基于Pro/E的噴氣織機六連桿開口機構運動分析與仿真
2014-07-11 07:43:34付正飛韓立人
制造業自動化 2014年8期
關鍵詞:設計
付正飛,韓立人,馬 莉
FU Zheng-fei1,2, HAN Li-ren1, MA Li1
(1.湖北文理學院 機械與汽車工程學院,襄陽 441053;2.湖北文理學院 省級協同創新中心,襄陽 441053)
0 引言
由于六連桿開口機構的加工方便、剛度高、運動平穩,因此噪聲低且磨損少,被廣泛應用在造平紋織物的噴氣織機織中。開口機構運動的平穩性直接關系到布面的編織質量,開口機構運動出現波動會在布面上形成瑕疵,甚至造成斷經而應影響生產效率,所以對開口機構進行運動學分析十分重要。作圖法和實驗法誤差很大且設計時間長,不能滿足設計精度和現代產品開發的要求[1];運用復極矢量法建立機構的解析方程組、用高級語言編寫程序來求解綜框運動特性的方法[2],既復雜費時又需要高深的數學知識,不易被工程技術人員所掌握。本文借助三維的Pro/E軟件,通過建立開口機構的三維參數化模型和各構件之間的連接關系,并進行運動仿真,可直接獲得綜框的運動特性和各結構點的運動軌跡曲線等數據,實現對機構的運動特性分析和結構尺寸的調整。
1 六連桿開口機構的工作原理和工作要求
開口機構是紡織機五大機構之一,是形成織物所必需的重要機構[3,4]。在棉紡織過程中,開口機構的任務是依照織物組織要求,順次驅動綜框上下運動,把穿入各頁綜框內的經紗上下分開成兩層,以形成梭口,待緯紗引入后再使梭口閉合,構成經紗、緯紗的交織狀。
六連桿開口機構是在四連桿開口機構的基礎上改進成,一般用于織造平紋織物,如圖1 所示。其工作原理是[5]:曲軸O1A繞O1軸作360°旋轉運動,O2B桿繞軸作往復擺動,連桿AB則作平面運動;當鉸鏈C隨AB桿作平面運動時,由中連桿CD將運動傳遞到三臂擺桿DEE′,使其繞機架上的支點O3擺動,然后通過綜框長臂連桿EF、E′F′, 驅動綜框作上下運動形成開口;該開口機構由一個六桿機構 O1A BO2CDO3和兩個曲柄滑塊機構O3EF 和O3E ′F′組合而成,六桿機構是在曲柄搖桿機構上并接一組Ⅰ級桿件 C DO3而成。當各鉸鏈位置和連桿長度給定后, 可以確定綜框的運動規律。
梭口是指開口時自停經架中導棒至織口、經紗被上下分開所形成的菱形空間,梭口形成分為三個時期:開口時期、靜止時期和閉口時期。經紗離開經位置線到梭口滿開時稱為開口時期,這時綜框運動的速度應由快到慢逐漸減小,經紗張力由小到大逐漸增加;當梭口滿開后,經紗在梭口上下兩個極限位置上處于靜止狀態,以便引緯器通過梭口;之后梭口開始閉合,經紗由靜止進入運動狀態,直至綜平,經紗張力逐漸減小,其傳動函數曲線如圖2 的實線所示,φ為主動曲柄的轉角,s為綜框的位移。若采用四連桿機構,傳動函數曲線為圖2中虛線所示,因中間無停歇時間較短而不能滿足織機的工藝要求,為此常采用六連桿機構,平滑在開口兩極限位置處的速度,從而增加開口的相對靜止時間,使其基本滿足工藝要求。
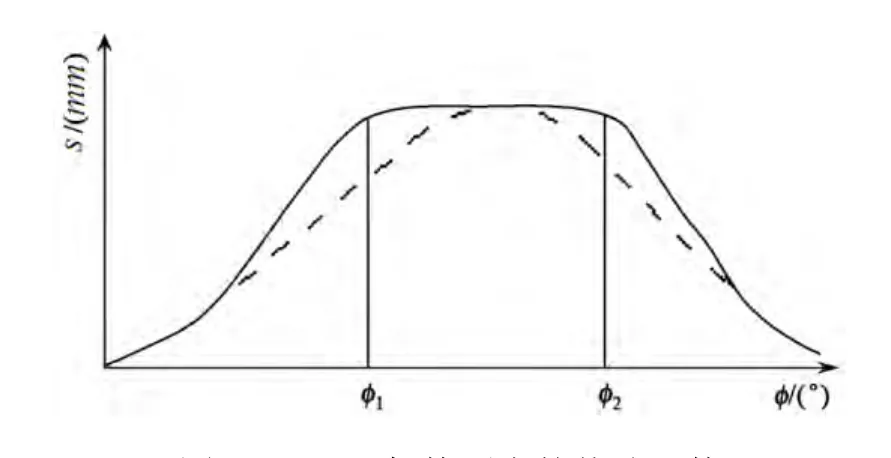
圖2 開口機構要求的傳動函數
2 基于PRO/E的開口機構參數化建模與運動仿真
六連桿開口機構的運動特性是否滿足實際需求,傳統的方法是利用建立復極矢量來建立機構的解析方程組,通過編寫程序進行求解綜框的位移、速度和加速度數值,該方法復雜費時、需要高深的數學知識。本文借助三維的PRO/E軟件,通過建立開口機構的三維參數化模型,并進行裝配和運動仿真,實現對機構的運動特性分析和結構尺寸的調整。其過程如下[6,7]:
1) 測繪噴氣織機的結構尺寸。現以44英寸的噴氣織機為例,各連桿長度為O1A =60mm ,O2B =140mm ,AB =360mm ,AC =190mm ,CD = 280mm ,O3D =55mm ,O3E =110mm ,EF =520mm, O2和 O3相對于 O1的位置坐標分別為(-360,-127),(-248,-274),織機轉速為350轉/分。
2) 建立各構件的三維模型。在Pro/E中,首先根據上述數據建立關系式,以實現模型的參數化造型;再利用拉伸、旋轉和陣列等工具,依次指定截面草圖、深度、方向等參數,構建出六連桿開口機構的各個構件。
3) 構建噴氣織機的裝配模型。在Pro/E中,使用“銷釘”和“滑動桿”約束方式,定義組件中各零件間的相對自由度,建立一定的約束關系,從而確定構件在整個裝配體中的相對位置,織機裝配模型如圖3所示。實際設計的六連桿開口機構均采用雙側傳動形式。
4) 開口機構的運動仿真。進入PRO/E機構操作環境,通過設置旋轉運動伺服電動機為機構提供“動力”,選擇“運動學”類型,并設置時間周期和運動增量,就可進行機構的運動仿真。

