鎂合金等徑角擠壓組織細(xì)化及演變機(jī)理
2014-07-13 01:27:52張金龍趙西成
西安航空學(xué)院學(xué)報 2014年5期
關(guān)鍵詞:變形
張金龍,趙西成,謝 輝
(1.西安航空學(xué)院 機(jī)械學(xué)院,陜西 西安 710077;2.西安建筑科技大學(xué) 冶金工程學(xué)院,陜西 西安 710055)
鎂合金是結(jié)構(gòu)材料中最輕的金屬,密度比鋁輕1/3,具有非常高的比強(qiáng)度和比剛度、優(yōu)良的工藝性能、良好的導(dǎo)熱和減振及電磁屏蔽性,被認(rèn)為是制備航天飛行器和運輸設(shè)備零部件最具有前途的材料。然而與其他結(jié)構(gòu)材料相比較,鎂合金的延性和強(qiáng)度相對較低,嚴(yán)重制約了鎂合金的應(yīng)用。近年來科技人員為提高金屬材料的綜合力學(xué)性能開展了一系列的研究,結(jié)果顯示細(xì)化晶粒是改善材料性能的有效措施[1-2]。
隨著材料制備與加工技術(shù)的不斷完善,人們提出了多種制備細(xì)晶鎂及鎂合金材料的方法,包括冶金學(xué)方法、快速凝固、熱處理方法和熱加工方法等。在眾多細(xì)化方法中,大塑性變形技術(shù)作為一種獨特的、以組織控制為目的的塑性加工方法,已經(jīng)可以使鎂合金晶粒細(xì)化到微米、亞微米甚至納米尺度,獲得均勻的超細(xì)顯微組織。大塑性變形方法主要包括大應(yīng)變軋制、大比率擠壓、累積疊軋工藝、往復(fù)擠壓、等徑角擠壓和反復(fù)折皺壓直法等,其中等徑角擠壓(Equal channel angular pressing,ECAP)是目前制備高性能塊狀超細(xì)晶材料有效的、發(fā)展最為迅猛的技術(shù)之一。
ECAP技術(shù)為前蘇聯(lián)科學(xué)家Vladimir Segal在1977年提出[3],90年代,Valiev教授成功利用這種方法對粗晶金屬及合金實現(xiàn)了組織超細(xì)化,從而逐漸成為一種主要的塑性變形細(xì)化的技術(shù)。與其他工藝相比,用ECAP產(chǎn)生大塑性變形的工藝并不復(fù)雜,能夠有效地將塊體材料內(nèi)部的晶粒細(xì)化,制備出塊狀致密的細(xì)晶結(jié)構(gòu)材料,因而備受人們的關(guān)注[4]。
