亞麻/棉混紡紗在渦流紡紗機上的生產實踐
2014-06-21 05:56:20王云俠胡長明祝文斌
浙江紡織服裝職業(yè)技術學院學報 2014年2期
王云俠 胡長明 祝文斌
由于亞麻纖維吸濕散熱、保健抑菌、防污抗靜電、防紫外線、阻燃效果好[1],但可紡性較差;而棉纖維吸濕性強、縮水大、不耐酸、不耐霉菌、阻燃效果差,但衣著舒適對人體無害,可紡性能好。故我公司在引進的4臺日本村田MVS861渦流紡紗機上,利用二亞麻纖維和棉纖維的優(yōu)點,成功開發(fā)出亞麻/棉35/6520tex混紡紗為新產品。由于該類產品具有保護肌體,調節(jié)溫度等天然性能;透氣性、吸濕性、清爽性、柔軟性優(yōu)良,使其成為自由呼吸的紡織品,被稱為“天然空調”,是一種極好的保健面料,被廣泛應用于針織內衣、床上用品等場合,并贏得了國內外廣大消費者的青睞。這種產品不僅提升了人們的生活品質,也給紡織企業(yè)的發(fā)展帶來了新的契機。
1 原料的配比
亞麻/棉混紡紗的亞麻纖維選用國產二級亞麻,棉纖維選用國產二級棉。亞麻纖維和棉纖維的主要物理指標見表1。

表1 亞麻、棉纖維的主要物理指標
由于2種原料在物理性能上有較大差異,棉纖維柔軟度較好可紡性強,而亞麻纖維較粗柔軟度較差可紡性略差[2],而 MVS(噴氣渦流紡紗)因成紗速度高,紡紗原理與傳統(tǒng)的紡紗技術有著本質的區(qū)別,對纖維及粗條的要求也較環(huán)錠紡、氣流紡等其他紡紗方法要高。因此,根據亞麻纖維回潮率和原料特性,并經多次試驗結果,獲得20tex亞麻/棉混紡紗較為合理的混紡比為麻:棉=35∶65,這一混紡比它既能體現(xiàn)麻棉兩種不同纖維的風格特征,又適合于在MVS(噴氣渦流紡紗)上實現(xiàn)高效生產。
2 噴氣渦流紡紗工藝流程
日本村田MVS861渦流紡紗機是世界上最先進的渦流紡紗機之一,其實現(xiàn)了粗紗、細紗、絡筒工序一體化和電腦控制的智能化,最大限度地節(jié)省人力、電力、維修保全等生產運行成本。該機采用四羅拉雙后區(qū)、雙膠圈牽伸形式,彈簧搖架加壓,并配有數字式帶異性纖維檢測功能的電子清紗器,自動接頭小車和AD裝置,VOS系統(tǒng),單錠變頻驅動控制,落棉自動回收和自動排出系統(tǒng),最大紡紗速度可以達到每分鐘450m。
