考慮售后服務與回收加工的復雜設備部件生產庫存控制模型
2014-07-12 14:40:48鐘敬武
海軍航空大學學報 2014年5期
鐘敬武
(76327部隊,湖南郴州423026)
考慮售后服務與回收加工的復雜設備部件生產庫存控制模型
鐘敬武
(76327部隊,湖南郴州423026)
綜合考慮了大型復雜設備生產廠家各種類型的部件來源與需求,構建了復雜設備部件生產庫存控制模型。模型以費用作為目標,通過權衡生產成本、庫存成本以及缺貨成本,從而確定合理的部件生產庫存控制策略。
復雜設備部件;生產庫存;售后服務;回收加工;控制模型
生產廠家與客戶需要確定穩定的關系,這種關系不僅僅局限于設備的采購,而且需要在設備的整個全壽命周期中密切地合作。當今社會產品實現模塊化生產與裝配,產品基本上由若干部件組成,復雜設備各部件工藝復雜,生產周期相對較長,所以生產廠家必須持有一些部件庫存,以快速響應客戶設備整機訂貨裝配設備和設備部件單獨訂貨的需求。同時廠家需要承擔售后服務協議規定的設備維修保障的內容,所以生產廠家的部件庫存也需要滿足設備售后服務的需求。復雜設備重要性程度高,停機會造成巨大的損失。設備發生故障時,一般進行換件維修,以減少停機時間。更換下來的故障件仍有較大的利用價值,生產廠家往往將對替換下的故障件進行回收與重加工,以節約資源,降低生產成本[1-2]。圖1給出了生產庫存系統的運行框架結構,不難發現,生產庫存需要滿足3個方面的部件需求:即設備訂貨、部件單獨訂貨與售后服務的部件需求。同時部件庫存不僅僅來源傳統意義的新部件生產,也來源于故障件的修復與重加工[3]。如何制定設備部件生產庫存控制計劃,滿足各方面的部件需求且不因為庫存積壓而造成經濟損失,這是當今復雜設備生產廠家面臨的一個難題。
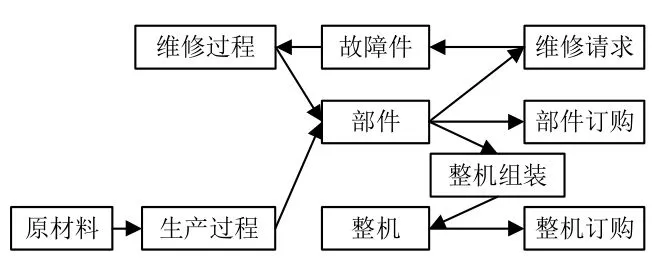
圖1 生產庫存系統運行框架Fig.1 Production inventory system operating framework
在生產庫存方面,Smith[4]較早地關注生產庫存,提出了帶有下降需求的物品最優生產批量策略。Cheng[5]進一步將Smith模型擴展到生產變質性物品的情形。Wee和Wang[6]提出了允許短缺的生產庫存控制模型,考慮帶有常數變質率的物品以及一般時變需求。Yan和Cheng[7]通過假定生產以及變質率可隨時間任意變化而進一步研究了連續生產的生產庫存問題。Pan[8]和Ouyang[9]等考慮了需求不確定且提前期可控下的生產庫存聯合決策。Zhou[10]等在假定時變需求與部分短缺量延期供給的前提下,提出了一種尋求易變質物品在有限計劃期內的最優生產與訂購策略的生產調整模型。Mondal B[11]和Mondal S[12]等研究了有缺陷的產品的生產庫存。從當前的文獻來看,它們主要考慮生產成品整機訂貨的情況而沒有考慮部件訂貨的情況,僅僅將產品需求考慮為單一的客戶訂貨,而并沒有考慮設備保修消耗部件的情況,庫存來源僅僅考慮了新部件的生產,忽略了故障件的回收加工。本文將綜合考慮復雜設備各種類型的部件來源與需求,構建復雜設備生產庫存控制模型。
1 問題描述與基本假設
本文的研究對象為一個需要面對設備訂貨部件需求、部件獨立訂貨需求以及售后服務部件需求的生產庫存系統。目的在于建立一個部件生產庫存控制模型,確定部件生產庫存點以及生產時長,在滿足設備訂貨、部件單獨訂貨與售后服務的部件需求前提盡量地降低生產成本與庫存成本,提高廠家效益。該生產庫存系統符號描述如下:系統運行在有限的計劃期內,H表示計劃期的長度;設備訂單關于時間的函數為f(t);部件i訂單關于時間的函數為si(t);部件i維修需求函數為λi(t);記Ii(t)為部件i在t時刻的庫存水平;Pi為部件i的常數生產率;di為部件i所需的生產提前期,即部件i開始加工到成品入庫的時間;Ri為回收加工周期;ni為部件i的機用數;采用(Ii0,Di)對生產庫存進行控制,Ii0為部件i的生產點庫存,Di為部件i的持續生產時長,即當庫存降為Ii0時,連續生產長為Di的一段時間,Di包括生產提前期以及實際生產期;K為有限計劃期內的生產庫存控制周期數;Tik為部件i第k個周期開始時刻(i=1,2,…,I),Ti1=0;tik為部件i第k個生產庫存控制周期生產停止時刻;當存在部件缺貨時為部件i第k個生產庫存控制周期內缺貨的發生時刻為部件i第k個生產庫存控制周期內缺貨的結束時刻;Ai為部件i的單個生產庫存控制周期的固定生產成本;w表示設備的銷售價格;wi表示部件i的單位銷售價格;hi表示單位時間內部件i的單位庫存費用;c表示設備的生產成本;ci表示部件i的單位生產成本;。
為了便于模型的建立,本文引入如下假定:
1)生產部件到達的時間段庫存函數為增函數,對于任意t∈[Tik+di,Tik+Di],

