基于總線的特寬幅熱定型機(jī)控制策略及其關(guān)鍵技術(shù)
2014-07-11 07:43:26張巖,楊濤
制造業(yè)自動(dòng)化 2014年8期
張 巖,楊 濤
(天津工業(yè)大學(xué) 機(jī)械工程學(xué)院,天津 300387)
0 引言
造紙網(wǎng)熱定型機(jī)是專門給編織好的聚酯網(wǎng)進(jìn)行加熱定型,消除內(nèi)應(yīng)力的設(shè)備。現(xiàn)在國(guó)內(nèi)聚酯網(wǎng)生產(chǎn)廠家中使用的熱定型機(jī)多為西安航空動(dòng)力股份有限公司研發(fā)的,但是隨著科技的進(jìn)步出現(xiàn)了自動(dòng)化水平低,維修困難等問(wèn)題;也有一些生產(chǎn)廠家與國(guó)外的設(shè)備制造商,如挪威的PRO公司和AG公司等進(jìn)行合作研發(fā)熱定型機(jī),但造價(jià)昂貴,維修不便。本文設(shè)計(jì)了一種特寬幅熱定型機(jī)的電氣控制系統(tǒng)并對(duì)其中的關(guān)鍵技術(shù)進(jìn)行了研究,旨在提高熱定型后聚酯網(wǎng)的質(zhì)量和精度,提高生產(chǎn)的自動(dòng)化、智能化程度。
1 特寬幅熱定型機(jī)的結(jié)構(gòu)特點(diǎn)及其工藝
圖1所示為特寬幅熱定型機(jī)的結(jié)構(gòu)示意圖,由于需要進(jìn)行熱定型的聚酯網(wǎng)尺寸較大,因此特寬幅熱定型機(jī)的結(jié)構(gòu)尺寸也較大(整個(gè)定型機(jī)寬為15米),且活動(dòng)范圍很廣(拉伸架極限位置時(shí)定型機(jī)總長(zhǎng)可達(dá)50米),這也就使得控制系統(tǒng)中的被控對(duì)象極多并且分布零散。
在研究其他現(xiàn)有設(shè)備的基礎(chǔ)上結(jié)合特寬幅熱定型機(jī)的結(jié)構(gòu)特點(diǎn)可以得出主要的控制難點(diǎn)如下:
1) 被控對(duì)象相距較遠(yuǎn),過(guò)于分散,種類繁多(包括直流電機(jī)、交流電機(jī)、液壓缸、加熱棒等),配線復(fù)雜;

圖1 特寬幅熱定型機(jī)結(jié)構(gòu)示意圖
2) 張力的變動(dòng)不僅是受到拉伸和拉幅速度的影響,還同時(shí)受拉伸架位移差的影響;
3) 如何保證15米寬的熱風(fēng)箱內(nèi)溫度恒定;
從而得出影響熱定型效果的因素即需要控制的參數(shù):
1) 拉伸速度。要求整個(gè)拉伸過(guò)程中的速度是恒定可調(diào)的,由于有兩個(gè)拉伸架帶動(dòng)從動(dòng)輥進(jìn)行拉伸運(yùn)動(dòng),為避免出現(xiàn)紋路拉斜的現(xiàn)象,還要要保證兩個(gè)拉伸架的位移差在工藝范圍之內(nèi),不能出現(xiàn)較大偏差;