1 ECAP技術(shù)原理
目前已有大量的報道描述ECAP過程,其變形原理如圖1所示。模具內(nèi)有兩個截面相等、以一定角度相交的通道,通常用φ表示內(nèi)交角,用ψ表示外接弧角。模具橫截面為圓形或方形,直徑或方形對角線一般不超過20mm;內(nèi)交角φ的角度通常是在90-135°之間,最常使用的是90°或120°。外接弧角ψ主要關(guān)系到變形過程中的死區(qū),一般對于90°通道,外弧圓角選擇為20°。
垂直的通道a為進(jìn)口,另一通道b為出口。一般為了能反復(fù)進(jìn)行擠壓,進(jìn)口尺寸要比出口尺寸稍大。擠壓過程中將橫截面尺寸與模具通道尺寸幾乎相等的塊體材料放入潤滑良好的通道入口,在沖頭壓力作用下壓入模具,當(dāng)試樣通過通道的轉(zhuǎn)角處時,材料內(nèi)部發(fā)生近似理想的純剪切變形,待試樣從出口擠出,繞中軸線旋轉(zhuǎn)一定角度或不旋轉(zhuǎn),再放入進(jìn)口重復(fù)擠壓。由于擠壓前后試樣的截面形狀和面積不發(fā)生改變,故多次反復(fù)擠壓可使各次變形的應(yīng)變量累積迭加,得到相當(dāng)大的總應(yīng)變量。

圖1 ECAP工藝原理
對于通道轉(zhuǎn)角處沒有倒角的模具,N道次總變形量為:
(1)
對于有倒角的模具,N道次總變形量為:
(2)
從這兩個公式可以看出,隨著通道交角的增大,道次變形量減小。因此具有小通道交角的模具可以更快獲得大的變形量,但是對鎂、鈦等變形能力差的金屬,道次變形量大很容易使材料在擠壓過程中產(chǎn)生裂紋[5]。
根據(jù)相鄰擠壓道次間試樣相對于模具的軸向旋轉(zhuǎn)方向和角度的不同,ECAP的變形途徑分為4種,分別是路徑A、BA、BC和路徑C。路徑A試樣在相鄰擠壓道次之間不旋轉(zhuǎn);路徑BA,試樣在相鄰擠壓道次之間依次旋轉(zhuǎn)90°,旋轉(zhuǎn)方向交替改變;路徑BC,相鄰擠壓道次之間試樣也始終旋轉(zhuǎn)90°,但旋轉(zhuǎn)方向不改變,順時針或逆時針旋轉(zhuǎn)均可;路徑C,相鄰擠壓道次之間試樣翻轉(zhuǎn)180°[6]。不同擠壓路徑多道次擠壓后,剪切面形成不同類型的織構(gòu)。
2 ECAP對鎂合金組織和性能的影響
