磨料選擇與船舶除銹質量及成本分析
2014-06-27 02:27:44,
船海工程 2014年2期
,
(泰州口岸船舶有限公司,江蘇 泰州 225321)
噴砂除銹是一種以磨料為介質的清理作業。經過100多年的發展,噴砂清理技術取得了很大的發展,特別是PSPC標準的實施,推動了各大船廠對船舶除銹的重視,磨料也由最初天然礦砂發展到如今的幾百種。
1 典型磨料
常用鋼結構表面除銹磨料根據其來源和材質可分為三大類:天然磨料、人造磨料及爐渣磨料。各類磨料常見品種見表1[1]。
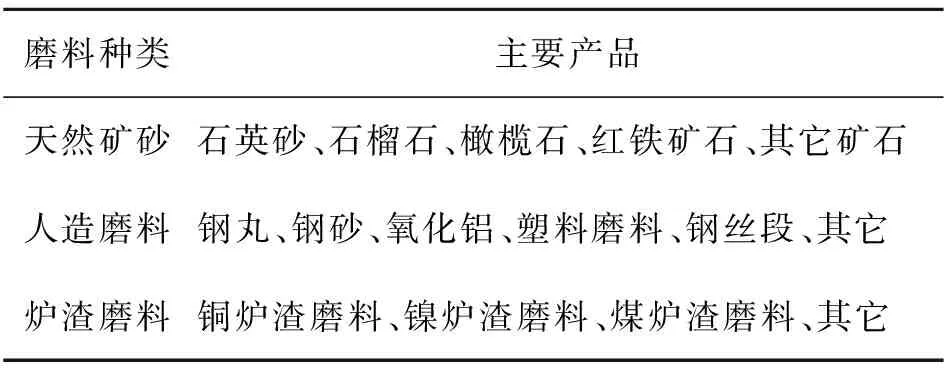
表1 常見磨料品種
1.1 石英砂
石英砂硬度高,經久耐用,價格低廉,獲取方便。在過去100多年來一直在全世界噴砂除銹行業廣泛應用,甚至“噴砂”一詞也由此而得名。但近20年來,石英砂幾乎完全退出行業,因為它帶來的負面影響很明顯。除了對環境造成嚴重的粉塵污染以外,致命的矽肺與長期吸入矽塵有關,還會誘發肺癌。世界各國已經明令禁止使用石英砂,包括禁止用石英砂作磨料噴砂除銹作業。
1.2 爐渣磨料
爐渣磨料是工業性熔煉的廢料,屬于硅酸鋁一類,含鐵高還含有多種堿性金屬。與石英砂相比,其含塵量和游離硅含量較低,對人體和環境影響較小,一段時期內是石英砂很好的代替品。但爐渣脆性很大,容易破碎,作為磨料仍然會產生很大的粉塵,而且除銹效率相對比較低。在PSPC新標準下的灰塵清潔要求遠遠不能保證,一定程度上會加大清潔表面的含鹽份量。根據相關權威性報道和研究報告,爐渣中很有可能含有重金屬和放射性元素,這類物質將在施工中對工人產生極大的身體傷害,目前除了少數露天除銹作業使用外,已經很少有船廠還在使用此類磨料。
1.3 鋼砂
鋼砂是眾多品種的共同稱謂:鑄鋼砂、鋼丸砂、合金鋼砂等,由于硬度相對適中、韌性強、顆粒均勻、顆粒的形狀和大小可以根據需求選擇,更為重要的是可連續反復使用,壽命較長,除銹效率高,重復使用的磨料的除銹效率和新磨料一樣好。在現代室內噴砂作業中的優點更加突出。PSPC新涂層標準下又應運而生了一批高性能、高性價比的專用合金鋼砂,它無論從材質、工藝、損耗及涂裝效果等方面都更加適應新標準的要求,各大船舶企業為保證新標準的順利實施都先后對鋼板預處理和噴砂房用砂進行了更換。
2 磨料選擇對船舶除銹質量及成本的影響