圖3 織機的裝配模型

圖4 綜框的運動學特性
5) 測量綜框的運動分析結果。在Pro/E中,利用分析測量功能即可方便地獲得機構中各個部件的位移、速度、加速度的測量值。在此需要對綜框進行運動學分析,分別選擇“位置”、 “速度”、“加速度”測量類型,由于綜框做直線運動,可以選擇綜框上任意一點作為測量點,測量的結果如圖4所示。
3 六連桿開口機構運動分析結果
通過在Pro/E軟件機構分析模塊中對六連桿開口機構的運動學分析,得出了綜框的運動曲線,可以發現:其運動特性與曲柄四連桿機構類似,綜框的位移、速度和加速度曲線連續而光滑,運動平穩、沒有絕對靜止過程,而且各頁綜框動程相等。同時為了保證機構本身的剛度和強度,設計了雙側機構形式來傳遞運動,保證雙側機構相位同步,避免機構出現死點而無法運行。
六連桿開口機構設計的關鍵是確定C點的位置,C點的運動規律決定了O3軸的相應擺角大小和綜框的特性。在Pro/E軟件里,使用“插入—>軌跡曲線”工具,可以生成機構上任意一點的運動軌跡,C點的運動軌跡如圖5所示。從圖5中可以看出:C點的軌跡呈類橢圓形狀,而且隨AC長度的增大, 橢圓形狀越扁,軌跡橢圓的長軸長度不變,即O3軸的擺角不變、棕框的極限位置不變;其短軸長度縮短,這可為增加綜框在極限位置附近的相對靜止時間創造條件。

圖5 C點的運動軌跡圖
通過機構運動仿真,可以觀察到CD桿對機構的影響:根據橢圓形狀,當增加CD桿的長度,將使O3D桿向下面擺動時的相對靜止時間增加,而向上面擺動時的相對靜止時間減少;反之,如果縮短CD桿長度則O3D桿向下面擺動時的相對靜止時間減少,而向上面擺動時的相對靜止時間增加。調節CD桿的長度,使上下兩方向的相對靜止時間接近相等為益。改變O3D桿的長度時,只能改變O3軸的擺角大小,它對綜框的運動規律并無影響,因此在結構允許的情況下,適當減小O3D桿長度,就可增大O3軸的擺角,在綜框行程不變時,可通過減小雙臂杠桿 EE ′長度來增加EF桿對綜框的傳動角,從而能夠增大綜框向上運動的有效分力,減少使綜框前后晃動的水平分力,也有利于減少綜框在導軌中的磨損。
通過對結構點位置的正確選擇,能夠使二次綜平時間達到一致;也可以適當調整機械結構尺寸,如增加EF桿長度,能增大綜框行程即梭口高度,以彌補滿開時的綜框相對靜止時間較短的不足。
4 結束語
隨著現代新型織機的快速發展,對織機的設計要求會愈來愈高,應用Pro/E三維軟件建模工具實現了六連桿開口機構的參數化建模, 對織機開口機構的運動特性作進行了深入分析,可以直接獲得綜框的運動速度、加速度特性和各結構點的運動軌跡曲線等數據,在此基礎上,提出了對結構點位置和結構尺寸調整的方法和措施,以增大綜框行程或梭口高度,使二次綜平時間達到一致,為機構設計提供理論依據和指導。
為織機的結構設計提供了一種切實可行的可視化、實時化設計新思路,能夠使設計更加直觀、簡潔,降低了設計難度,有利于一般工程人員掌握和應用。
[1] 劉裕宣,陳人哲.紡織機械設計原理[M].北京:中國紡織出版社,1996:34-88.
[2] 曹惟慶.連桿機構的分析與綜合[M].北京:科學出版社,2002:74-116.
[3] 王衛東.紡織機械共軛凸輪反求設計研究[J]. 制造業自動化,2012,(23):65-66.
[4] 袁守華,朱國華.織機六連桿打緯機構的計算機輔助設計[J].紡織學報,1999,20(2):37-39.
[5] 邱海飛,王益軒.前死心位置處的六連桿開口機構振動分析[J].機械傳動,2013,37(2):84-86.
[6] 張俊,劉亞麗.基于范成運動的平行分度凸輪機構設計[J].制造業自動化,2013,(8下):134-136.
[7] 盧志珍.基于Pro/E伸縮折疊起重機虛擬設計與運動仿真[J].制造業自動化,2012,(6):75-76.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