2.1 ECAP對鎂合金組織的影響
鎂合金施加變形后組織和織構(gòu)形貌的變化是鎂合金變形研究領(lǐng)域的一個重要方向。迄今為止,對純鎂和大多數(shù)商用變形鎂合金和鑄造鎂合金如AZ31,AZ80,ZK60,AZ91等ECAP擠壓變形后的組織演變進(jìn)行了研究,并取得了一些成果。如圖2所示,(a)圖中鑄態(tài)AZ91鎂合金的粗大樹枝晶,經(jīng)過225℃四次等徑角擠壓和180℃兩次等徑角擠壓后發(fā)生動態(tài)再結(jié)晶,得到(b)圖所示的只有2μm左右的等軸晶粒。
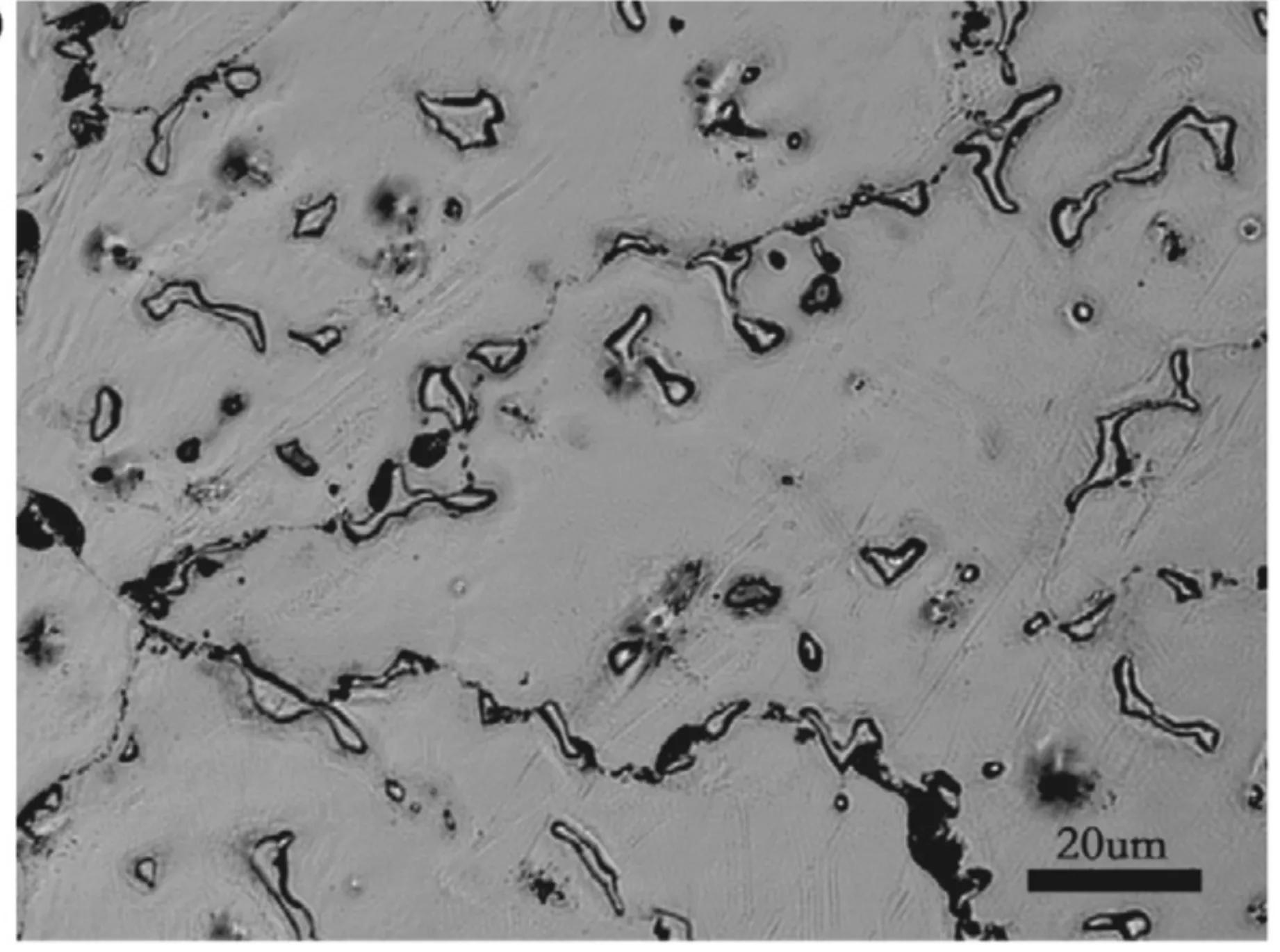
圖2(a) 鎂合金微觀組織鑄態(tài)
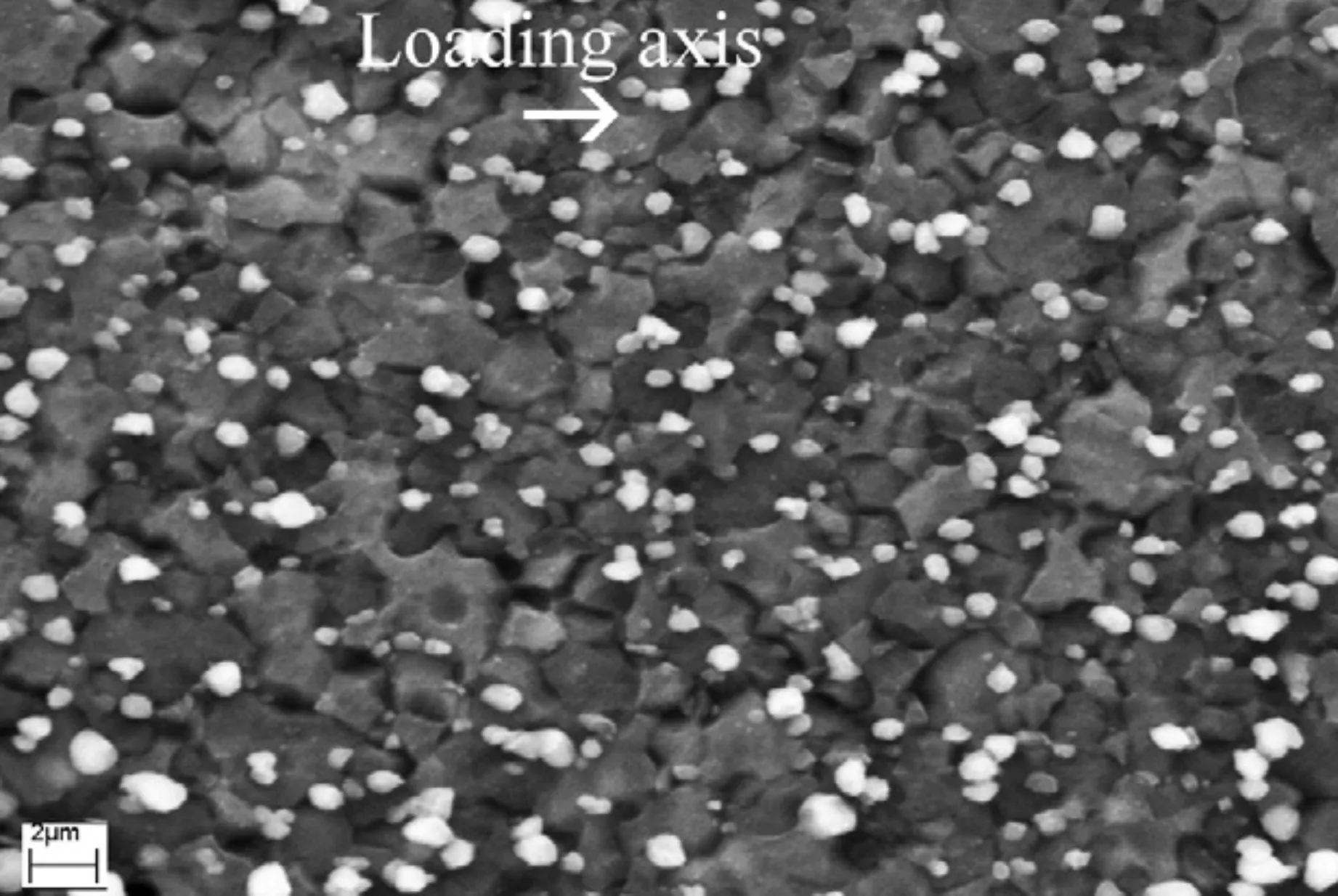
圖2(b) 鎂合金微觀組織擠壓后[7]
本文對AZ系列鎂合金等徑角擠壓進(jìn)行了梳理,結(jié)果如表1所示,表中列舉了不同成分鎂合金通過不同工藝等徑角擠壓后晶粒細(xì)化的數(shù)據(jù)。通過數(shù)據(jù)分析,擠壓過程中擠壓模具采用的內(nèi)交角φ均選擇在90°~120°之間,其中以90°和120°的居多;外接弧角ψ選擇10°或20°;擠壓溫度最低的選擇了250℃,最高的達(dá)440℃,平均溫度值為345℃;擠壓道次4~12次;工藝路線呈現(xiàn)多樣化,其中以BC為較多。
通過實驗數(shù)據(jù)我們不難發(fā)現(xiàn),ECAP擠壓后鎂合金晶粒細(xì)化效果明顯,其中AZ80從150μm減小到3~4μm,減小幅度達(dá)到37.5~50倍;同時我們也發(fā)現(xiàn)盡管原始晶粒尺度相差很大,但ECAP變形后晶粒尺度相差并不大,晶粒最大的9μm,晶粒最小的3μm,平均晶粒為6μm,因此我們可以確定通過多道次的擠壓,原始晶粒對ECAP擠壓后的晶粒細(xì)化效果影響已經(jīng)不大,實驗中也發(fā)現(xiàn)當(dāng)擠壓到一定道次后,晶粒已不再細(xì)化,而是達(dá)到平衡狀態(tài),此時再進(jìn)行擠壓只是使晶粒大小變得更加均勻。另一個值得關(guān)注的是,鎂合金中的合金元素對ECAP細(xì)化效果有一定的影響,隨著鎂合金中合金元素含量的增加,擠壓后晶粒相對要小些。
