機身部件對接階差超差典型問題的分析及解決
2014-07-13 03:37:12孫勇
西安航空學院學報 2014年5期
孫 勇
(海軍裝備部,陜西 西安 710089)
1 故障現象
按照某型飛機機身裝配技術條件和表面質量技術條件規定,部件對合處蒙皮對縫階差[1]允許順航向階差(簡稱順差)為+1.0mm,局部(20%)可到+2.0mm。
該型飛機在進行批量生產時連續三架機身前段和中段對接時,對接框處階差超出技術條件的規定。這將改變飛機的氣動外形,使飛機的氣動性能受到負面影響[2]。通過對超差數據進行分析,發現機身前段對接框框緣外形比中段對接框外形肥大,且主要集中在正下方0長桁(即飛機中軸線)左右。
2 原因分析
機身前段對接框框緣由上、下框緣零件組成,在機身部件裝配階段框緣僅和外蒙皮通過一排鉚釘連接,另外兩排鉚釘是在部件對接時僅用于鉚接對接條帶。機身前段對接框剛性較弱,機身中段對接框是與機身骨架進行鉚接的,剛性較強,不易變形。因此,初步懷疑機身前段對接框框緣外形超差的可能性較大。
為查清是前段還是中段對接框外形存在問題,申請制造了對接框外形檢驗平板,用以檢查飛機部件吊下裝配型架后對接框的實際外形。依據申請的對接框檢驗平板,分別檢查尚未對接的幾架機身前段和中段,發現中段對接框外形符合設計公差,且靠近下差。而機身前段對接框外形超差,且主要集中在左右3長桁之間,實際檢查數據如表1所示。

表1 按照檢驗平板實測的機身前段對接框外形超差尺寸(單位:mm)順航向左側
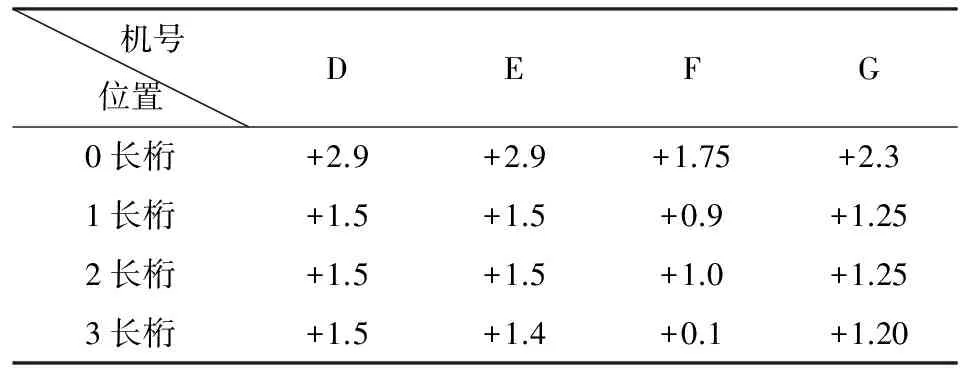
順航向右側
以上數據顯示的超差趨勢與部件對接后的實際超差現象一致。因此,可以確定部件對接階差產生的原因是機身前段對接框框緣外形超差[3]。
進一步分析機身前段對接框框緣的裝配工藝過程并結合超差部位及數據,認為可能是以下原因導致了最終的超差。
2.1 框緣零件局部外形不好
框緣按照型架卡板加墊板定位時,圓弧處外形與卡板不貼合,自由狀態間隙最大達到2mm,因此懷疑框緣零件局部外形超差。故要求部件裝配車間將庫存的對接框框緣零件返回零件車間,并按照其制造、檢驗依據——檢驗模進行檢查,發現上框緣零件外形和檢驗模外形邊緣線在圓弧處不重合;而下框緣零件根本不符合檢驗模,直觀檢查可以看出是零件角度做反。按照對接框處模線設計,下框緣零件順航向應是閉斜角。經查實,出現這種情況的原因在于:
(1)工裝制造車間在上一次返修檢驗模工作中,將檢驗模的制造依據——標準平板前后面裝反,導致檢驗模上的靠塊角度作反,這樣零件車間依據此檢驗模制造、檢查的零件也隨之錯誤,并且零件交付到部裝車間。
(2)零件車間發現零件角度錯誤,并查出工裝制造車間將檢驗模上的靠塊角度修錯后,對未交付的零件進行了控制,但沒有及時追回已經交付到部裝車間的零件,導致外形超差的零件裝機。
2.2 機身前段總裝型架卡板外形超差
依據外形卡板定位的框緣鉚接后外形偏肥,懷疑卡板外形存在問題,因此要求工裝制造車間檢查機身前段對接框外形卡板。起先,工裝制造車間將型架上的對接框外形卡板拆下,在標準劃線鉆模平板上進行檢查,未發現異常。但如此檢查,不能反映外形卡板在型架上的實際工作狀態,因此要求工裝制造車間在裝配型架上進行檢查。結果發現左右11長桁之間外形均肥大超出公差,數據如表2所示。

