基于響應(yīng)面法的微小型車銑加工刀具磨損分析
2014-07-11 07:43:38張建成張之敬
制造業(yè)自動化 2014年8期
關(guān)鍵詞:工藝
袁 巍,張建成,張之敬
(1.中國核電工程有限公司,北京 100840;2.北京聯(lián)合大學(xué) 機電學(xué)院,北京100020;3.北京理工大學(xué),北京 100081)
0 引言
在金屬切削加工領(lǐng)域,特別是微小型精密加工過程,刀具磨損與刀具壽命的預(yù)測評估對于生產(chǎn)效率和加工質(zhì)量的提高都具有非常重要的實際意義。刀具的瞬間破損與失效將直接導(dǎo)致加工零件報廢,產(chǎn)量降低,從而造成較大的經(jīng)濟損失。微小型車銑刀具磨損試驗的目的在于通過試驗設(shè)計方法(DOE)來研究微小型加工中常用復(fù)合加工刀具在車銑常用微小型承載結(jié)構(gòu)件硬鋁材料2A12時刀具磨損量與車銑工藝參數(shù)的關(guān)系模型,并利用分析得出的回歸模型來達(dá)到控制和預(yù)測刀具磨損量,提高加工效率的目的。所采用的試驗方法為響應(yīng)面法(Response Surface Methodology,RSM),是利用合理的試驗設(shè)計方法并通過實驗得到一定數(shù)據(jù),采用多元二次回歸方程來擬合因素與響應(yīng)值之間的函數(shù)關(guān)系,通過對回歸方程的分析來尋求最優(yōu)工藝參數(shù),解決多變量問題的一種統(tǒng)計方法[1]。
1 車銑試驗條件
首先需要說明的是,在研究常規(guī)切削刀具磨損機理及磨損特征過程中,刀具材料及工件材料是影響刀具磨損過程的重要因素,本文所涉及試驗過程均針對下文所述的特定刀具材料和工件材料來進(jìn)行,并不考慮因改變試驗材料而對模型產(chǎn)生的影響。在試驗過程中,僅考慮在相同試驗條件下刀具磨損與車銑工藝參數(shù)之間的作用關(guān)系,尋求使刀具磨損最小的最優(yōu)車銑工藝參數(shù)組合,并在相同試驗條件下建立刀具磨損回歸模型,實現(xiàn)刀具磨損預(yù)測可控。此處所指的相同試驗條件如表1所示。
2 試驗變量的確定
2.1 模型變量及響應(yīng)的確定
在大多數(shù)切削參數(shù)優(yōu)化的研究中,“切削速度Vc、每轉(zhuǎn)進(jìn)給量fr、切削深度ap”作為切削三要素成為研究切削工藝問題的經(jīng)典輸入變量,然而在微小型正交車銑工藝問題中,由于銑削電主軸和車削主軸同時旋轉(zhuǎn)運動,所以除了上述三個變量外,還需要引入“銑車轉(zhuǎn)速比NT”這一特殊輸入變量。
模型的響應(yīng)為刀具磨損量,在本試驗中,選擇“后刀面磨損量長度VB”測量值作為響應(yīng)面模型的響應(yīng)變量,分別分析輸入變量與響應(yīng)值之間的作用關(guān)系。
2.2 定義變量極值及因素水平編碼表
從因素編碼表2中可以看到四個變量的各編碼水平值。

表1 微小型車銑刀具磨損試驗條件

表2 “硬鋁工件”試驗因素水平編碼表
3 磨損試驗過程及結(jié)果
磨損試驗具體實施示意圖如圖1所示,每組試驗中立銑刀以給定工藝參數(shù)切削切削標(biāo)準(zhǔn)規(guī)格的工件,有效切削時間持續(xù)30分鐘后進(jìn)行立銑刀磨損量測量。