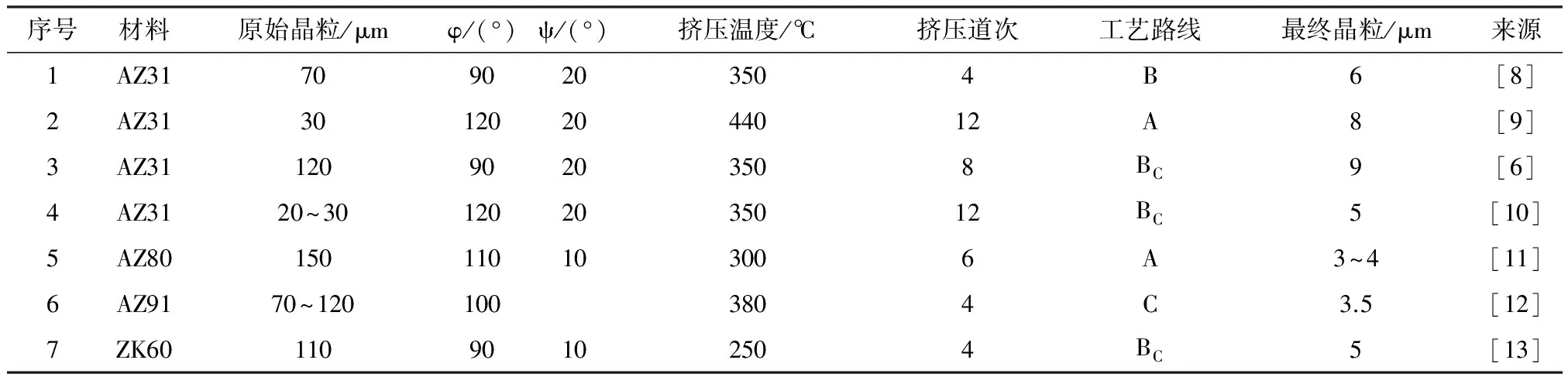
表1 鎂合金ECAP工藝參數(shù)以及晶粒細(xì)化數(shù)據(jù)
2.2 ECAP對鎂合金性能的影響
Kim等[14]利用ECAP技術(shù)對AZ61鎂合金進(jìn)行了不同道次擠壓,研究了變形后合金的微觀組織和力學(xué)性能,結(jié)果表明,隨著擠壓道次的增加,鎂合金晶粒明顯細(xì)化且塑性大幅度提高;Yamashita等[15]采用ECAP工藝使純Mg和Mg-0.9wt.%Al的強(qiáng)度和延展性獲得了很大提高。Mukai等人研究表明[16],采用ECAP技術(shù)和常規(guī)擠壓制備的超細(xì)晶AZ31鎂合金,在晶粒尺寸大小相當(dāng)時前者延伸率較后者高一倍。Yoshida等[17]在250℃溫度下對AZ31合金進(jìn)行4道次ECAP擠壓,使合金的韌性和屈服強(qiáng)度得到提高,達(dá)到與熱處理后的6061鋁合金相當(dāng)?shù)牧W(xué)性能。圖3所示為AM60鎂合金鑄態(tài)合金及在三個不同溫度(150℃,210℃和350℃)ECAP擠壓后的拉伸性能。ECAP擠壓后的鎂合金性能較鑄態(tài)明顯提高,150℃ECAP擠壓后的AM60合金表現(xiàn)出最高的抗拉強(qiáng)度(310MPa),并幾乎保持了高延展率(15%)。
Hiroyuki Watanabe等[19]采用ECAP研究了細(xì)晶鎂合金ZK60,該細(xì)晶材料在200℃,應(yīng)變速率為1×10-5時,伸長率達(dá)到1083%,應(yīng)變速率敏感系數(shù)約為0.4~0.5。Matsubara等[20]采用擠壓+ECAP工藝對Mg-9%Al合金進(jìn)行研究,發(fā)現(xiàn)細(xì)化后的材料獲得了低溫超塑性(150℃,應(yīng)變速率為1.0×l0-4s-1時,伸長率為800%)和高應(yīng)變速率超塑性(225℃,1.0×l0-2s-1時,伸長率為360%)。Mabuchi等[21]研究了擠壓態(tài)超細(xì)晶AZ91合金在低溫低速率條件下的超塑性變形行為,發(fā)現(xiàn)經(jīng)過超大變形量的ECAP處理后,合金能夠在150℃~250℃下呈現(xiàn)超塑性,伸長率達(dá)到283%;并將低溫下的高伸長率歸功于超塑變形前的微細(xì)組織,認(rèn)為合金的變形機(jī)制是晶界滑移控制。