。磨制過程中需用水冷卻,使金屬組織不因受熱而變化。用砂紙磨制時,依次用水砂240#,400#,600#,800#進(jìn)行磨制,然后運(yùn)用金相砂紙W10,W7進(jìn)行精磨。
3)拋光。細(xì)磨后的試樣需要進(jìn)一步拋光,目的是去除細(xì)磨時留下的細(xì)微磨痕而獲得光亮的鏡面,本實(shí)驗(yàn)采用機(jī)械拋光,即利用裝有尼綸的拋光機(jī),配合金剛石磨料進(jìn)行粗拋,時間大約為2~10min,然后進(jìn)行細(xì)拋,用裝有纖維均勻的絲絨拋光機(jī),去除水漬和雜物,為腐蝕做準(zhǔn)備。
4)腐蝕。進(jìn)行腐蝕前,最好先用低倍光學(xué)顯微鏡觀察一下試樣劃痕數(shù)量,以決定是否返工。腐蝕時,本次試驗(yàn)使用的腐蝕劑為3%的硝酸酒精溶液,腐蝕方法為將腐蝕液均勻滴在試樣拋光面上,停留10~15s后,迅速放在流水下沖洗5~10s中,而后用酒精擦拭,除盡溶液,然后用吹風(fēng)機(jī)吹干試件。
5)觀察試樣。試樣腐蝕好后,先放到低倍鏡(50倍)下拍下試樣宏觀照片。
2 實(shí)驗(yàn)結(jié)果與分析
2.1 氣孔的形態(tài)和特征
2.1.1.H氣孔
對于低碳鋼,H氣孔大多數(shù)出現(xiàn)在焊縫表面,氣孔斷面呈螺旋狀,內(nèi)壁光滑,在焊縫表面呈喇叭狀開口。
H氣孔是在潔凈過程中形成的,在相鄰樹枝晶的凹陷最深處產(chǎn)生,浮出困難。但是氫又具有較大的擴(kuò)散能力,極力掙脫現(xiàn)成表面,上浮逸出,兩者綜合作用產(chǎn)生的結(jié)果是形成了喇叭口形的表面氣孔。
2.1.2.N氣孔
N氣孔形成機(jī)理大致與H氣孔相似,躲在焊縫表面,大多數(shù)情況下成堆出現(xiàn)。焊接生產(chǎn)中由N引起的氣孔較少。
2.1.3.CO氣孔
各種結(jié)構(gòu)鋼中均含有碳,焊接時將引起如下冶金反應(yīng)而產(chǎn)生大量CO:

CO氣體不溶于鋼,在熔池處于高溫時,可以氣泡形式從熔池中逸出,不會形成氣孔。但在熔池凝固階段,一方面由于成分偏析使液相中局部區(qū)域[FeO]和[C]含量提高,促使CO生成。另一方面,溫度降低,金屬熔池粘度加大,在快速結(jié)晶下CO來不及逸出變成氣孔。
CO氣孔沿結(jié)晶方向分布,象條蟲狀臥伏在焊縫內(nèi)部。
2.2 焊接電弧以及送絲電壓的影響
首先研究水下焊接電弧電壓和送絲電壓(焊接電流)對氣孔的影響,焊接送絲速度變化范圍是170~730cm/min,電弧電壓變化范圍是28~32V,擺動速度400mm/min,焊槍移動速度175mm·s-1,干伸長20mm,柱狀圖(0位置代表無氣孔,1位置代表有氣孔)以及宏觀金相照片分別如圖1和圖2所示。