圖1 微小型正交車銑試驗實施示意圖
根據(jù)中心復(fù)合設(shè)計的通用旋轉(zhuǎn)組合設(shè)計法,得到鋁合金和鋼兩組試驗的試驗設(shè)計表,并收集響應(yīng)測量數(shù)據(jù)如表3所示,其中響應(yīng)值VB的單位為mm。
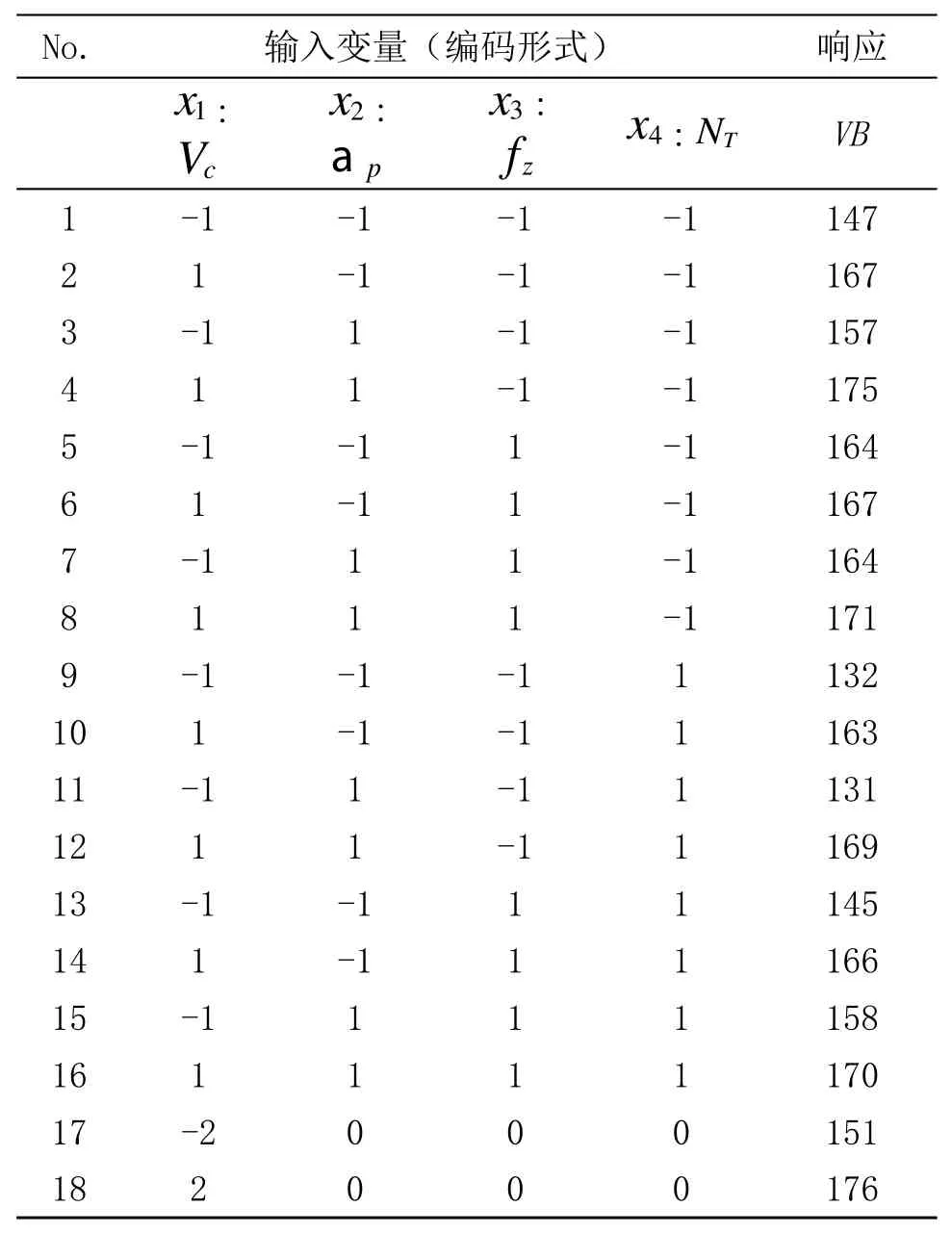
表3 “2A12-高速鋼刀具”試驗點數(shù)據(jù)

續(xù)(表3)
4 回歸模型的建立
響應(yīng)值與輸入變量之間存在相互關(guān)系,這種關(guān)系可用二次回歸方程數(shù)學(xué)模型來進(jìn)行表述,并根據(jù)試驗樣本數(shù)據(jù)擬合參數(shù)而得到回歸模型。微小型車銑復(fù)合加工刀具磨損試驗的回歸方程可設(shè)為:

n表示試驗次數(shù),此處n=31。xi為試驗中的輸入變量,β0,βi,βij,βii,為待計算的回歸方程系數(shù)。回歸系數(shù)計算方法如下:

根據(jù)表3中的試驗數(shù)據(jù)和上述四式,可計算得出回歸方程系數(shù)如表4所示。
由表4則可得出微小型正交車銑刀具磨損與加工工藝參數(shù)的回歸模型為以下公式。