2) 聚酯網(wǎng)內(nèi)部張力。熱定型中要對(duì)聚酯網(wǎng)進(jìn)行拉伸和拉幅,但在拉伸和拉幅中要保證聚酯網(wǎng)內(nèi)部的張力為預(yù)設(shè)值,不能出現(xiàn)大幅度的波動(dòng);
3) 定型溫度。在整個(gè)定型過(guò)程中,要保證風(fēng)箱中的溫度恒定,并且定型溫度要與定型時(shí)間、拉伸速度相配合,以達(dá)到最佳定型效果;
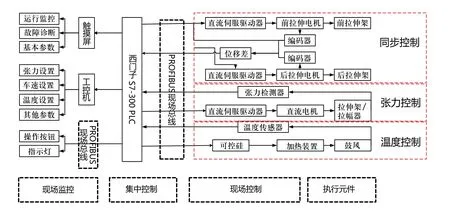
圖2 離散控制系統(tǒng)整體框架
2 離散控制系統(tǒng)
根據(jù)特寬幅熱定型機(jī)的技術(shù)難點(diǎn)和工藝要求,本文在整體上設(shè)計(jì)了一種基于PROFIBUS現(xiàn)場(chǎng)總線的離散控制系統(tǒng),對(duì)現(xiàn)場(chǎng)中的各個(gè)部分進(jìn)行離散控制。
如圖2所示,將整個(gè)控制系統(tǒng)分成以下幾個(gè)部分:
1) 現(xiàn)場(chǎng)監(jiān)控層:主要進(jìn)行人機(jī)交互,包括對(duì)加工中的參數(shù)進(jìn)行設(shè)置,現(xiàn)場(chǎng)狀況的實(shí)時(shí)監(jiān)控,報(bào)警處理等。
2) 集中控制層:采用西門子S7-300系列PLC做主站即控制中心,對(duì)各個(gè)從站反饋的數(shù)據(jù)進(jìn)行運(yùn)算處理,再將控制信號(hào)經(jīng)過(guò)PROFIBUS現(xiàn)場(chǎng)總線傳輸?shù)礁鱾€(gè)分站,完成對(duì)現(xiàn)場(chǎng)的遠(yuǎn)程集中控制。
3) 現(xiàn)場(chǎng)控制層:在各個(gè)主要被控元件處設(shè)置分站,進(jìn)行反饋信號(hào)的采集和上傳,接收PLC發(fā)送來(lái)的控制信號(hào),并對(duì)執(zhí)行元件進(jìn)行控制。
4) 執(zhí)行元件層:主要包括各個(gè)直流電機(jī)、循環(huán)風(fēng)機(jī)以及加熱棒等。
在現(xiàn)場(chǎng)控制層中,根據(jù)被控變量的不同又可分成下三部分:
1) 同步控制:在前后拉伸架分別設(shè)置分站,每個(gè)分站由西門子6RA70系列直流調(diào)速器、直流電機(jī)、編碼器以及其他電器元件組成。主要調(diào)整兩臺(tái)拉伸電機(jī)的轉(zhuǎn)速,對(duì)聚酯網(wǎng)進(jìn)行拉伸,同時(shí)保證兩臺(tái)電機(jī)轉(zhuǎn)速同步,減少位移差;