上述磨料中很大一部分材料已經退出歷史舞臺,鋼砂成為現代船舶工業磨料的主角。在目前還在使用的銅礦砂的除銹清潔過程中,磨料消耗在清理成本中所占的比例在60%~70%之間。由于鋼砂回收利用率高,其消耗在清理成本中所占比率在20%~30%之間,其經濟性十分明顯。按照PSPC標準中鋼板表面二次處理后質量要求,就目前船舶企業廣泛使用的鋼砂和銅礦砂的除銹質量及成本做一個對比分析試驗。
2.1 試驗條件
①銅礦砂價格,400元/t。
②合金鋼砂價格,5 000元/t。
③電價,1.5元/(kW·h)。
④人工費,100元/d。
⑤設備磨耗,200元/(臺·d-1)。
⑥噴砂清潔要求,PSPC標準中壓載艙部位二次除銹要求。
⑦其它試驗條件及試驗標準等同。
2.2 除銹清理試驗結果的主要成本組成
說明:電耗、人工費、設備磨損假設試驗時間內等同,只計算平均值,回收篩選工時費、場地清理費用、磨料運輸費等其它費用等不計入成本。試驗結果如下。
1)銅礦砂消耗量:60 kg/m2(平均可回收35%后的消耗量)。
2)合金鋼砂消耗量:0.3 kg/m2(平均可回收99.8%后的消耗量)。
3)材料:銅礦砂,400×60/1 000=24元/m2。
合金鋼砂,5 000×0.3/1 000=1.5元/m2。
4)電耗:5.9元/m2。
5)人工費:1.5元/m2。
6)設備磨耗:2.1元/m2。
2.3 清理成本比較
銅礦砂:24+5.9+1.5+2.1=33.5元/m2。
合金鋼砂: 1.5+5.9+1.5+2.1=11.0元/m2。
兩種磨料單位面積成本比:33.5/11.0≈3倍。
2.4 清潔質量效率比較
清潔質量效率比較見表2。
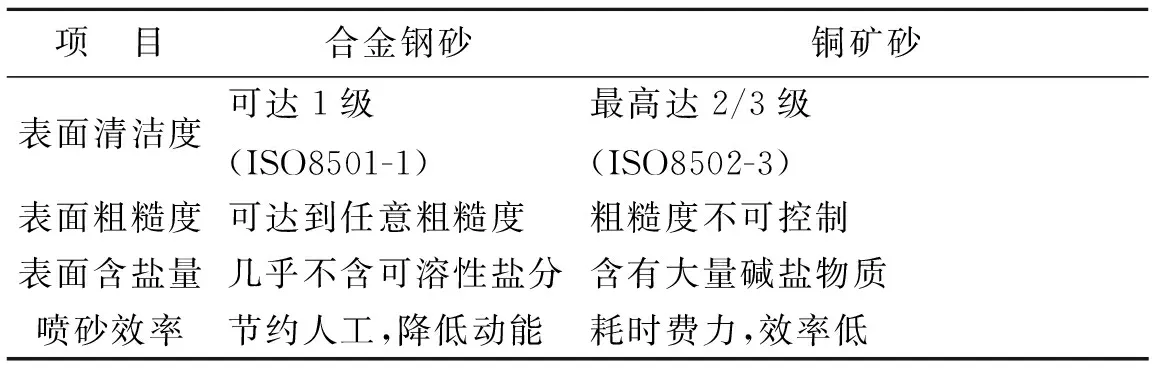
表2 清潔質量效率比較
2.5 結論
根據上面的分析實驗,采用銅礦砂磨料清理的實際成本是合金鋼砂磨料的3倍。如果考慮到PSPC新涂裝標準對表面清潔質量的要求,銅礦砂作磨料的清潔表面的表面清潔度和粗糙度等都達不到規定要求,某些情況下也可能增加了清潔表面的鹽分而達不到PSPC含可溶性鹽小于等于50 mg/m2的要求[2]。而且銅礦砂廢棄物較多,回收成本比購買相同數量的新磨料還要貴。如果將運輸成本、噴砂效率等成本因數考慮在內,相關數據比表明,兩種類型磨料的平均實際綜合成本相比,銅礦砂磨料的清潔成本是合金鋼砂的5倍還要多。
3 金屬磨料消耗性對比試驗
為應對PSPC標準實施,需要進行鋼砂置換,現針對不同置換方式對3個砂房內的鋼砂在鋼砂、鋼丸相同配比下,在同等條件下進行3種鋼砂的實際消耗性試驗,可以看出不同品質的鋼砂磨料差距也很大。
3種鋼砂分別為:軸承合金鋼砂(甲鋼砂);普通鑄鋼鋼砂(乙鋼砂);回爐處理鋼砂(丙鋼砂)。