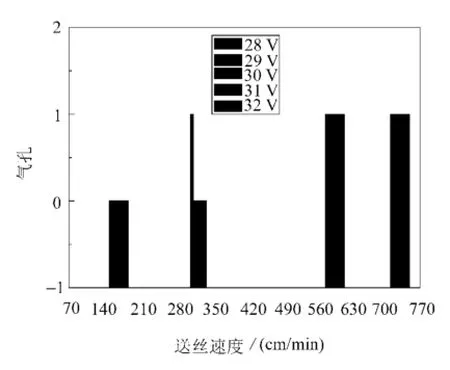
圖1 電弧電壓和送絲電壓對氣孔的影響


圖2 不同工藝參數(shù)的金相照片
圖2(a)和(b)分別為電壓28V和29V在送絲速度330cm/min,擺動速度400mm/min,焊槍移動速度175mm/min,干伸長20mm時的金相照片。(c)和(d)為送絲速度170cm/min和730cm/min在焊接電壓31V,擺動速度400mm/min,焊槍移動速度175mm/min,干伸長20mm時的金相照片。其余不同焊接電壓與焊接電流所產(chǎn)生氣孔的形貌大致都與(a)和(d)相似,由焊接氣孔形貌分析可知,所產(chǎn)生的氣孔均為H氣孔。
由圖1可以看出,隨著電流(送絲速度)的增大,會產(chǎn)生氣孔,出現(xiàn)這種情況是由于以下幾點(diǎn)原因:
1)隨著電流的增大,電弧溫度和熔滴溫度升高,金屬表面因蒸發(fā)而引起的氣體-金屬表面氫分壓升高,使熔滴含氫量隨著焊接電流的增大而增大,因此氫的溶解度升高。而電流越大,熔池融化的就越快,而水在高溫電弧的作用下會分解并產(chǎn)生氫,氫在高溫時也易熔于熔池金屬中,隨后,當(dāng)熔池冷凝結(jié)晶時,氫在金屬中的溶解度急速下降,而在水中熔池冷凝速度快,析出的氫來不及從熔池中逸出,就容易引起焊縫金屬產(chǎn)生氣孔。
2)過渡頻率增加,也就是熔滴兩次過渡的時間減少,熔滴與水之間的相互作用時間短,但是短時間相互作用而產(chǎn)生的氫由于水下冷凝速度快可能不能及時逸出。
3)電流越大,焊絲的送絲速度也就越大,即單位時間內(nèi)有更多的焊絲通過電弧區(qū),與水相互作用產(chǎn)生的氫含量會增大,而且電流增大時,會使熔池尺寸變小,熔滴變細(xì),比表面積增大,高溫下有利于吸收更多的H,會增大氣孔傾向。過大的電流還使被焊母材表面形成氧化膜,更加惡化了熔池中氣體逸出的條件,同時熔滴中的夾雜物數(shù)量也很多,而且尺寸大,對熔池中氣體逸出阻礙作用也就越大,所以更容易產(chǎn)生氣孔。過大的焊接電流還會使電弧產(chǎn)生不穩(wěn)定的現(xiàn)象,也導(dǎo)致焊縫產(chǎn)生氣孔。