2) 張力控制:張力主要是由拉伸架移動(dòng)、拉幅器運(yùn)動(dòng)產(chǎn)生的,因此在前后拉伸和前后拉幅的相對(duì)位置分別設(shè)置分站(拉伸分站與同步控制中的合并)并安裝張力傳感器,進(jìn)行張力反饋,以保證在進(jìn)行拉伸、拉幅工作時(shí)聚酯網(wǎng)內(nèi)的張力保持恒定。
3) 溫度控制:在熱風(fēng)機(jī)處設(shè)置分站,通過(guò)熱電偶進(jìn)行溫度檢測(cè)反饋給PLC,PLC控制可控硅的通斷來(lái)控制加熱功率,以及是否從外界吸入冷空氣降溫,保持熱風(fēng)箱內(nèi)的熱空氣溫度恒定。
在現(xiàn)場(chǎng)中還有其他一些零散的需要控制的變量,如主動(dòng)輥的轉(zhuǎn)速等,由于并不需要進(jìn)行精密的控制,只需要進(jìn)行簡(jiǎn)單的通斷或設(shè)置即可,所以不作為本文中的主要內(nèi)容,不再贅述。
3 同步控制
如圖3拉伸示意圖中(a)、(b)所示,在拉伸過(guò)程中,若兩個(gè)拉伸架在運(yùn)動(dòng)過(guò)程中出現(xiàn)了較大的相對(duì)位移差,使得聚酯網(wǎng)紋路被拉斜,內(nèi)應(yīng)力發(fā)生變化,張力也一起變化,從而降低了定型后聚酯網(wǎng)的使用性能和使用壽命,在實(shí)際生產(chǎn)中是要避免的。
針對(duì)這一難點(diǎn)本文中采用了一種位置跟隨控制系統(tǒng),對(duì)前后兩臺(tái)拉伸電機(jī)進(jìn)行轉(zhuǎn)速的同步控制,控制流程如圖5所示。
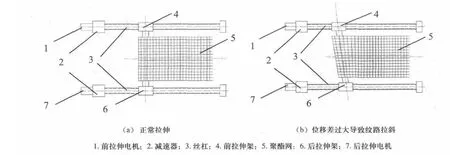
圖3 拉伸示意圖
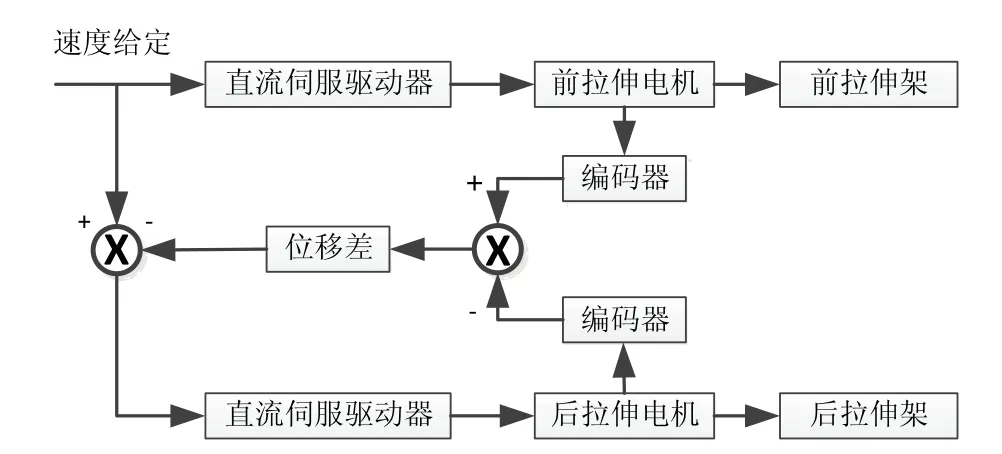
圖4 位置跟隨控制系統(tǒng)流程圖
1) 將前拉伸電機(jī)作為主命令電機(jī),后拉伸電機(jī)作為位置跟隨電機(jī);
2) PLC發(fā)送速度信號(hào)給主命令電機(jī)的直流調(diào)速器,主命令電機(jī)開始轉(zhuǎn)動(dòng);
3) 將兩臺(tái)直流電機(jī)各自編碼器的位置信號(hào)反饋給PLC,計(jì)算出位移差;
4) 由位移差查詢PLC中預(yù)先存好的數(shù)據(jù)表,從表中得出位置跟隨電機(jī)的速度信號(hào);
5) 將對(duì)應(yīng)的速度信號(hào)發(fā)送給位置跟隨電機(jī)的直流調(diào)速器;
6) 重新計(jì)算位移差,查表,調(diào)速,直到拉伸架位移差在工藝要求范圍內(nèi)。
在控制系統(tǒng)中需要預(yù)先在PLC內(nèi)部建立位移差和速度信號(hào)對(duì)應(yīng)的數(shù)據(jù)表,根據(jù)位移差的大小劃分區(qū)間,劃分的越詳細(xì),則控制精度越高,實(shí)現(xiàn)變?cè)鲆婵刂啤?/p>