日本村田MVS861渦流紡紗機的紡紗工藝流程如圖1所示。其作用過程為:條桶→導條架→喇叭頭導條器→四羅拉牽伸→渦流紡紗器→輸出羅拉→清紗器→張力羅拉→上蠟裝置→筒子。
噴氣渦流紡紗與其它紡紗技術的不同點在于,棉條自條桶引出,經導條架和喇叭頭導條器,進入四羅拉牽伸裝置,四羅拉按工藝設定的牽倍數牽伸后進入渦流紡紗器,渦流紡紗器是由高速噴嘴在渦流腔內形成高速旋轉負壓氣流場將纖維吸入,牽伸后的紗條自末道羅拉的切點通過旋轉入口。在引力的引導下,纖維依次進入渦流紡紗器的空心錠內,隨著末道羅拉對纖維尾端的釋放,前部纖維形成紗芯,后部纖維被高速旋轉氣流帶動甩向空心錠外緣,形成紗體的外捻纖維,由此內部纖維平行而外部纖維包覆的光潔加捻紗線。紡成的紗經輸出羅拉引出,經清紗器將紗疵去除,再經張力羅拉及上蠟裝置給紗表面上蠟后,被卷繞到筒子上。由于這種渦流紡紗的特殊紡紗原理,使紗線結構更加牢固、不易變形。且使得渦流紡紗線成為短纖紡紗中紗線表面3mm以上“毛羽最少的紗線”。因此,渦流紡紗線可以生產出具有優(yōu)良抗起球和高耐磨性的織物和減少后道工序的故障。
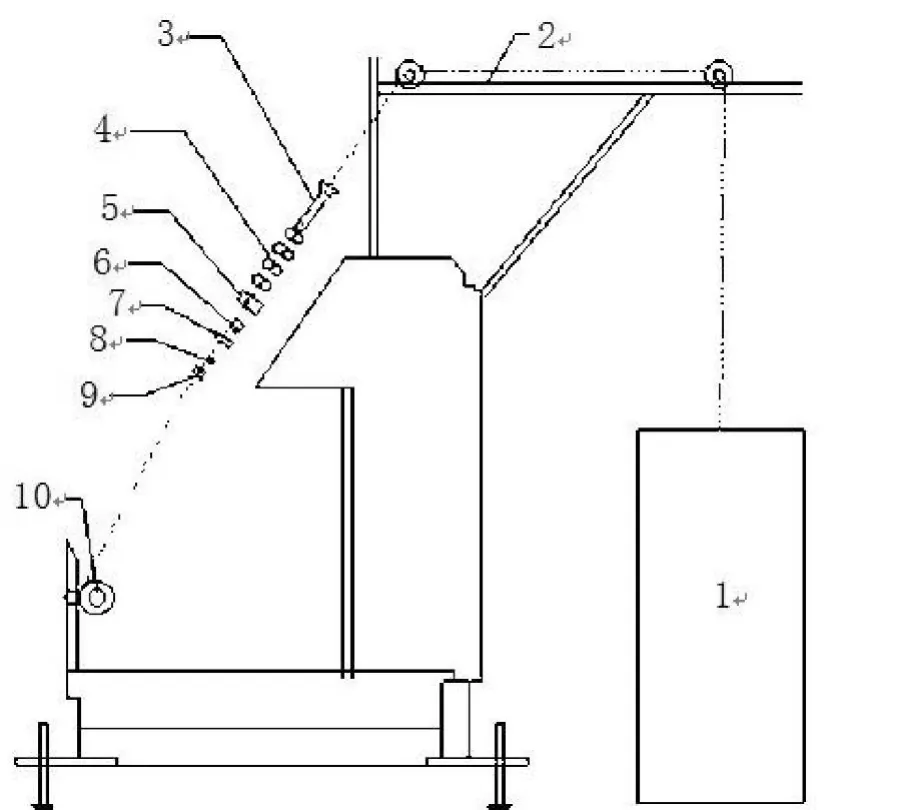
圖1 噴氣渦流紡工藝流程
3 主要工藝參數的設定
3.1 輸出速度
成紗輸出速度低時,紗段在氣流場內停留時間較長,紗線的加拈時間就長,紗線越緊密,強力就高;同時,由于棉纖維整齊度較差,含雜高,故應適當降低輸出速度。但輸出速度低,產量就低,因此,為既保證成紗質量,又能實現(xiàn)高速、高產的目的,取輸出速度為400 m/min。
3.2 喇叭頭導紗器口徑及間距
因麻棉混合纖維棉條的蓬松度適中,但麻纖維的柔軟性較差,纖維偏粗,經試驗喇叭頭導紗器口徑及位置選用如下尺寸效果較好,見圖2。
1)喇叭頭導紗器口徑:7mm
2)喇叭頭導紗器后端至后下羅拉的間距:8mm
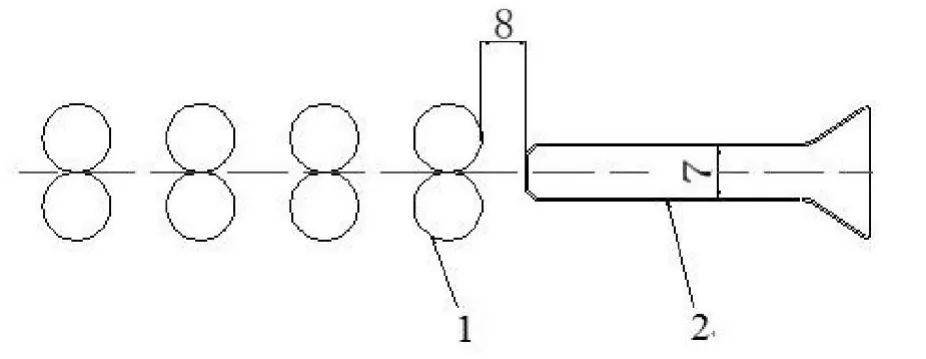
圖2 喇叭頭導紗器口徑及位置
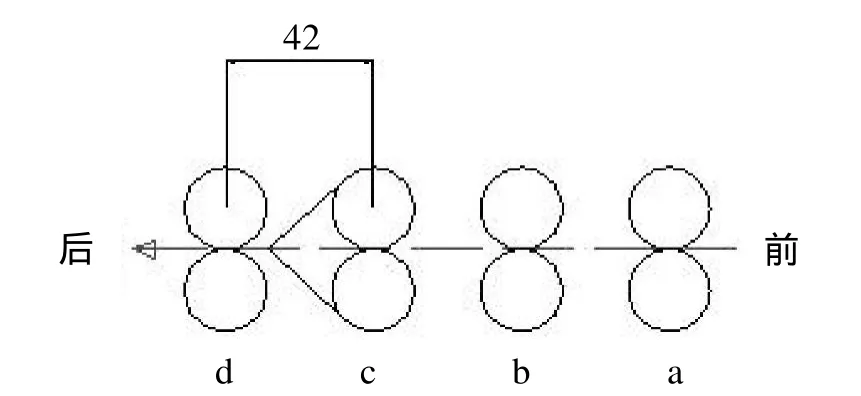
圖3 四羅拉配置
3.3 四羅拉的牽伸倍數設定及皮圈的配置
在生產亞麻/棉35/6520tex混紡紗時,四羅拉牽伸比的配置見表2。
四羅拉采用雙短皮配置如圖3和表3、表4所示。
3.4 前羅拉與渦流紡紗器的間距