從圖1還可以看出,隨著電壓的增大對電流的適應(yīng)性要比低電壓時強(qiáng)。提高電弧電壓,一方面能夠提高電弧溫度和熔滴溫度,在水中的冷凝時間也就越長,有利于氣體的逸出。另一方面焊接電弧弧長增長,熔滴過渡時間增長,熔氫量增大,以及熔滴排斥過渡的傾向增大,電弧穩(wěn)定性變差,所以H氣孔產(chǎn)生的幾率也增大。焊接電壓在28V,接送絲電壓(電流)在6V時會產(chǎn)生氣孔,這是由于低電壓與低電流導(dǎo)致熱輸入過小,從而電弧也就越不穩(wěn)定,所以產(chǎn)生了氣孔。
2.3 水下焊接焊槍移動速度的影響
焊槍移動速度對產(chǎn)生氣孔的影響實(shí)驗(yàn)是在電壓31V,焊接送絲速度330cm/min,擺動速度400mm/min,干伸長20mm下進(jìn)行的。柱狀圖(0位置代表無氣孔,1位置代表有氣孔)以及宏觀金相照片分別如圖3和圖4所示。
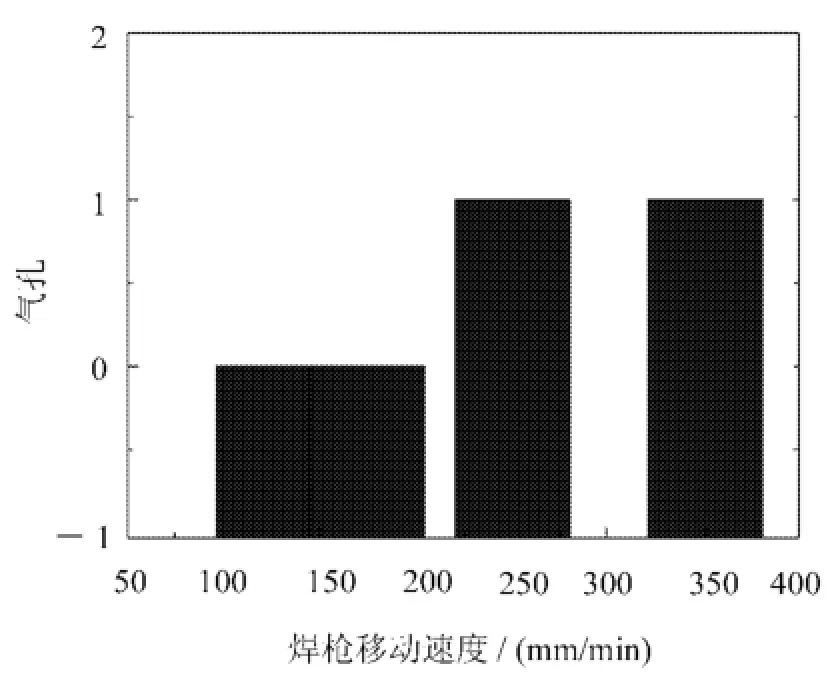
圖3 焊槍移動速度對水下焊接產(chǎn)生電流的影響

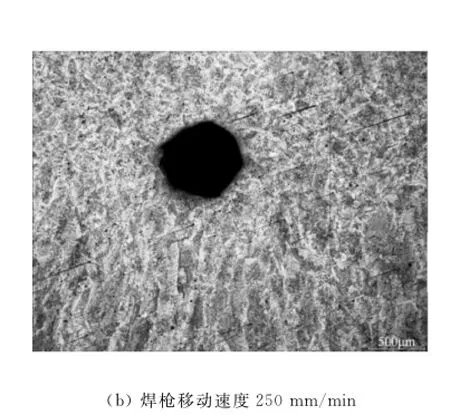
圖4 不同焊槍移動速度的金相照片
圖4為焊槍移動速度175mm/min和250mm/min在電壓31V,送絲速度330cm/min,擺動速度400mm/min,干伸長20mm時的宏觀金相照片。由圖4(b)以及氣孔形貌綜合來看,可知所產(chǎn)生的氣孔為H氣孔。
由圖2可以看出,隨著焊槍移動速度增大會產(chǎn)生氣孔。產(chǎn)生這樣的原因是焊槍移動速度過快,焊接時產(chǎn)生的氣泡越不穩(wěn)定,而且由圖5可知,焊槍移動速度過快,也就是焊接速度加快,功率不變時,結(jié)晶速度也加快,熔池中的氫不能及時地逸出,從而產(chǎn)生氣孔。
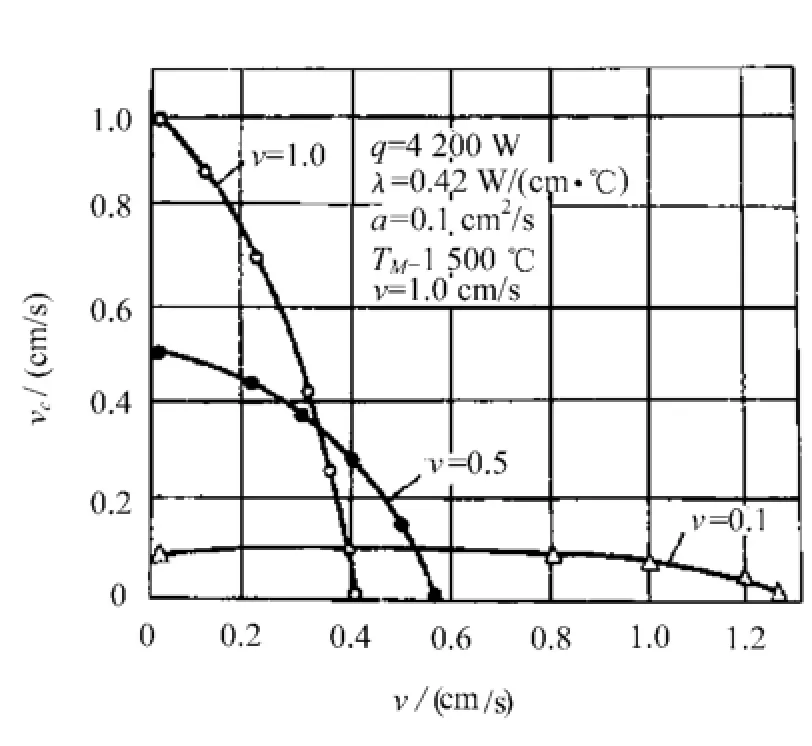
圖5 焊接速度對晶粒成長平均線速度的影響
2.4 水下焊接擺動速度的影響
擺動速度對產(chǎn)生氣孔的影響試驗(yàn)在電壓31V,焊接送絲速度330mm/min,焊槍移動速度175mm/min,干伸長20mm下進(jìn)行的。柱狀圖(0位置代表無氣孔,1位置代表有氣孔)以及宏觀金相照片分別如圖6和圖7所示。
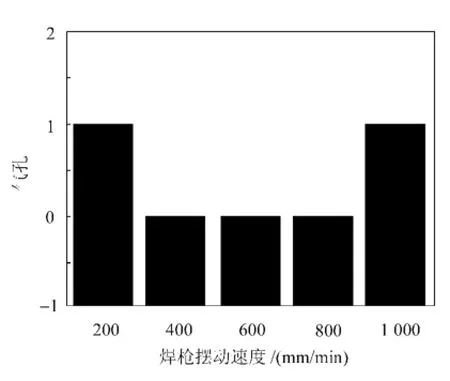
圖6 焊槍擺動速度對產(chǎn)生氣孔的影響
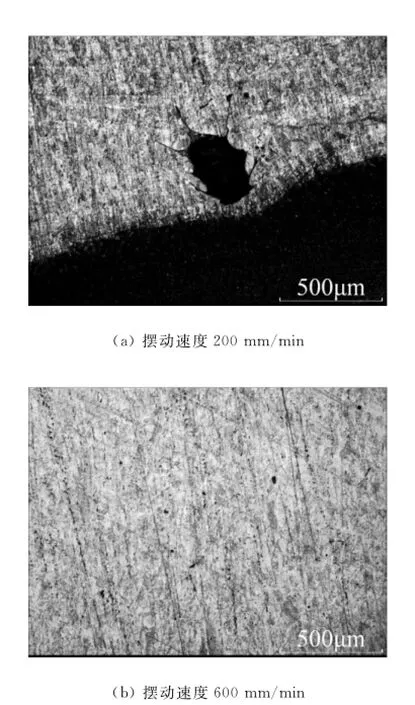
圖7 不同擺動速度金相照片
圖7為擺動速度200mm/min和600mm/min在電壓31V,焊接送絲速度330mm/min,焊槍移動速度175mm/min,干伸長20mm時的宏觀金相照片。由圖7(a)以及氣孔形貌綜合來看,可知所產(chǎn)生的氣孔為H氣孔。
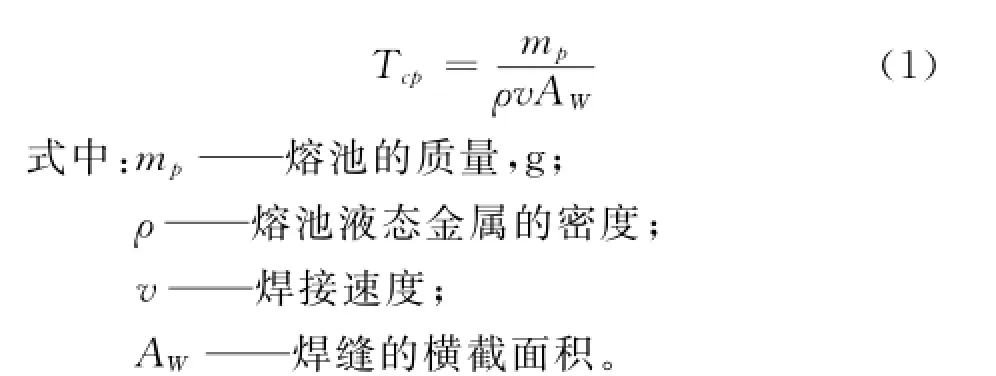