Mukai等人[22]對經(jīng)ECAP細(xì)化后的AZ31合金進(jìn)行退火處理,使其晶粒尺寸恢復(fù)到與直接擠壓試樣同等的水平,發(fā)現(xiàn)合金的塑性仍然較直接擠壓試樣高2倍以上。他們認(rèn)為這種塑性的改善源自于與普通擠壓試樣不同的合金基面方向和織構(gòu)取向的多樣化分布特征。
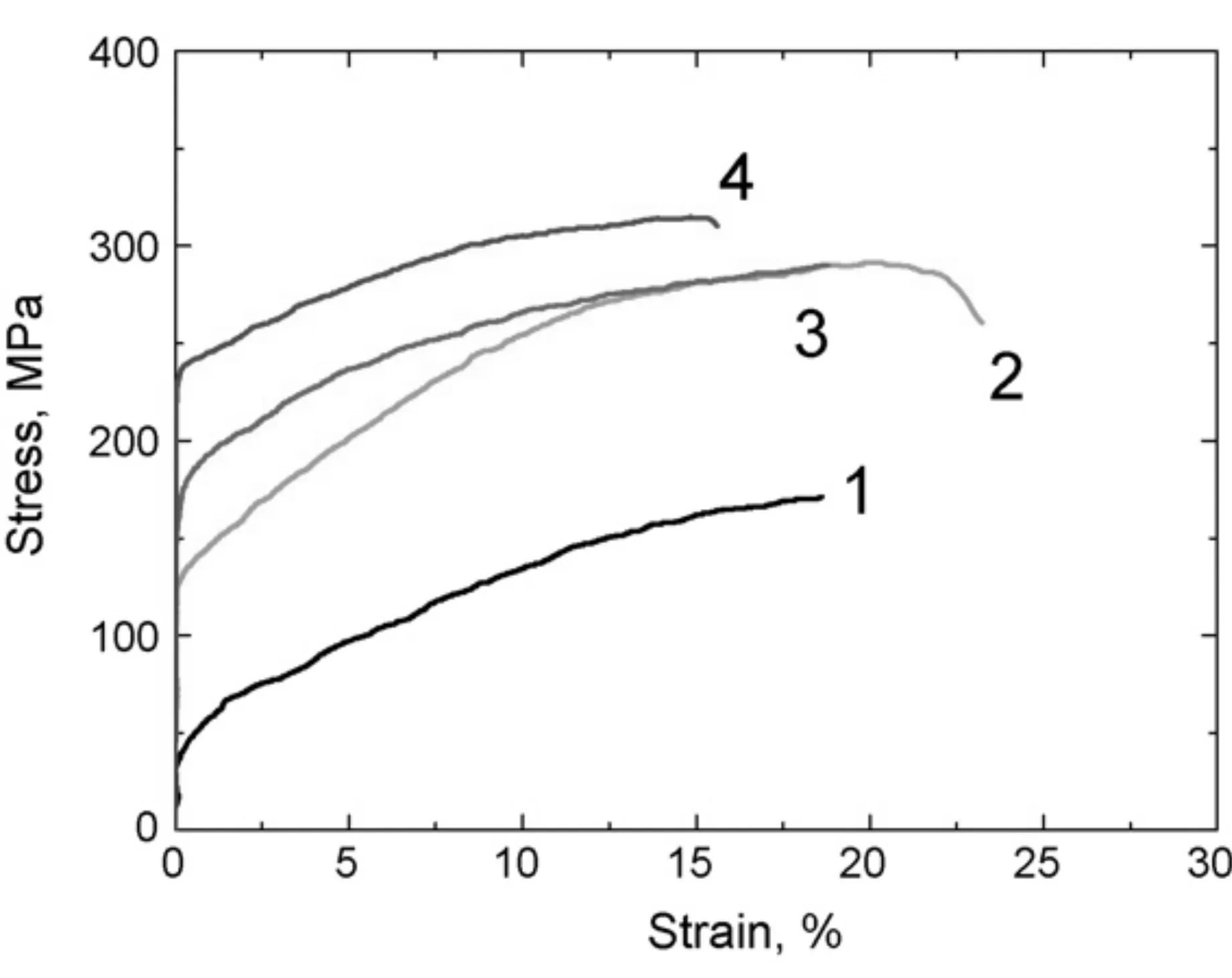
圖3 不同溫度下ECAP的AM60鎂合金的應(yīng)力應(yīng)變狀態(tài) (1)鑄態(tài) (2) 350℃(3)210℃(4)150℃[18]
3 鎂合金ECAP組織變形機(jī)理
鎂合金經(jīng)ECAP多道次擠壓后,粗大的具有小角度晶界的等軸晶轉(zhuǎn)變?yōu)榧?xì)小的具有大角度晶界的顆粒狀結(jié)構(gòu),形成了含有高密度的大角晶界和晶界上的非平衡結(jié)構(gòu)。這種結(jié)構(gòu)形成通常包括下面步驟:起初,在剪切作用下,材料中粗大的晶粒被粉碎成一系列具有小角度晶界的亞晶(其位相差<5°),亞晶界上位錯較少,亞晶界主要依靠幾條甚至一條位錯線滑移,亞晶沿著一定方向拉長形成帶狀組織,一般亞晶帶寬度為幾微米或亞微米;之后,隨擠壓次數(shù)的增加,亞晶沿拉長方向上亞晶被不斷破壞,亞晶界以及晶粒內(nèi)部的位錯激增,顯微組織中呈現(xiàn)部分等軸晶且開始出現(xiàn)大角度界面,形成非平衡組織。最后,隨擠壓次數(shù)的進(jìn)一步增加,亞晶帶消失,晶界位相差隨剪切應(yīng)變的增加而增加,顯微組織主要為具有大角度晶界的等軸晶組織[23-24]。
ECAP的關(guān)鍵在于純剪切變形,通過剪切變形的交互作用細(xì)化晶粒。多晶體塑性變形時,由于各個晶粒取向不同,各晶粒的變形既相互阻礙,又相互促進(jìn)[25]。大多數(shù)人認(rèn)為多晶材料在ECAP塑性變形初期是多系滑移,形成分布雜亂的位錯纏結(jié),變形量稍大,這些位錯纏結(jié)演化形成了胞狀結(jié)構(gòu)。隨著變形量的進(jìn)一步提高,位錯胞數(shù)量增加,尺寸減小,胞內(nèi)幾乎沒有位錯存在,胞壁的位錯卻愈加稠密。