表2 四羅拉牽伸比

表3 四羅拉雙短皮配置

表4 羅拉中心距的設定
從前羅拉的切點到渦流紡紗器的距離,是決定MVS紗線物性的重要因素。該距離過大,則纏繞纖維的比例增多,形成柔軟的實捻紗的紗線。但如果過大,則落棉率也會增加。通常該距離設定距離為比平均纖維長度稍短。本產品的前羅拉與渦流紡紗器間距為18~20㎜。
3.5 渦流紡紗氣壓的設定
當壓力設定值過高時,成紗纖維相互纏繞過緊、紗變硬;當壓力設定值過低時,成紗纖維相互纏繞過松、紗變軟。氣壓設定值不變,當車速提高時紗變軟;反之當車速降低時紗變硬。因此,當車速為400 m/min時,氣壓設定為0.55 Mpa。
4 車間溫濕度的控制
因亞麻/棉纖維回潮率高,對生產環(huán)境的要求相對較高,經不斷摸索我們得出:溫度22~30℃,濕度40%~60%,最適合麻/棉纖維混紡的生產。當溫度過高時,產生的熱量可加速機器中電子部件的老化,從而導致機器故障;當溫度過低時,橡膠配件的彈性變差,引發(fā)牽伸問題而影響成紗品質。而在濕度方面,渦流紡紗也有別于環(huán)錠紡紗,渦流紡紗應在較低的濕度環(huán)境下工作,有利于提高成紗質量。
5 成紗質量
亞麻/棉 35/6520tex混紡紗的成紗質量,測試結果如表5所示。
由表5的數據可以看出,亞麻/棉 35/6520tex混紡紗產品質量符合行業(yè)質量標準,適宜于服飾及裝飾面料用紗。
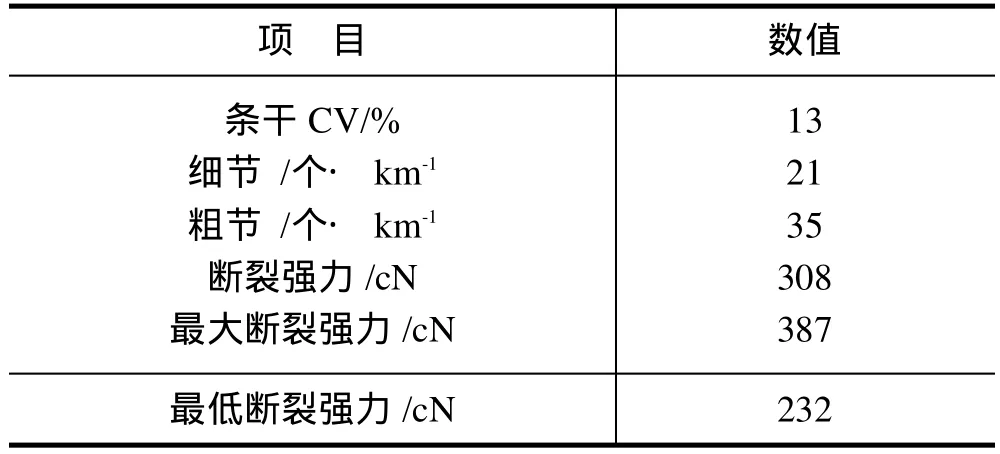
表5 麻/棉 35/6520tex混紡紗檢測質量
6 結束語
我們在利用目前世界最先進的噴氣渦流紡紗機生產亞麻/棉混紡紗過程中,通過反復探索與實踐,取得了一定的經驗。只有根據亞麻纖維和棉纖維的特點,合理配置紡紗工藝,并加強車間溫濕度控制,才能保證紡紗順利進行。生產實踐表明,用日本村田MVS861渦流紡紗機生產亞麻/棉 35/6520tex混紡紗,成紗質量穩(wěn)定,且產量高,提高了企業(yè)的經濟效益。
[1]秦曉,王建明.亞麻/棉 55/45 J19.6tex 紗線的生產實踐[J].現(xiàn)代紡織技術,2009(03):26.
[2]嚴桂香,尹國強.19.7 tex×2 L55/45C亞麻棉混紡紗線的生產[J].紡織科技進展,2005(05):32.