由圖3可以看出,擺動速度過小以及過大時,都會產(chǎn)生氣孔。當(dāng)擺動速度過低時,單位熔池區(qū)域內(nèi)的填充金屬增多,由式(1)可知,單位區(qū)域內(nèi)的熔池的存在時間與填充金屬的質(zhì)量是成正比的。水與熔池會產(chǎn)生越來越多的水氣泡,通過電弧的電離作用而產(chǎn)生大量的H,在水中熔池的冷卻速度相對較快,而H隨著熔池溫度的降低,溶解度與水作用的時間會增強(qiáng),會產(chǎn)生大量的H,而由于熔池存在的時間增長會溶解大量的H,由于水下熔池冷凝結(jié)晶速度快,會有H來不及逸出,故較容易產(chǎn)生氣孔。而焊槍擺動速度過大會導(dǎo)致焊接時產(chǎn)生的氣泡會隨擺動速度的增大而越來越不穩(wěn)定,而且水下冷凝速度快,這就使產(chǎn)生的H不能正常的逸出,即容易產(chǎn)生氣孔。
2.5 干伸長的影響
干伸長對氣孔產(chǎn)生的影響試驗(yàn)是在電壓31V,送絲速度330cm/min,焊槍移動速度175mm/min,焊槍擺動速度400mm/min下進(jìn)行的,柱狀圖(0位置代表無氣孔,1位置代表有氣孔)及宏觀金相照片分別如圖8和圖9所示。
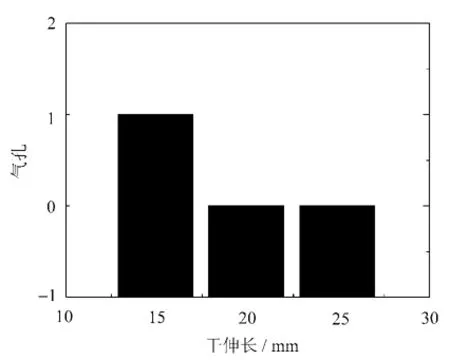
圖8 干伸長對氣孔產(chǎn)生的影響
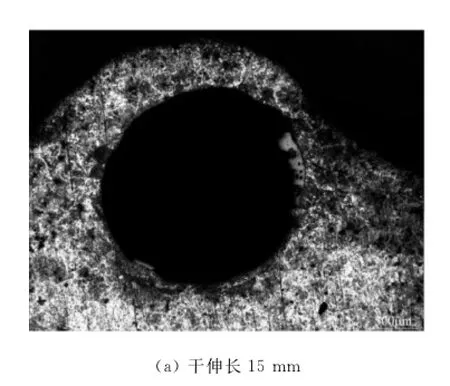

圖9 不同干伸長的宏觀金相照片
圖9為干伸長15mm和20mm在電壓31V,送絲速度330cm/min,焊槍移動速度175mm/min,焊槍擺動速度400mm/min時的宏觀金相照片。由圖9(a)以及氣孔形貌綜合來看,可知所產(chǎn)生的氣孔為H氣孔。
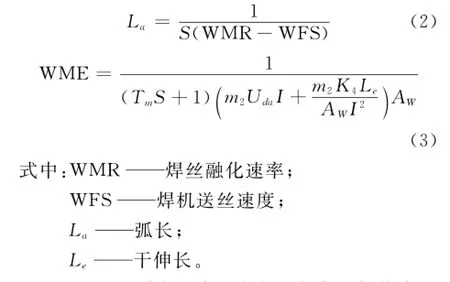
當(dāng)干伸長的長度過低時會產(chǎn)生氣孔。當(dāng)干伸長長度太短時,對藥芯的預(yù)熱作用差,藥粉的保護(hù)作用欠佳。由式(2)和式(3)可知,電弧長與干伸長成正比,電弧長短也就是說電壓小,電壓過小會引起電弧不穩(wěn)定,綜合以上兩點(diǎn),所以會產(chǎn)生氣孔。當(dāng)然,干伸長度不能過長,否則會使熔滴存在于電弧區(qū)的時間過長以致吸收更多的H。
通過以上分析可知,從防止在水下焊接產(chǎn)生氣孔的角度出發(fā),焊接工藝參數(shù)的最佳取值范圍為焊接送絲速度(電流)330~600cm/min,焊接
電壓29~31V,焊槍移動速度125~175mm/min,焊槍擺動速度400~800mm/min,干伸長20~25mm。