當(dāng)位錯胞的直徑達(dá)到極小值時,不再隨變形量的增加而減小。此后,隨著ECAP過程的繼續(xù)進(jìn)行,累積變形量持續(xù)增加促使能量升高,引發(fā)位錯的交滑移,發(fā)生動態(tài)恢復(fù)。隨著過程的不斷進(jìn)行,胞壁位錯纏結(jié)不斷集聚,形成小角度的織構(gòu)界面。在剪應(yīng)力作用下,小角度織構(gòu)發(fā)生旋轉(zhuǎn),成為大角度晶界的亞晶粒,并一定程度地破碎原晶粒,在隨后的再結(jié)晶轉(zhuǎn)變中,于原晶界和亞晶界處產(chǎn)生新的細(xì)小等軸晶粒[4,26]。
4 鎂合金ECAP存在的問題
通過上述案例分析,發(fā)現(xiàn)利用ECAP方法實現(xiàn)鎂合金大塑形變形方法是獲得超細(xì)微晶鎂合金的有效方法,同時也發(fā)現(xiàn)該方法存在一些問題。
第一,鎂合金的密排六方結(jié)構(gòu),決定了其塑性變形能力較差,進(jìn)行ECAP鎂合金容易出現(xiàn)裂紋、擠碎等現(xiàn)象,通常需要在較高的溫度下進(jìn)行變形,以避免因塑性差導(dǎo)致材料失效。而這又會引起材料容易發(fā)生再結(jié)晶和晶粒粗化,使晶粒細(xì)化效果變差。如何解決鎂合金塑性和細(xì)化效果之間的矛盾將是鎂合金ECAP研究的重要內(nèi)容之一。
第二,ECAP方法制備鎂合金細(xì)晶組織存在極限,如前所述,在一定的條件下,隨著擠壓次數(shù)的增多,細(xì)化效果明顯降低,最終趨近一固定值不再細(xì)化。如何進(jìn)一步細(xì)化鎂合金微觀組織是鎂合金ECAP研究另一重要內(nèi)容。
第三,ECAP對模具材料要求較高,使用的模具一般壽命低、成本高,如何進(jìn)行模具結(jié)構(gòu)優(yōu)化設(shè)計,提升擠壓效率也都需要深入研究。
5 結(jié)語
等徑角擠壓可使材料實現(xiàn)強(qiáng)烈、均勻和定向的純剪切變形,是控制金屬材料的組織、結(jié)構(gòu)和提高材料的物理力學(xué)性能的有效手段,鎂及鎂合金經(jīng)ECAP變形后所獲得的細(xì)晶組織的優(yōu)異性能決定了ECAP工藝在鎂工業(yè)領(lǐng)域內(nèi)有非常廣的應(yīng)用前景和潛在的應(yīng)用價值,如通過ECAP來提高難變形材料的可加工性、實現(xiàn)低溫超塑性等。