表2 按照標準平板檢測的對接卡板外形超差數據(單位:mm)
可以看出卡板外形偏肥,主要集中在左右3長桁之間,和產品超差部位基本一致。對接框外形的設計公差為+0.7mm~-1.2mm,而0長桁卡板外形已超差+0.75mm,按照此卡板進行裝配,必然導致外形偏肥。
2.3 裝配過程中應力過大
由于機身前段對接框框緣剛性較弱,并且框緣零件局部外形與圖紙不符,在裝配過程中定位加緊框緣時產生了較大的應力[4],產品下架后應力釋放將引起外形變化。證據如下:
(1)關上外形卡板,框緣處于夾緊狀態下,在對接框平板上畫出零件邊緣線標記,然后打開卡板,發現框緣零件立即向下回彈,向外擴張出約2mm,說明定位過程中應力很大。
(2)產品下架前用外形檢驗卡板檢查對接框外形[5],0長桁處外形偏大0.7mm,產品下架后用檢驗平板檢查對接框外形,0長桁外形肥大達1.7mm,從此可以看出機身前段下架前后對接框外形也存在變形。
3 問題的解決
3.1 零件制造
要求工裝制造車間按照標準平板檢修零件檢驗模,經檢查合格后,零件車間按此合格的檢驗模制造、檢查的后續零件可以達到設計要求。
3.2 型架卡板外形
要求工裝制造車間按照標準平板返修對接框外形卡板。返修后檢查卡板外形,卡板外形與標準平板之間的間隙應符合理論值的要求。
3.3 裝配應力
在框緣零件、裝配型架卡板已經返修合格的情況下,如何減小裝配過程中的應力就成了影響對接框外形的主要因素[6]。通過分析工藝過程,決定從以下幾個方面進行控制:
(1)框緣零件在裝配型架按照對接框外形卡板定位時,嚴格依據工藝文件加墊片,并仔細檢查零件外形在自由狀態下是否和外形卡板貼合,尤其是圓弧部位,不符合裝配要求的零件不允許裝機。
(2)零件夾緊部位盡量選在平直段,不要夾在圓弧處,在關閉外形卡板、零件夾緊的狀態下鉆對接孔[7],鉆后用型架螺栓把緊。
(3)定位、鉚接蒙皮時必須關上外形卡板。
(4)工藝補償。即根據實際情況在卡板與框緣之間另外加上一定厚度的工藝墊板,最終使產品滿足外形要求。
4 措施的驗證
在工裝檢修合格后,從H架機開始用新制的合格框緣零件進行裝配,并且裝配時在卡板與框緣之間加上了一定厚度的工藝墊板,機身前段下架后按照標準平板對對接框外形進行了檢查,情況如表3和表4所示。

表3 按照檢驗平板實測的H架機機身前段對接框外形尺寸(單位:mm)

表4 按照檢驗平板實測的I架機機身前段對接框外形尺寸(單位:mm)
可以看出,數據完全符合技術條件的要求。證明找到了問題的根本原因,并且解決措施正確,效果明顯。即將下架的J架機在架上的測量數據也符合要求。跟蹤后續3架飛機的對接過程證明,機身前段與中段對接時,階差超差的問題沒有再次出現。
5 結語
該故障表面上看只是兩個大部件的對接部位外形不協調造成的,但是經過仔細調查分析就會發現,造成該故障的原因包含了零件制造、裝配型架卡板外形、裝配應力這三方面的因素。這就說明我們分析問題一定要全面,而且要判斷出主要矛盾,不要因為過分強調次要矛盾,反而忽略了主要矛盾。
在處理此問題的過程中,工藝人員發現零件外形有問題后,就做出零件外形不合格導致了最終超差的結論,但是經過認真分析后得出,零件外形的超差并不會導致出現如此嚴重的后果。通過對最近7架機的機身前段和機身中段下架前后對接框外形的數據對比發現,機身中段下架前后對接框外形的數據變化不大,而機身前段下架后對接框外形的數據與下架前相比明顯肥大。由此不難得出裝配應力才是問題的主要原因,也不排除裝配型架卡板外形超差。
最后,從零件制造、裝配型架卡板外形、裝配應力這三方面進行全面控制,才徹底解決了問題。此問題的解決,為機身大部件對接出現階差超差的現象提供了典型的分析和解決方法,對今后的工作具有一定的指導意義。
[1] 唐文斌,余劍峰,李原,等. 產品關鍵特性量化鑒別與分解方法應用研究[J]. 計算機集成制造系統,2011(11):2383-2388.
[2] 郭志敏,蔣君俠,柯映林. 基于三坐標定位器支撐的飛機大部件調姿內力[J]. 浙江大學學報:工學版,2010(8):1508-1513.
[3] 黃俊. 未來大型客機氣動布局設計[J]. 航空制造技術,2010(19):26-29.
[4] 張春亮,曹青霞,楊歡.某型機進氣道前段裝配協調控制方法改進[J].教練機,2013(1):30-33.
[5] 岳勝,代多兵,安魯陵.飛機結構裝配間隙超差分析與對策[J]. 航空制造技術,2013(12):81-84.
[6] 應征.飛機部件數字化調姿過程建模與仿真關鍵技術研究[D].杭州:浙江大學,2013.
[7] 靳思源.飛機壁板件裝配偏差的剛柔結合建模與工藝優化方法[D].上海:上海交通大學,2013.