3 結(jié) 語
自保護(hù)藥芯焊絲在水下濕法焊接中由于其受外部影響小而被越來越廣泛的應(yīng)用。焊接工藝參數(shù)對水下濕法自保護(hù)藥芯焊絲氣孔的形成是有影響規(guī)律的,即隨著電流的增大,氣孔產(chǎn)生趨勢增大。隨著電弧電壓的增大,氣孔產(chǎn)生的趨勢減小。焊接工藝參數(shù)選擇范圍是接送絲電壓(電流)為6~9V,焊接電壓為29~31V,焊槍移動速度為125~175..m·s-1,焊槍擺動速度為5~9mm·s-1,干伸長為20~25mm。通過改進(jìn)焊接工藝參數(shù)來減少自保護(hù)藥芯焊絲在水下濕法焊接中產(chǎn)生氣孔的缺陷,對今后的水下焊接自動化奠定了實(shí)驗(yàn)基礎(chǔ)。
[1]劉桑,鐘繼光,張彤,等.藥芯焊絲水下焊接方法的研究[J].南昌大學(xué)學(xué)報:工科版,2000(2):11-12.
[2]韓焱飛,郭寧,張琳琳,等.水下濕法焊接材料研究進(jìn)展[C]//第十六次全國焊接學(xué)術(shù)會議論文摘要集,2011.
[3]史強(qiáng).水下焊接技術(shù)探究[J].產(chǎn)業(yè)與科技論壇,2012(11):24-26.
[4]吳磊,宋紅偉.水下焊接技術(shù)的現(xiàn)狀及發(fā)展趨勢[J].管道技術(shù)與設(shè)備,2012(2):37-39.
[5]楊軻,劉多,郭寧,等.藥芯焊絲水下濕法焊接接頭組織演變研究[C]//第十六次全國焊接學(xué)術(shù)會議論文摘要集,2011.
[6]付星華.水下焊接與切割技術(shù)綜述[J].焊接技術(shù),2000,3(12):2-7.
[7]陳洋.水下濕法焊接技術(shù)在水下工程中的應(yīng)用[J].海洋與大壩,2005(2):65-70.
[8]俞萍,田志凌,潘川,等.自保護(hù)藥芯焊絲焊縫中的氣體[J].焊接學(xué)報,2007(3):67-70.
Mechanism of underwater wet welding self-protection flux cored wire blowhole formation
BAO Xiao-ming1, ZHANG Xiao-yu1*, GUO Ning2
(1.School of Materials Science &Engineering,Changchun University of Technology,Changchun 130012,China;