4 張力控制
在聚酯網(wǎng)的熱定型過(guò)程中,需要對(duì)加熱的聚酯網(wǎng)進(jìn)行拉伸和拉幅成型,要求在這一過(guò)程中聚酯網(wǎng)內(nèi)部的張力能夠保持為設(shè)定值。
張力的控制實(shí)質(zhì)上是對(duì)拉伸拉幅電機(jī)進(jìn)行速度控制,本文中采用一種以張力檢測(cè)器為反饋元件的閉環(huán)控制系統(tǒng)來(lái)進(jìn)行速度控制,流程如圖6所示。
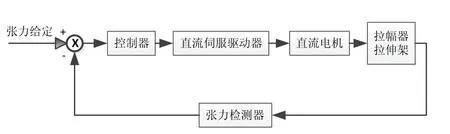
圖5 張力閉環(huán)控制示意圖
在實(shí)際生產(chǎn)中,張力的變動(dòng)不僅是由于拉伸拉幅運(yùn)動(dòng),如果在拉伸的同時(shí)出現(xiàn)了紋路拉斜的現(xiàn)象,聚酯網(wǎng)內(nèi)部的張力也會(huì)發(fā)生變動(dòng),因此前后拉伸電機(jī)的轉(zhuǎn)速是否同步也是張力控制中的一部分,即張力控制中耦合了同步控制。
張力的調(diào)整過(guò)程如圖7所示。
1) 整個(gè)熱定型中張力實(shí)時(shí)監(jiān)測(cè);
2) 張力出現(xiàn)波動(dòng)時(shí)先進(jìn)行對(duì)前后拉伸電機(jī)的轉(zhuǎn)速進(jìn)行同步,消除拉斜的現(xiàn)象;
3) 在轉(zhuǎn)速同步的前提下,若張力仍不等于預(yù)設(shè)值,則對(duì)拉伸和拉幅電機(jī)進(jìn)行調(diào)速;
4) 循環(huán)進(jìn)行直到張力等于預(yù)設(shè)值且恒定。
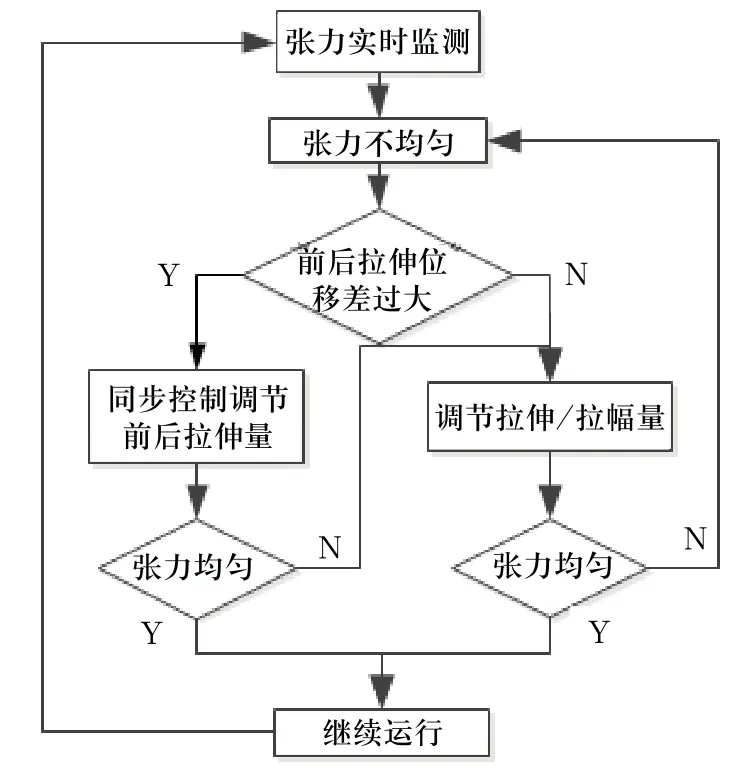
圖6 張力調(diào)整過(guò)程
5 溫度控制
特寬幅熱定型機(jī)采用了循環(huán)熱空氣對(duì)流的加熱方式,將熱空氣通入上熱風(fēng)箱,穿過(guò)聚酯網(wǎng)進(jìn)入下風(fēng)箱,經(jīng)回風(fēng)管道回到加熱爐經(jīng)過(guò)加熱后循環(huán)利用。 因此檢測(cè)抽吸回來(lái)的空氣溫度,對(duì)加熱的溫度進(jìn)行調(diào)節(jié),即可保證整個(gè)熱風(fēng)箱中的溫度是恒定的,得到最佳定型效果。
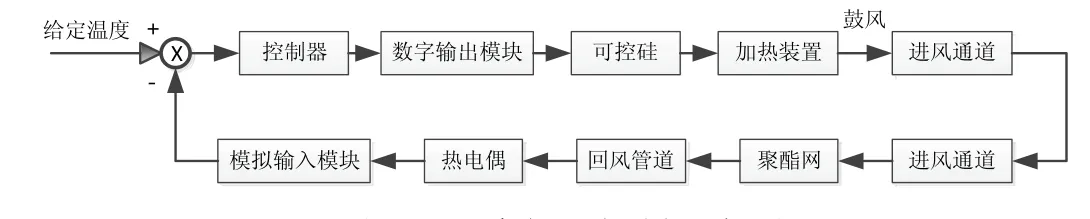
圖7 溫度閉環(huán)控制示意圖
圖7所示為溫度控制流程,將整個(gè)回風(fēng)管道分成若干區(qū)域,用熱電偶檢測(cè)每個(gè)區(qū)域中抽吸回來(lái)空氣的溫度,作為反饋信號(hào)傳輸給PLC,PLC中進(jìn)行運(yùn)算處理,控制各個(gè)可控硅的通斷,調(diào)整工作的加熱棒數(shù)量,以及是否需要吸入外界冷空氣進(jìn)行降溫,從而使整個(gè)風(fēng)箱中溫度恒定可調(diào)。