隨著研究的深入,ECAP技術(shù)將會引起人們更多的關(guān)注與重視,從而促進(jìn)該技術(shù)的長足發(fā)展和進(jìn)步,帶動相關(guān)產(chǎn)業(yè)的發(fā)展,將大大拓展鎂合金的實際應(yīng)用領(lǐng)域。
[1] G.D.Fan,M.Y.Zheng,C.H.Ju et al.Brokmeier Effect of grain size on cyclic microplasticity of ECAP processed commercial pure magnesium [J].J Mater Sci,2013(48): 1239-1248.
[2] F.Fereshteh-Saniee,F.Akbaripanah,H.K.Kim,et al.Effects of extrusion and equal channel angular pressing on the microstructure, tensile and fatigue behaviour of the wrought magnesium alloy AZ80 [J].Fatigue & Fracture of Engineering Materials & Structures,2012,35 (12):1167-1172.
[3] Inoue M,Iwai M,Matuzawa K,et al.Effect of impurities on corrosion behavior of pure magnesium in salt water environment [J].Journal of Japan Institute of Light Metals,1998,48(6): 257-262.
[4] 路國祥,陳體軍,郝遠(yuǎn).鎂合金等通道轉(zhuǎn)角擠壓(ECAP)技術(shù)的研究和展望[J].材料導(dǎo)報,2008,22(4):84-87.
[5] 何運斌.ECAP超細(xì)晶ZK60鎂合金的制備及其相關(guān)基礎(chǔ)研究[D].長沙:中南大學(xué),2011:15-16.