2.Marine Instrunent Research Institute of Shandong Academy of Sciences,Qingdao 266000,China)
By using underwater self-designed wet flux-cored wire and automatic welding system,we analyze the mechanism of the blowhole formation by comparison the welding formation under different welding parameters.The influences of the parameters on the blowhole formation are studied to determine the optimal margin of the parameters.The results show that within the margin,the macroscopic welding surface is smooth and the welding process is stable.The faster the wire feeding speed(current),the more the blowholes.With the increase of voltage,the dry elongation parameter value will increase but less blowholes are produced.The swing speed of the welding torch may also take the effects on the number of the blowholes.
underwater welding;self-protection flux cored wire;process parameters;blowhole.
TG 456.5
A
1674-1374(2014)01-0001-07
2013-06-26
“863計劃”國家海洋關(guān)鍵技術(shù)(2008AA90921)
鮑曉明(1987-),男,漢族,吉林松原人,長春工業(yè)大學(xué)碩士研究生,主要從事焊接方向研究,E-mail:baoxiaoming2@163.com.*通訊作者:張曉宇(1970-),女,漢族,吉林長春人,長春工業(yè)大學(xué)副教授,博士,主要從事焊接方向研究,E-mail:zhangxiaoyu@m(xù)ail.ccut.edu.cn.