6 結(jié)束語(yǔ)
本文針對(duì)特寬幅熱定型機(jī)的結(jié)構(gòu)特點(diǎn)及技術(shù)難點(diǎn),設(shè)計(jì)了一種基于PROFIBUS現(xiàn)場(chǎng)總線的主從站式離散控制系統(tǒng),解決了工業(yè)現(xiàn)場(chǎng)中配線復(fù)雜,長(zhǎng)距離數(shù)據(jù)傳輸?shù)葐?wèn)題。對(duì)同步控制采用了變?cè)鲆娴奈恢酶S控制系統(tǒng)進(jìn)行轉(zhuǎn)速同步,在張力的調(diào)整過(guò)程中耦合了對(duì)轉(zhuǎn)速的同步控制,更好的進(jìn)行張力控制,對(duì)于溫度控制采用了以熱電偶為反饋元件的閉環(huán)控制系統(tǒng),保證整個(gè)熱定型過(guò)程中的溫度是恒定的,提高了生產(chǎn)出的聚酯網(wǎng)的精度和質(zhì)量,同時(shí)也提高了生產(chǎn)的自動(dòng)化和智能化水平。
[1] 李志剛,楊公源.基于PLC的位置跟隨控制系統(tǒng)[J].儀器儀表用戶,2010,17(5):11-12.
[2] 李東光,唐麗潔.分布式集散控制系統(tǒng)(DCS)的應(yīng)用研究[J].中國(guó)新技術(shù)新產(chǎn)品,2011,(2):27-27.
[3] 孟慶光.8.5米熱定型機(jī)計(jì)算機(jī)控制系統(tǒng)[D].天津工業(yè)大學(xué),2002.
[4] 曾雄洪.基于PROFIBUS-DP現(xiàn)場(chǎng)總線的拉幅定型機(jī)自動(dòng)控制系統(tǒng)設(shè)計(jì)[D].山東大學(xué),2012.
[5] 李勇,肖軍.復(fù)合材料纖維鋪放技術(shù)及其應(yīng)用[J].纖維復(fù)合材料,2002,19(3):39-41.
[6] 王小瑞,朱寧.造紙毛毯的熱定型[J].四川紡織科技,2001,(5):28-30.
[7] 楊濤,高殿斌,李開越,葛邦.840D復(fù)合材料鋪放系統(tǒng)及其控制策略[J].宇航材料工藝,2008,38(3):34-36.
[8] 曾卉.7米定型機(jī)電氣控制系統(tǒng)研究[D].西安工業(yè)大學(xué),2012.
[9] Ren Sheng-le,Lu Hua,Wang Yong-zhang,Fu Hong-ya.Development of PLC-based Tension Control System[J].Chinese Journal of Aeronautics,2007,20(3):266-271.