將200kg試驗用磨料放在一間專門設計的密閉試驗室內進行試驗,保證試驗過程中磨料和試驗生成物不會減少。噴砂機內磨料完全噴出,結束第一次試驗。將試驗室內的磨料和試驗生成物全部收集起來再進行第二次試驗。相同試驗進行10次,將不同顆粒大小的磨料分離出來,試驗結果見表3。
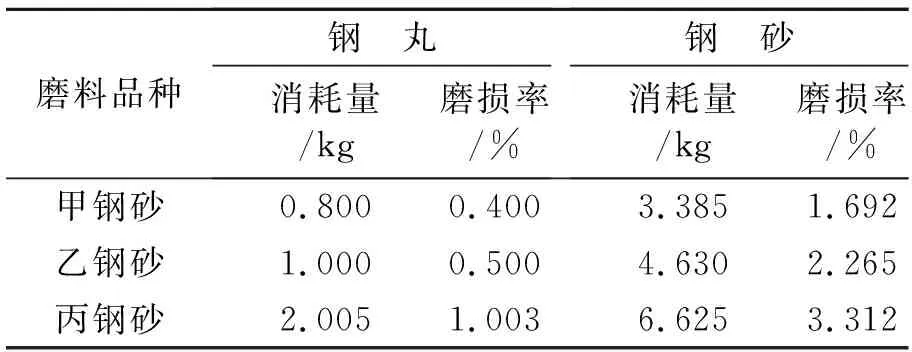
表3 消耗性試驗
由表3可見,不同種類的磨料品質差異也很大,鋼砂的消耗量比鋼丸高出3倍左右。其實從各種金屬磨料的狀態分析,試驗結果是很顯然的。軸承合金鋼砂組織狀態為煅態,機械性能高,棱角形,耐磨性好;鑄鋼砂為鑄態,帶有球形面,密度低下;而回爐處理的鋼砂,由于在破碎過程中擠壓而在內部形成許多微裂紋,回爐鋼砂內部實際含有雜質相對較多,都將使得它的機械性能大大降低而易破碎。對照PSPC標準規范要求,從清潔成本以及達到表面清潔效果看,應該選擇鋼丸。從粗糙度要求考慮,鋼砂又優于鋼丸。因此,在砂房配置鋼砂過程中合理的鋼砂、鋼丸比更加重要。
4 結論
1)磨料的種類對噴砂清理成本和質量的影響很大,PSPC專用磨料的選擇對該標準完成至關重要。
2)應該選擇品質好的磨料,不能只看價格,只有好品質磨料才能從長遠角度降低清潔成本。
3)提高噴砂清理效率、降低成本的有效方法有以下幾點[3]。
① 選擇合適、優性能的噴砂工具。
② 保證足夠的壓縮空氣和通風除塵效果。
③ 選擇機械性能好的合金鋼砂。
④ 提高工人和管理人員的整體素質。
[1] 沈國良.磨料選擇和鋼結構噴丸清理成本分析[J].分析檢測,2006,6(1):25-27.
[2] 楊清林,劉永安.鋼丸粒度對鑄件拋丸清理效率和表面粗糙度的影響[J].試驗研究,2002,31(6):10-14.
[3] 曾兆民.實用金屬防銹[M].上海:新時代出版社,1997.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
河南電力(2021年5期)2021-05-29 02:10:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
家庭影院技術(2018年4期)2018-05-09 07:07:52
領導決策信息(2017年10期)2017-05-17 04:49:02
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40