生產部件未到達的時間段庫存函數為減函數,對于任意t∈[Tik,Tik+di]?(Tik+Di,Tik+1],

2)故障件以一定比例報廢,其余部件可以進行重加工,且重加工后與新產品完全一樣。θi表示部件i的回收加工利用概率。
3)系統允許缺貨,缺貨期間造成設備訂單數與部件訂單數的流失數量與當前時刻訂單到來的數量和系統中等待的顧客數的乘積是正比關系損失分別表示部件i缺貨期間設備與部件的缺貨訂單損失比例系數。
4)第1類部件需求延誤損失、第2類部件需求延誤損失、第3類部件需求延誤損失與延誤的數量和時間成正比關系分別表示部件i的第1類部件需求、第2類部件需求、第3類部件需求單位產品單位時間的缺貨損失費用。第1類部件需求、第2類部件需求、第3類部件需求分別表示設備訂貨、部件單獨訂貨與售后服務的部件需求。
2 模型與求解
系統呈周期運行,每個周期有生產提前期,生產期以及生產間隙期3個階段,在生產提前期與生產間隙期均無部件到達,這2個階段庫存函數為減函數,所以部件i第k個生產周期的庫存最低點將在Tik+di時刻出現,記

式中,ui(η)=λi(η)-θiλi(η-Ri)+nif(η)+si(η),為η時刻的部件i的需求率。如果,代表庫存控制策略下第k個生產庫存控制周期內部件i將不會發生缺貨,即將不會出現,各類部件需求均能滿足。如果,代表該庫存控制策略下第k個生產庫存控制周期內部件i將會發生缺貨。考慮第k個生產庫存控制周期內部件i將不會發生缺貨的情況,則部件i各時段的庫存Ii(t)有:
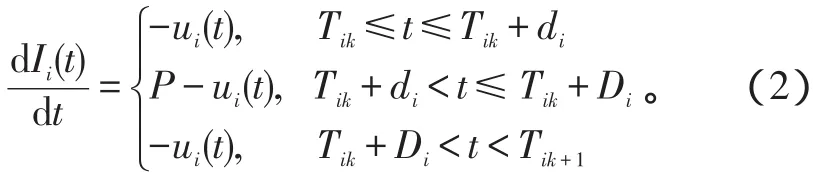
求解式(2)可以得出:

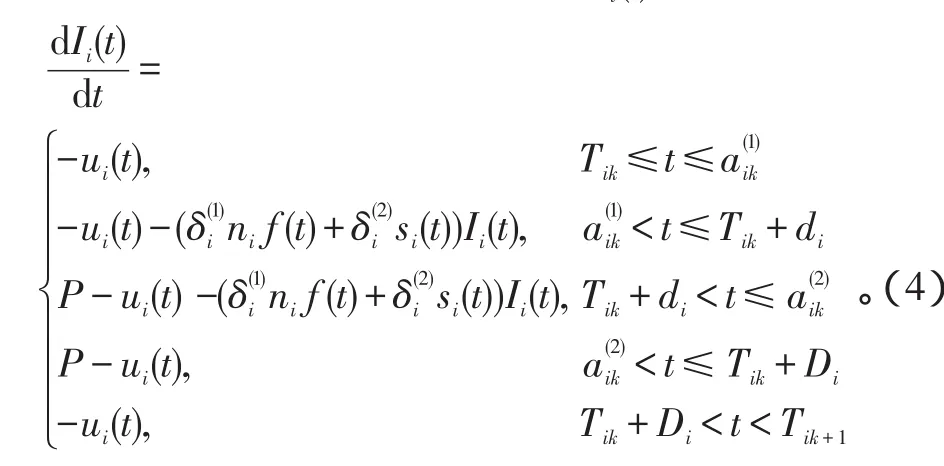
考慮第k個生產庫存控制周期內部件i將發生缺貨的情況,則部件i各時段的庫存Ii(t)有:
記HCik為第k個生產庫存控制周期的庫存費用,當第k個生產庫存控制周期內部件i不會發生缺貨時,則有:
當第k個生產庫存控制周期內部件i發生缺貨時,則有:
部件缺貨損失可以分為客戶延誤損失與客戶流失損失,客戶延誤損失是指生產廠家對客戶訂貨或者送修的延期反應所付出的代價,客戶流失損失是指因為缺貨造成客戶訂單流失的損失。記為第k個生產庫存控制周期的客戶延誤損失,則有:


記Q″ik第k個生產庫存控制周期因為部件i缺貨而流失的設備訂貨量,則有

記q″ik為第k個生產庫存控制周期流失的部件i單獨訂貨量,則有


記SCik為第k個生產庫存控制周期部件i缺貨損失,則有

將部件缺貨引起的設備或者部件訂單流失所造成的損失看作支付的費用,記TCik為第k個生產庫存控制周期部件i的期望費用,則有


生產廠家一段時間內各類部件的需求是一定的,增加部件庫存可以減少缺貨損失的同時也增加了庫存費用。部件非連續生產模式下要盡量減少生產次數,因為每次生產需要一定與生產數量無關的固定成本,每次生產數量越多,單件產品所承擔的固定成本將會越低,但是庫存成本將會增加,所以需要權衡庫存,生產批量之間的各種關系。記Q′k為第k個生產庫存控制周期的設備訂貨需求,則有

記q′ik為第k個生產庫存控制周期部件i的單獨訂貨需求,則有

記第k個生產庫存控制周期的設備與部件銷售量分別為Qk、qik,則有第k個生產庫存控制周期的利潤為:
記TPK為K個生產庫存控制周期的總收益為

由于在不同的生產庫存控制策略下,計劃期H不可能正好是生產庫存控制周期的整數倍,如果存在TiK<H≤TiK+1,則可以用[0,TiK+1]時間內的平均生產庫存控制效果等價于H時間段內的平均生產庫存控制效果。生產計劃期H時間段內的總收益可以表示為

生產計劃期H內部件i的期望費用可以表示為

通過調整生產點庫存Ii0與周期生產時長Di,可以調整生產計劃期H內的庫存狀態;通過求解該非線性規劃問題,可以得到最優的Ii0與Di取值,從而得到最優的生產庫存控制方案。該模型是一個兩變量非線性規劃模型。生產點庫存Ii0必須為整數,因而求解該模型可以先計算出Ii0的取值范圍,然后分別計算每個可行Ii0的最優生產時長Di,最后取期望費用最小的一組(Ii0,Di)。記生產計劃期H內部件i不出現部件缺貨所需要的最小庫存為,記表示不小于x的最小整數則有:
3 應用實例
假設某復雜設備生產廠家需要制定該設備部件i的生產庫存控制策略,部件i的相關參數如下:H=800h,f(t)=0.1+0.000 1t件/h,λi(t)=0.5件/h,si(t)=0.8+0.0003t件/h,Pi=5件/h,ni=1,di=20 h,Ri=5 h,Ti1=0,Ai=10千元,w=300千元/臺,c=180千元/臺,wi=2千元/件,ci=1千元/件

利用上文的方法可以求得Ii0和Di取不同值時的期望費用Ci,通過迭代優化,Ii0=24件,Di=30.6h為最優解,此時Ci=31.338千元,部件i生產計劃期內的總費用最少。Ii0=24件時部件i生產庫存控制周期生產時長Di與期望費用Ci關系如圖2所示,圖3給出了Ii0=24件、Di=30.6h時的生產庫存控制策略下部件的庫存變化情況。由圖3可見,Ii0=24件、Di=30.6h時的生產庫存控制策略可以取得較好的效益,有效地減少生產庫存系統費用。