[6] 馮小明,艾桃桃,張會,等.通道角擠壓AZ31鎂合金的微觀組織與力學(xué)性能[J].特種鑄造及有色合金,2008,28(7):499-501.
[7] Bin Chena,Dong-Liang Lin,Li Jina,et al.Equal-channel angular pressing of magnesium alloy AZ91 and its effects on microstructure and mechanical properties [J].Materials Science and Engineering A,2008(483-484): 113-116.
[8] 劉自乾,馮小明,張會.AZ31鎂合金等通道擠壓組織性能的研究[J].鑄造技術(shù),2010,31(5):638-640.
[9] 王磊,武保林.具有初始織構(gòu)的AZ31鎂合金等通道擠壓的顯微組織和織構(gòu)研究[J].沈陽航空工業(yè)學(xué)院學(xué)報,2009,26(5):46-50.
[10] 劉英,陳維平,張衛(wèi)文,等.等通道轉(zhuǎn)角擠壓后AZ31 鎂合金的微觀結(jié)構(gòu)與性能[J].華南理工大學(xué)學(xué)報:自然科學(xué)版,2004,32(9):50-53.
[11] 李蕭,楊平,李繼忠,等.等通道擠壓對AZ80鎂合金的組織和織構(gòu)的影響[J].熱加工工藝,2010,39(1):85-91.
[12] 張會.等通道轉(zhuǎn)角擠壓對AZ91鎂合金組織的影響[J].熱加工工藝,2009,38(5):68-70.
[13] 張小娜.ZK60鎂合金等徑角擠壓研究[D].武漢:武漢理工大學(xué),2012:65-66.
[14] KIM W J,JEONG H G.Mechanical properties and texture evolution in ECAP processed AZ61 Mg alloys [J].Materials Science Forum,2003( 419-422): 201-206.
[15] Akihiro Yamashita,Zenji Horita,Terence G Langdon.Improving the mechanical properties of magnesium and a magnesium alloy through severe plastic deformation [J].Materials Science and Engineering A.2001,300(1-2): 142-147.
[16] Toshiji Mukai,Masashi Yamanoi,Hiroyuki Watanabe.Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure [J].Scripta Materials. 2001,45(1): 89-94.
[17] Yu Yoshida,Lawrence Cisar,Shigeharu Kamado,Yo Kojima.Effect of microstructural factors on tensile properties of an ECAE-processed AZ31 magnesium alloy [J].Materials Science Forum.2003,44 (4): 468-475.
[18] Olga Kulyasova,Rinat Islamgaliev,Bernhard Mingler.Microstructure and fatigue properties of the ultrafine-grained AM60 magnesium alloy processed by equal-channel angular pressing [J].Materials Science and Engineering A,2009(503): 176-180.
[19] Hiroyuki Watanabe A,Toshiji Mukai A,Koichi Ishikawa.Low temperature superplasticity of a fine-grained ZK60 magnesium alloy processed by equal-channel-angular extrusion [J].Scripta Materialia,2002(46): 851-856.
[20] Matsubara K,Miyahara Y,Horita Z,et al.Developing superplasticity in a magnesium alloy through a combination of extrusion and ECAP [J].acta materialia,2003(51):3073-3084.
[21] M Mabuchi,K Ameyama,H Iwasaki,K Higashi.Low temperature superplasticity of AZ91 magnesium alloy with non-equilibrium grain boundaries [J].Acta Materialia.1999,47(7): 2047-2057.
[22] D H Bae,S H Kim,D H Kim,W T Kim.Deformation behavior of Mg-Zn-Y alloys reinforced by icosahedral quasicrystalline particles [J].Acta Materialia, 2002, 50(9): 2343-2356.
[23] 石鳳健,汪建敏,許曉靜.等截面角形擠壓的研究內(nèi)容及現(xiàn)狀[J].熱加工工藝,2003 (1):51-53.
[24] 郭廷彪,丁雨田,胡勇,等.等通道轉(zhuǎn)角擠壓ECAP工藝的研究進(jìn)展[J].蘭州理工大學(xué)學(xué)報,2008,34(6):19-24.
[25] 張玉敏,丁樺,孝云禎,等.等徑彎曲通道變形(ECAP)的研究現(xiàn)狀及發(fā)展趨勢[J].材料與冶金學(xué)報,2002,1(4):258-261.
[26] 劉曉燕,趙西成,楊西榮,等.ECAP變形制備超細(xì)晶金屬材料變形行為的研究進(jìn)展[J].材料導(dǎo)報A,2011,25(5):11-15.
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36