表4 回歸系數(shù)計算值

圖2 后刀面磨損寬度VB回歸模型3D響應(yīng)曲面
5 響應(yīng)面回歸模型的應(yīng)用
為了更為直觀的觀察和分析微小型正交車銑4個工藝參數(shù)與刀具磨損值的作用關(guān)系,可利用回歸方程式繪制工藝參數(shù)與響應(yīng)值刀具磨損值的三維響應(yīng)曲面云圖[2~5],由于輸入工藝參數(shù)為4,可先繪出其中兩個自變量與響應(yīng)值的三維曲面,暫未考慮的其他變量則固定在某一水平上。如圖2所示。
通過如圖2所示的響應(yīng)面3D模型,可以直觀地觀察高速鋼刀具在車銑硬鋁材料時后刀面磨損寬度VB與不同工藝參數(shù)組合的交互作用關(guān)系。圖2(a)顯示隨著切削速度 Vc和切削深度 ap水平的增加,后刀面磨損寬度VB不斷增加并達(dá)到最大值,而VB的最小值出現(xiàn)在 Vc和 ap的最低水平處。圖2(b)顯示隨著切削速度 Vc和進(jìn)給速度 f z水平的增加,后刀面磨損寬度VB不斷增加,且當(dāng)切削速度 Vc處于較高水平時,進(jìn)給速度 fz對磨損量VB的影響較小, Vc成為主要影響因素。圖2(c)顯示隨著切削速度 Vc水平的增加和銑車轉(zhuǎn)速比 NT水平的降低,后刀面磨損寬度VB不斷增加,且當(dāng)切削速度 Vc水平逐漸增加,銑車轉(zhuǎn)速比NT對磨損量VB的影響逐漸減小。圖2(d)可看出曲面曲度較小,則顯示后刀面磨損寬度VB對 ap和fz的響應(yīng)變化趨勢較小。圖2(e)顯示隨著銑車轉(zhuǎn)速比 NT水平的降低和切削深度 a p水平的增加,后刀面磨損寬度VB不斷增加并達(dá)到最大值。圖2(f)響應(yīng)面形狀與圖2(c)相似,但通過比較可發(fā)現(xiàn)當(dāng) NT相同時, Vc對VB的影響要比 fz的對VB的影響明顯很多。
各車銑工藝參數(shù)與對響應(yīng)值VB的單因素作用關(guān)系可由圖3表示,從圖中可以看出在VB單因素試驗中,切削速度 Vc和銑車轉(zhuǎn)速比 NT的水平對刀具磨損的影響最為強烈。且隨著 Vc, ap和 f z水平的增加,響應(yīng)值VB增加;隨著 NT水平的增加,響應(yīng)值VB降低。

圖3 硬鋁-高速鋼刀具磨損試驗單因素擾動圖
6 結(jié)束語
在分析得出以上試驗結(jié)果的同時,有必要更深層次地分析該種情況和規(guī)律產(chǎn)生的原因。
從圖3可以看出切削速度cV是影響車銑工藝刀具磨損程度的最主要因素,該結(jié)論是和車削、銑削的刀具磨損相同的。由于切削速度的提高,導(dǎo)致刀具與工件之間的摩擦加劇,切削溫度升高,氧化磨損、擴散磨損過程加快。
在車銑工藝中,銑車轉(zhuǎn)速比TN 是不同于常規(guī)切削三要素的特殊工藝參數(shù),轉(zhuǎn)速比的提高可使刀具與工件的相對運動時間縮短,一定程度上減緩刀具和工件的相對摩擦運動,降低刀具磨損速度。
[1] C.F.Jeff Wu,Michael Hamada.實驗設(shè)計與分析及參數(shù)優(yōu)化[M].北京:中國統(tǒng)計出版社,2003.
[2] 何少華,文竹青,婁濤.試驗設(shè)計與數(shù)據(jù)處理[M].長沙:國防科技大學(xué)出版社,2002.
[3] 蒙哥馬利.實驗設(shè)計與分析[M].北京:中國統(tǒng)計出版社,1998.
[4] 潘麗軍,陳錦權(quán).試驗設(shè)計與數(shù)據(jù)處理[M].南京:東南大學(xué)出版社,2008.
[5] Meeker W.Q,Escobar L.A. Statistical Methods for Reliability Data[M].New York: John Wiley and Sons,1998.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