圖2 Ii0=24時部件i周期生產時長與期望費用的關系Fig.2 Relation between production period of parti and its expected cost whenIi0=24
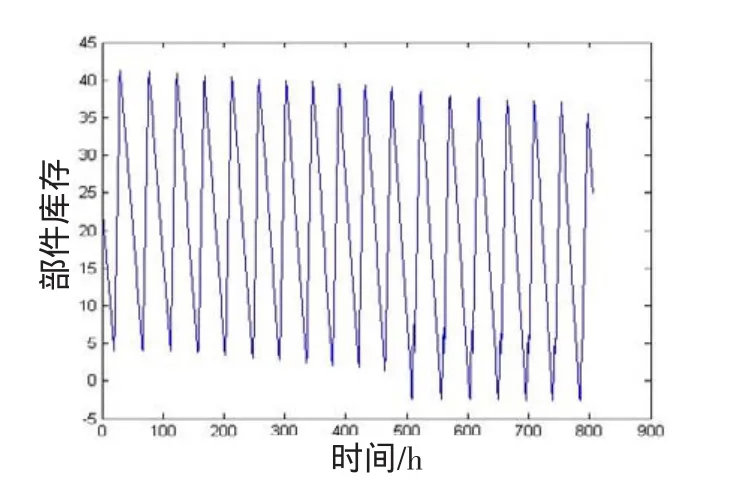
圖3 (Ii0=24,Di=30.6)策略下部件i的庫存變化圖Fig.3 Inventory variation figure of parti when performing policy(Ii0=24,Di=30.6)
4 結束語
傳統的生產庫存控制理論僅僅考慮產品整機訂貨產生的部件需求,并沒有考慮到產品部件單獨訂貨需求;僅考慮客戶訂貨需求,并沒有考慮產品售后服務產生的部件需求。傳統的生產庫存理論將新產品生產作為庫存的唯一來源,并沒有考慮到產品的回收加工。本文通過分析復雜設備全壽命運行的特點,綜合考慮部件庫存的各類來源與需求,提出了考慮售后服務與回收加工的復雜設備部件生產庫存控制模型,該模型通過控制生產點庫存與部件生產庫存控制周期生產時長對部件庫存實施控制。該模型對復雜設備生產廠家的生產庫存控制決策有較大的參考價值。
[1]TEUNTER R H,VLACHOS D.On the necessity of a disposal option for returned items that can be remanufactured [J].International Journal of Production Economics,2002,75(3):257-266.
[2]NENES G.,PANAGIOTIDOU S,DEKKER R.Inventory control policies for inspection and remanufacturing of returns:A case study[J].International Journal of Production Economics,2010,125(2):300-312.
[3]KLEBER R,ZANONI S,ZAVANELLA L.On how buyback and remanufacturing strategies affect the profitability of spare parts supply chains[J].International Journal of Production Economics,2011,133(1):135-142.
[4]SMITH P H.Optimal production policy for linear demand [J].European Journal of Operational Research,1976,1(6):365-367.
[5]CHENG T C E.Optimal production policy for decaying items with decreasing demand[J].European Journal of Operational Research,1989,43(2):168-173.
[6]WEE H M,WANG W T.A variable production scheduling policy for deteriorating items with time-varying demand[J].Computer and Operations Research,1999,26(3):237-254.
[7]YAN H,CHENG T C E.Optimal production stopping and restarting times for an EOQ model with deteriorating items[J].Journal of the Operations Research Society,1998,49(12):1288-1295.
[8]PAN J C,YANG J S.A study of an integrated inventory with controllable lead time[J].International Journal of Production Economics,2002,40(5):1263-1273.
[9]OUYANG L Y,WU K S,HO C H.Integrated vendorbuyer cooperative models with stochastic demand in controllable lead time[J].International Journal of Production Economics,2004,92(3):255-266.
[10]ZHOU Y W,LAU H S,YANG S L.A new variable production scheduling strategy for deteriorating items with time-varying demand and partial lost sale[J].Computer and Operations Research,2003,30(12):1753-1776.
[11]MONDAL B,BHUNIA A K,MAITI M.Inventory models for defective items incorporating marketing decisions with variable production cost[J].Applied Mathematical Modelling,2009,33(6):2845-2852.
[12]MANDAL S,MAITY K,MONDAL S,et al.Optimal production inventory policy for defective items with fuzzy time period[J].Applied Mathematical Modelling,2010,34(3):810-822.
Production Inventory Control Model of Complex Equipments Parts Concerned with After Service and Recycle Machining
ZHONG Jing-wu
(The 76327thUnit of PLA,Chenzhou Hunan 423026,China)
In this paper with the comprehensive consideration of the parts sources and demands of all kinds,a production in?ventory model for complex equipments parts was put forward.This model aimed to determine a reasonable parts production inventory control plan through weighing production cost,the inventory cost and shortage cost.
complex equipment parts;production inventory;after service;recycle machining;control model
TP13;F253.4
A
1673-1522(2014)05-0481-05
10.7682/j.issn.1673-1522.2014.05.017
2014-05-20;
2014-07-18
鐘敬武(1974-),男,工程師,碩士。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
數學物理學報(2020年2期)2020-06-02 11:29:24
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
光學精密工程(2016年6期)2016-11-07 09:07:19
工業設計(2016年12期)2016-04-16 02:52:00